You might also like
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- 3.time Dependent Deforamation at Low TemDocument24 pages3.time Dependent Deforamation at Low TemEnp JgcNo ratings yet
- Flame Arrester - Technical DetailsDocument16 pagesFlame Arrester - Technical DetailsAnonymous 3DHogINo ratings yet
- Investigation of Isochronous Stress-Strain FormulationsDocument5 pagesInvestigation of Isochronous Stress-Strain FormulationsEnp JgcNo ratings yet
- Severe Accident Condition Modeling in PWR Environment:Creep Rupture ModelingDocument8 pagesSevere Accident Condition Modeling in PWR Environment:Creep Rupture ModelingEnp JgcNo ratings yet
- 9.public Version++ PDFDocument272 pages9.public Version++ PDFEnp JgcNo ratings yet
- Indra: Unidro S.P.ADocument132 pagesIndra: Unidro S.P.AEnp JgcNo ratings yet
- 0.777 - 1 Creep++Document17 pages0.777 - 1 Creep++Enp JgcNo ratings yet
- 0.kim2008-Time Rupture at High TempDocument4 pages0.kim2008-Time Rupture at High TempEnp JgcNo ratings yet
- Larson LMPDocument9 pagesLarson LMPEnp JgcNo ratings yet
- Duplex Stainless Steels To Sulphide SCC++Document18 pagesDuplex Stainless Steels To Sulphide SCC++Enp JgcNo ratings yet
- Flame Arrester - Technical DetailsDocument16 pagesFlame Arrester - Technical DetailsAnonymous 3DHogINo ratings yet
- Depressurization of CO Rich Mixtures: Challenges For The Safe Process Design of CCS Facilities and CO EOR SystemsDocument6 pagesDepressurization of CO Rich Mixtures: Challenges For The Safe Process Design of CCS Facilities and CO EOR SystemsEnp JgcNo ratings yet
- Creep Part 1Document53 pagesCreep Part 1skchavanNo ratings yet
- Severe Accident Condition Modeling in PWR Environment:Creep Rupture ModelingDocument8 pagesSevere Accident Condition Modeling in PWR Environment:Creep Rupture ModelingEnp JgcNo ratings yet
- Investigation of Isochronous Stress-Strain FormulationsDocument5 pagesInvestigation of Isochronous Stress-Strain FormulationsEnp JgcNo ratings yet
- Numerical Modeling of Rapid Depressurization of A Pressure Vessel Containing Two-Phase Hydrocarbon MixtureDocument14 pagesNumerical Modeling of Rapid Depressurization of A Pressure Vessel Containing Two-Phase Hydrocarbon MixtureEnp JgcNo ratings yet
- Control of Retained Delta Ferrite in Type 410 Stainless SteelDocument7 pagesControl of Retained Delta Ferrite in Type 410 Stainless SteelEnp JgcNo ratings yet
- Blowdown of LpgpipelinesDocument10 pagesBlowdown of LpgpipelinesEnp JgcNo ratings yet
- 10.1016@0950 4230 (90) 85015 2 PDFDocument4 pages10.1016@0950 4230 (90) 85015 2 PDFthlim19078656No ratings yet
- Fracture Toughness and Brittle Failure: A Pressure Vessel Case StudyDocument6 pagesFracture Toughness and Brittle Failure: A Pressure Vessel Case StudyEnp JgcNo ratings yet
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (120)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Using A Robotic Helicopter To Fuel Interest in and Augment The HumanDocument11 pagesUsing A Robotic Helicopter To Fuel Interest in and Augment The Human枪手瞎炳No ratings yet
- Artificial IntelligenceDocument6 pagesArtificial IntelligencesaraNo ratings yet
- Book v. Movie Rubric Eng 11 - Rev. 12 - 19Document2 pagesBook v. Movie Rubric Eng 11 - Rev. 12 - 19Lucia Perez ValenciaNo ratings yet
- GGFHJDocument1 pageGGFHJanon_791172439No ratings yet
- Micro SplatDocument17 pagesMicro SplatCarlosAndresGarnicaSalazarNo ratings yet
- AtmakarakaDocument3 pagesAtmakarakaswamyvk100% (1)
- Temporary Housing Kobe EarthquakeDocument18 pagesTemporary Housing Kobe EarthquakeMeenu100% (1)
- Tunnel Thru The Air Correct Starting PointDocument2 pagesTunnel Thru The Air Correct Starting Pointkhit wong54% (13)
- Rockmass Strength PropertiesDocument32 pagesRockmass Strength PropertieskannonzkNo ratings yet
- Fishbone Rawat Inap PDFDocument2 pagesFishbone Rawat Inap PDFAbdul NasirNo ratings yet
- Introduction To Discourse Analysis PDFDocument20 pagesIntroduction To Discourse Analysis PDFShobade Christianah Temitope100% (1)
- Valtra A114 HitechDocument31 pagesValtra A114 Hitechhicev32274No ratings yet
- USGSPP610 Gold Districts United StatesDocument291 pagesUSGSPP610 Gold Districts United StatesDave VW100% (1)
- Prosperity Power Signature PDFDocument31 pagesProsperity Power Signature PDFOscar NygrenNo ratings yet
- Scheme and Syllabus FOR M. Tech. Degree Programme IN Civil Engineering With SpecializationDocument60 pagesScheme and Syllabus FOR M. Tech. Degree Programme IN Civil Engineering With SpecializationAdila AbdullakunjuNo ratings yet
- The Singapore Success StoryDocument14 pagesThe Singapore Success StoryMaria SchiporNo ratings yet
- MA 105 TutorialsDocument29 pagesMA 105 TutorialsABHIJEET SHARMANo ratings yet
- Vilta-S: Stabilizer For SmartphoneDocument28 pagesVilta-S: Stabilizer For SmartphoneNivin KumarNo ratings yet
- Engine Bearing: Website Email Tel: Fax: 0086-577-86755433 0086-577-86755422Document27 pagesEngine Bearing: Website Email Tel: Fax: 0086-577-86755433 0086-577-86755422Суханов КонстантинNo ratings yet
- Creative FRP Design GuideDocument255 pagesCreative FRP Design GuideVincenzo Praturlon100% (1)
- Mud Pump CourseDocument88 pagesMud Pump CourseZeeshan SharifNo ratings yet
- Action and Event ListenerDocument6 pagesAction and Event ListenerFionaLimYongXinNo ratings yet
- Instruction Manual FisherDocument20 pagesInstruction Manual FisherPrado_MoisesNo ratings yet
- Sensair Manual 1.0 en PDFDocument104 pagesSensair Manual 1.0 en PDFPaul KinsellaNo ratings yet
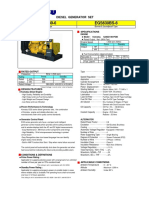
- Egs630-6 Komatsu GensetDocument2 pagesEgs630-6 Komatsu GensetimamfadiliNo ratings yet
- Course Policy Che 406 S2020Document2 pagesCourse Policy Che 406 S2020Ahmad IjazNo ratings yet
- Manufacturing Process AssignmentDocument5 pagesManufacturing Process AssignmentPalani SuntharajanNo ratings yet
- Jeppesen 021 - 03 - PowerplantDocument274 pagesJeppesen 021 - 03 - PowerplantSadcat97% (29)
- jOB aNALYSIS POWERPOINTDocument34 pagesjOB aNALYSIS POWERPOINTdushyant12288No ratings yet
- Revised Research Request Form Undergrad and Masteral Back FrontDocument4 pagesRevised Research Request Form Undergrad and Masteral Back Frontmichael tampusNo ratings yet