You might also like
- D648 14513Document14 pagesD648 14513Ana Laura LopesNo ratings yet
- ASTM D648-18 Standard Test Method For Deflection Temperature of Plastics Under Flexural Load in The Edgewise PositionDocument6 pagesASTM D648-18 Standard Test Method For Deflection Temperature of Plastics Under Flexural Load in The Edgewise Positionbenedick barquinNo ratings yet
- Astm D648.26444 - HDTDocument14 pagesAstm D648.26444 - HDTAmeerNo ratings yet
- Astm D648 HDT PDFDocument13 pagesAstm D648 HDT PDFEva SilvaNo ratings yet
- Deflection Temperature of Plastics Under Flexural Load in The Edgewise PositionDocument13 pagesDeflection Temperature of Plastics Under Flexural Load in The Edgewise PositionMaeon LaboratoriesNo ratings yet
- Astm d648 PDFDocument13 pagesAstm d648 PDFswapon kumar shillNo ratings yet
- Astm D648Document13 pagesAstm D648Jony Gutiérrez AbantoNo ratings yet
- Toughness and Tenacity of Bituminous Materials: Standard Test Method ForDocument5 pagesToughness and Tenacity of Bituminous Materials: Standard Test Method ForAhmedNo ratings yet
- Astm D792-20Document6 pagesAstm D792-20Александр ЛNo ratings yet
- Penetration of Bituminous Materials: Standard Test Method ForDocument4 pagesPenetration of Bituminous Materials: Standard Test Method ForJanardhana ReddiNo ratings yet
- ASTM D 1204 TermoencogibleDocument2 pagesASTM D 1204 TermoencogibleItzel EscobarNo ratings yet
- Flammability of Electrical Insulating Materials Intended For Wires or Cables When Burning in A Vertical ConfigurationDocument5 pagesFlammability of Electrical Insulating Materials Intended For Wires or Cables When Burning in A Vertical ConfigurationSdferwste SrqreNo ratings yet
- ASTM C1147-14 CodeDocument4 pagesASTM C1147-14 CodeGene DiJoseph100% (1)
- Bond or Cohesive Strength of Sheet Plastics and Electrical Insulating MaterialsDocument3 pagesBond or Cohesive Strength of Sheet Plastics and Electrical Insulating MaterialsFernando Da RosNo ratings yet
- ASTM D256 Standard Test Methods For Determining The Izod Pendulum Impact Resistance of Plastics PDFDocument21 pagesASTM D256 Standard Test Methods For Determining The Izod Pendulum Impact Resistance of Plastics PDFDanilo Oliveira0% (1)
- Astm D638-22Document7 pagesAstm D638-22RaymundoNo ratings yet
- Determining The Izod Pendulum Impact Resistance of Plastics: Standard Test Methods ForDocument20 pagesDetermining The Izod Pendulum Impact Resistance of Plastics: Standard Test Methods ForMathivanan KrishnanNo ratings yet
- D3377-04 (2013) Standard Test Method For Weight Loss of Solventless VarnishesDocument3 pagesD3377-04 (2013) Standard Test Method For Weight Loss of Solventless Varnishesjose floresNo ratings yet
- E311 - Standard Guide For Preparation of Metallographic SpecimensDocument12 pagesE311 - Standard Guide For Preparation of Metallographic SpecimensEda VergiliNo ratings yet
- Indentation Hardness of Rigit PlasticDocument4 pagesIndentation Hardness of Rigit Plasticrolando cuadro blancoNo ratings yet
- Astm D792 2020Document6 pagesAstm D792 2020Ayman elsayedNo ratings yet
- D3574 11 PDFDocument149 pagesD3574 11 PDFAkash YadavNo ratings yet
- Penetration of Bituminous Materials: Standard Test Method ForDocument4 pagesPenetration of Bituminous Materials: Standard Test Method ForMehdi FarrokhiNo ratings yet
- Astm E3 112017 Standard Guide For Preparation of Metallographic SpecimensDocument13 pagesAstm E3 112017 Standard Guide For Preparation of Metallographic Specimensmc.estrella.vNo ratings yet
- Astm E3-2011 (Ra 2017)Document12 pagesAstm E3-2011 (Ra 2017)Saravana VelNo ratings yet
- Astm D3359Document9 pagesAstm D3359Angel GuachaminNo ratings yet
- D 635 - 98 - Rdyzns05oaDocument6 pagesD 635 - 98 - Rdyzns05oasusanaNo ratings yet
- Astm E3-11 (2017)Document12 pagesAstm E3-11 (2017)Adam Chin100% (4)
- D 256 - 02 Rdi1ni0wmg - PDFDocument20 pagesD 256 - 02 Rdi1ni0wmg - PDFcristina ramosNo ratings yet
- Density of Semi-Solid Asphalt Binder (Pycnometer Method) : Standard Test Method ForDocument5 pagesDensity of Semi-Solid Asphalt Binder (Pycnometer Method) : Standard Test Method ForPaula DiasNo ratings yet
- Norma - ASTM E3-11 2017 - Standard Guide For Preparation of Metallographic SpecimensDocument12 pagesNorma - ASTM E3-11 2017 - Standard Guide For Preparation of Metallographic SpecimensBacana CwbNo ratings yet
- ASTM E3-11 (2017) Standard Guide For Preparation of Metallographic SpecimensDocument12 pagesASTM E3-11 (2017) Standard Guide For Preparation of Metallographic SpecimensMarly MéndezNo ratings yet
- Transition Temperatures and Enthalpies of Fusion and Crystallization of Polymers by Differential Scanning CalorimetryDocument8 pagesTransition Temperatures and Enthalpies of Fusion and Crystallization of Polymers by Differential Scanning CalorimetryRubén Darío Vera LópezNo ratings yet
- D 3012 - 04 - Rdmwmti - PDFDocument6 pagesD 3012 - 04 - Rdmwmti - PDFsusanaNo ratings yet
- Determining The Short Term Tensile Weld Strength of Chemical-Resistant ThermoplasticsDocument4 pagesDetermining The Short Term Tensile Weld Strength of Chemical-Resistant ThermoplasticsFernando Da RosNo ratings yet
- Dielectric Breakdown Voltage and Dielectric Strength of Solid Electrical Insulating Materials at Commercial Power FrequenciesDocument13 pagesDielectric Breakdown Voltage and Dielectric Strength of Solid Electrical Insulating Materials at Commercial Power FrequenciesElida SanchezNo ratings yet
- Astm D4065 20Document5 pagesAstm D4065 20Pulinda KasunNo ratings yet
- Chemical Resistance of Protective Linings: Standard Test Method ForDocument4 pagesChemical Resistance of Protective Linings: Standard Test Method ForCamilo GuardadoNo ratings yet
- ASTM E3 Standard Guide For Preparation of Metallographic SpecimensDocument12 pagesASTM E3 Standard Guide For Preparation of Metallographic SpecimensNestor Leonardo Ayasta LevanoNo ratings yet
- D638 Qoup1616Document16 pagesD638 Qoup1616Ayman elsayedNo ratings yet
- Thermoplastic Polyester (TPES) Injection and Extrusion Materials Based On ISO Test MethodsDocument10 pagesThermoplastic Polyester (TPES) Injection and Extrusion Materials Based On ISO Test MethodsProvocateur SamaraNo ratings yet
- Dielectric Breakdown Voltage and Dielectric Strength of Solid Electrical Insulating Materials at Commercial Power FrequenciesDocument13 pagesDielectric Breakdown Voltage and Dielectric Strength of Solid Electrical Insulating Materials at Commercial Power FrequenciesPyone Ei ZinNo ratings yet
- ASTM D-1204-07 (Linear Dimensional Changes of Nonrigid Thermoplastic Film at Elevated Temperature)Document2 pagesASTM D-1204-07 (Linear Dimensional Changes of Nonrigid Thermoplastic Film at Elevated Temperature)T AaaNo ratings yet
- Astm D 790 2017Document12 pagesAstm D 790 2017York LiaoNo ratings yet
- Aluminum Jacketing For InsulationDocument7 pagesAluminum Jacketing For InsulationCK CkkouNo ratings yet
- Astm e 1417M - 21Document12 pagesAstm e 1417M - 21badri tamamNo ratings yet
- Astm D1002 10 2019Document3 pagesAstm D1002 10 2019Rizki FebriansyahNo ratings yet
- Astm D 5026 23Document4 pagesAstm D 5026 23Julie Anne BraunNo ratings yet
- Astm D-3801Document5 pagesAstm D-3801SiddharthBhasneyNo ratings yet
- Astm D6084 D6084M-21Document5 pagesAstm D6084 D6084M-21bestoon RamadhanNo ratings yet
- Density and Specific Gravity (Relative Density) of Plastics by DisplacementDocument6 pagesDensity and Specific Gravity (Relative Density) of Plastics by DisplacementGabriel Herrera GonzalezNo ratings yet
- D1203 22 8 01 Standard Test Methods For Volatile Loss From PlasticsDocument4 pagesD1203 22 8 01 Standard Test Methods For Volatile Loss From Plastics7620383tlNo ratings yet
- Thermoplastic Elastomer-Ether-Ester Molding and Extrusion Materials (TEEE)Document4 pagesThermoplastic Elastomer-Ether-Ester Molding and Extrusion Materials (TEEE)MohanadNo ratings yet
- ASTM E100-15aDocument11 pagesASTM E100-15aPippozzo Pipini50% (4)
- ASTM D1048-20Document8 pagesASTM D1048-20Pedro Javier Rodriguez leonNo ratings yet
- Polyethylene Upright Storage Tanks: Standard Specification ForDocument8 pagesPolyethylene Upright Storage Tanks: Standard Specification ForkkNo ratings yet
- Astm D635-2006Document7 pagesAstm D635-2006Boris AguilarNo ratings yet
- Acetal (POM) Molding and Extrusion Materials: Standard Classification ForDocument9 pagesAcetal (POM) Molding and Extrusion Materials: Standard Classification ForraulNo ratings yet
- ASTM E23-12c PDFDocument25 pagesASTM E23-12c PDFSantiago Oliva100% (2)
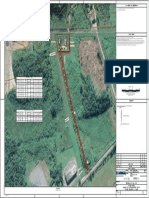
- (Ver Doc. DE-D09-B14-0002) : RAMO 100Document1 page(Ver Doc. DE-D09-B14-0002) : RAMO 100Fernando Da RosNo ratings yet
- Evaluation of Instrumental Color Difference With A Gray ScaleDocument5 pagesEvaluation of Instrumental Color Difference With A Gray ScaleFernando Da RosNo ratings yet
- Flash Point and Fire Point of Liquids by Tag Open-Cup ApparatusDocument8 pagesFlash Point and Fire Point of Liquids by Tag Open-Cup ApparatusFernando Da RosNo ratings yet
- Specifying Color by The Natural Colour System (NCS) : Standard Practice ForDocument9 pagesSpecifying Color by The Natural Colour System (NCS) : Standard Practice ForFernando Da RosNo ratings yet
- Estimating Uncertainty of Test Results Derived From SpectrophotometryDocument5 pagesEstimating Uncertainty of Test Results Derived From SpectrophotometryFernando Da RosNo ratings yet
- Rectification of Spectrophotometric Bandpass Differences: Standard Practice ForDocument3 pagesRectification of Spectrophotometric Bandpass Differences: Standard Practice ForFernando Da RosNo ratings yet
- Measuring The Coefficient of Retroreflected Luminance of Pavement Markings in A Standard Condition of Continuous Wetting (R)Document13 pagesMeasuring The Coefficient of Retroreflected Luminance of Pavement Markings in A Standard Condition of Continuous Wetting (R)Fernando Da RosNo ratings yet
- Measurement of Wet Film Thickness of Organic Coatings: Standard Test Methods ForDocument4 pagesMeasurement of Wet Film Thickness of Organic Coatings: Standard Test Methods ForFernando Da RosNo ratings yet
- D542-14 Standard Test Method For Index of Refraction of Transparent Organic PlasticsDocument4 pagesD542-14 Standard Test Method For Index of Refraction of Transparent Organic Plasticsmercab15No ratings yet
- D494-11 Standard Test Method For Acetone Extraction of Phenolic Molded or Laminated Products PDFDocument4 pagesD494-11 Standard Test Method For Acetone Extraction of Phenolic Molded or Laminated Products PDFmercab15No ratings yet
- D543-14 Standard Practices For Evaluating The Resistance of Plastics To Chemical ReagentsDocument7 pagesD543-14 Standard Practices For Evaluating The Resistance of Plastics To Chemical Reagentsmercab15No ratings yet
- Determining The Izod Pendulum Impact Resistance of Plastics: Standard Test Methods ForDocument20 pagesDetermining The Izod Pendulum Impact Resistance of Plastics: Standard Test Methods ForFernando Da RosNo ratings yet
- Nonvolatile Content of Resin Solutions: Standard Test Methods ForDocument4 pagesNonvolatile Content of Resin Solutions: Standard Test Methods ForFernando Da Ros100% (1)
- D1200-10 (Reapproved 2014) PDFDocument4 pagesD1200-10 (Reapproved 2014) PDFFernando Da RosNo ratings yet
- Bearing Strength of Plastics: Standard Test Method ForDocument6 pagesBearing Strength of Plastics: Standard Test Method ForLam DesmondNo ratings yet
- Viscosity by Dip-Type Viscosity Cups: Standard Test Method ForDocument6 pagesViscosity by Dip-Type Viscosity Cups: Standard Test Method ForFernando Da Ros100% (2)
- Haze and Luminous Transmittance of Transparent Plastics: Standard Test Method ForDocument7 pagesHaze and Luminous Transmittance of Transparent Plastics: Standard Test Method ForFernando Da RosNo ratings yet
- Bond or Cohesive Strength of Sheet Plastics and Electrical Insulating MaterialsDocument3 pagesBond or Cohesive Strength of Sheet Plastics and Electrical Insulating MaterialsFernando Da RosNo ratings yet
- Astm D883Document16 pagesAstm D883Anonymous nxfFHG32k100% (6)
- Determining The Short Term Tensile Weld Strength of Chemical-Resistant ThermoplasticsDocument4 pagesDetermining The Short Term Tensile Weld Strength of Chemical-Resistant ThermoplasticsFernando Da RosNo ratings yet
- D957 12 PDFDocument2 pagesD957 12 PDFFernando Da RosNo ratings yet
- Determination of Gel Content and Swell Ratio of Crosslinked Ethylene PlasticsDocument8 pagesDetermination of Gel Content and Swell Ratio of Crosslinked Ethylene PlasticsFernando Da Ros100% (2)
- Use of A Melt Index Strand For Determining Density of PolyethyleneDocument2 pagesUse of A Melt Index Strand For Determining Density of PolyethyleneFernando Da RosNo ratings yet
- D696 16 PDFDocument5 pagesD696 16 PDFFernando Da RosNo ratings yet
- Compressive Properties of Rigid Plastics: Standard Test Method ForDocument8 pagesCompressive Properties of Rigid Plastics: Standard Test Method ForFernando Da RosNo ratings yet
- Ferritic Malleable Iron Castings: Standard Specification ForDocument5 pagesFerritic Malleable Iron Castings: Standard Specification ForIsabel Christina Gonzalez MoralesNo ratings yet
- D2843 16 PDFDocument9 pagesD2843 16 PDFFernando Da RosNo ratings yet
- A 48 - A 48M - 03 (2016)Document6 pagesA 48 - A 48M - 03 (2016)AAYNo ratings yet
- C564 14 PDFDocument4 pagesC564 14 PDFFernando Da RosNo ratings yet
- LFJ All OrdersDocument195 pagesLFJ All Orderskate jackNo ratings yet
- WordPress Introduction: CMS BasicsDocument21 pagesWordPress Introduction: CMS BasicsNgô Ngọc Hải phươngNo ratings yet
- Stage 112SE Manual FenderDocument8 pagesStage 112SE Manual FenderDjuang Septa KhalidaNo ratings yet
- 01 - Narmada M PhilDocument200 pages01 - Narmada M PhilafaceanNo ratings yet
- An Implementation of Illuminance Meter Using Light Dependent Resistor Integrated With Labview ProgramDocument11 pagesAn Implementation of Illuminance Meter Using Light Dependent Resistor Integrated With Labview ProgramAshraf YusofNo ratings yet
- 3152-4 Data SheetDocument2 pages3152-4 Data SheetPhuongNguyenDinhNo ratings yet
- MathWorks Interview ProcessDocument2 pagesMathWorks Interview ProcessPawan Singh100% (1)
- Beef Steaks: MethodDocument2 pagesBeef Steaks: MethodGoshigoshi AkhtarNo ratings yet
- Astm D 2783 - 03Document9 pagesAstm D 2783 - 03Sérgio Luiz RodriguesNo ratings yet
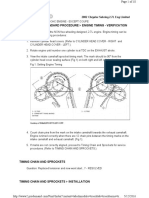
- 02+sebring+2.7+timing+chainDocument10 pages02+sebring+2.7+timing+chainMaushil Salman MarkNo ratings yet
- Quantitative Data Analysis 2Document10 pagesQuantitative Data Analysis 2Rhona MaandalNo ratings yet
- Teachers' Notes: ©film Education 1Document20 pagesTeachers' Notes: ©film Education 1רז ברקוNo ratings yet
- TQM 2 MARKSDocument12 pagesTQM 2 MARKSMARIYAPPANNo ratings yet
- Apparent Dip PDFDocument2 pagesApparent Dip PDFanon_114803412No ratings yet
- Clinical Presentation of Ectopic Pregnancy Turned Out to Be Ectopic PregnancyDocument33 pagesClinical Presentation of Ectopic Pregnancy Turned Out to Be Ectopic PregnancyRosiNo ratings yet
- Calculating Maintenance and ReliabilityDocument7 pagesCalculating Maintenance and ReliabilityArdian P Noviatmoko100% (1)
- About WELDA Anchor PlateDocument1 pageAbout WELDA Anchor PlateFircijevi KurajberiNo ratings yet
- Piano: Grade 2: PiecesDocument4 pagesPiano: Grade 2: PiecesnolozeNo ratings yet
- PariharaDocument2 pagesPariharahrvNo ratings yet
- Effects of UrbanizationDocument17 pagesEffects of UrbanizationAriel EstigoyNo ratings yet
- Literature Review On Waste Management in NigeriaDocument9 pagesLiterature Review On Waste Management in NigeriajzneaqwgfNo ratings yet
- Chapter 6 Physics LabDocument3 pagesChapter 6 Physics Labraquelloveswow0% (1)
- Ejc-M13 - FN953205Document203 pagesEjc-M13 - FN953205JoséNo ratings yet
- Lyrics: Original Songs: - JW BroadcastingDocument56 pagesLyrics: Original Songs: - JW BroadcastingLucky MorenoNo ratings yet
- Water TreatmentDocument6 pagesWater TreatmentSantiago LarrazNo ratings yet
- CV Jubilee Bubala Environmental SpecialistDocument4 pagesCV Jubilee Bubala Environmental SpecialistNomayi100% (2)
- C42135AA Beckman Coulter ClearLLab 10C Casebook PDFDocument586 pagesC42135AA Beckman Coulter ClearLLab 10C Casebook PDFHam Bone100% (1)
- SRV210 - 250TC Spare PartsDocument2 pagesSRV210 - 250TC Spare PartsEnzo SovittiNo ratings yet
- MdmedichaoiceDocument324 pagesMdmedichaoicelancastd54No ratings yet
- Metal Expansion Joint 2020 v2 20MBDocument116 pagesMetal Expansion Joint 2020 v2 20MBanni trejoNo ratings yet