You might also like
- Materials Handling Handbook-Vibrating FeederDocument19 pagesMaterials Handling Handbook-Vibrating Feedertafakor63% (8)
- Travelling Tripper CalculationDocument5 pagesTravelling Tripper CalculationHarshGupta100% (3)
- Apron Feeder Power Calculations PDFDocument4 pagesApron Feeder Power Calculations PDFtuba25% (4)
- IALA Maintenance of BuoysDocument19 pagesIALA Maintenance of BuoysCarlos Fuentes100% (1)
- Dunlop Conveyor Belt Design Manual - HTMLDocument38 pagesDunlop Conveyor Belt Design Manual - HTMLForbes Kamba100% (1)
- CEMA-Standard Skirtboard WidthDocument1 pageCEMA-Standard Skirtboard WidthachmatNo ratings yet
- Chute Calculation ExampleDocument1 pageChute Calculation ExampleRené Mella CidNo ratings yet
- Transfer Chute Design ManualDocument4 pagesTransfer Chute Design ManualluiasnadradeNo ratings yet
- Flow of Bulk Solids in Chute Design PDFDocument11 pagesFlow of Bulk Solids in Chute Design PDFluiasnadradeNo ratings yet
- Belt Conveyor Vertical CurvesDocument1 pageBelt Conveyor Vertical CurvesmlacordNo ratings yet
- Conveyor Belt Loading AnalysisDocument4 pagesConveyor Belt Loading Analysisfcbeltrano3699No ratings yet
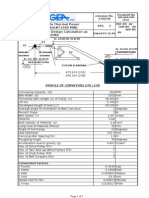
- Project: Vijayawada Thermal Power Station, Stage-IV Unit#7 (500 MW) Subject: Conveyor Design Calculation As Per 5th Edition of CEMADocument7 pagesProject: Vijayawada Thermal Power Station, Stage-IV Unit#7 (500 MW) Subject: Conveyor Design Calculation As Per 5th Edition of CEMASara Lopez100% (8)
- Belt Feeder Calculation CEMADocument7 pagesBelt Feeder Calculation CEMANAITIK100% (4)
- Belt Conveyor Pulley Design - Why The FailuresDocument16 pagesBelt Conveyor Pulley Design - Why The FailuresenrimauryNo ratings yet
- Chute Design Considerations For Feeding and TransferDocument19 pagesChute Design Considerations For Feeding and TransferRodrigo Elias Armella LópezNo ratings yet
- Bulk Materials Handling in The Mining IndustryDocument12 pagesBulk Materials Handling in The Mining IndustrypabulumzengNo ratings yet
- MPE Chute DesignDocument24 pagesMPE Chute DesignGareth Blakey100% (2)
- Vibrating FeederDocument7 pagesVibrating FeederRk Upadhyay100% (1)
- Manual Helix Delta t6Document309 pagesManual Helix Delta t6Ricardo Garay Reinoso100% (2)
- Pipe ConveyorDocument4 pagesPipe ConveyorDIBYENDU MONDALNo ratings yet
- Chute Performance and Design For Rapid Flow ConditionsDocument8 pagesChute Performance and Design For Rapid Flow Conditionsscrane@No ratings yet
- Belt Conveyor Pulley Design - Why The Failures - Terry KingDocument11 pagesBelt Conveyor Pulley Design - Why The Failures - Terry KingJakesNo ratings yet
- Improved Transfer Chute Design Using DEM Software To Predict Material Flow BehaviourDocument126 pagesImproved Transfer Chute Design Using DEM Software To Predict Material Flow BehaviourAhmedNo ratings yet
- Bins & Feeders in Cement IndustryDocument29 pagesBins & Feeders in Cement IndustryNaelNo ratings yet
- ChuteDesignFormulas Paper43Document11 pagesChuteDesignFormulas Paper43Martin LarochelleNo ratings yet
- Memoria de Calculo Cintas Transportadoras PDFDocument29 pagesMemoria de Calculo Cintas Transportadoras PDFluigimarloneNo ratings yet
- Transfer ChuteDocument127 pagesTransfer ChuteVenkat Reddy Yedulla50% (6)
- Belt Conveyor Dynamic AnalysisDocument3 pagesBelt Conveyor Dynamic AnalysisAmit BhaduriNo ratings yet
- Belt Conveyor Design Criteria Within Anglo American CorporationDocument20 pagesBelt Conveyor Design Criteria Within Anglo American Corporationwk13thNo ratings yet
- Design Aspects of A Motorised Travelling TripperDocument5 pagesDesign Aspects of A Motorised Travelling Trippercar5lyle100% (1)
- Presentation On Transfer Chute (IKC) PDFDocument53 pagesPresentation On Transfer Chute (IKC) PDFidey100% (2)
- Cema Design BookDocument59 pagesCema Design BookBapu612345No ratings yet
- Sole PlatesDocument12 pagesSole Platesjonodo89No ratings yet
- Transfer Station Design For Iron OreDocument7 pagesTransfer Station Design For Iron Oreedmond1000No ratings yet
- Various Angle Used in Conveyor Belt DesignDocument11 pagesVarious Angle Used in Conveyor Belt DesignprashantNo ratings yet
- Lecture 4 - Belt Conveying - Trans CurvesDocument18 pagesLecture 4 - Belt Conveying - Trans CurvesFabio MiguelNo ratings yet
- Conveyor Tension and Trajectory CalculationDocument8 pagesConveyor Tension and Trajectory CalculationGregory Nick Toledo Veliz50% (2)
- Spile Bar DeflectionDocument9 pagesSpile Bar DeflectionIsaac KendallNo ratings yet
- Conveyor Belt Design Manual Contitech - EngDocument140 pagesConveyor Belt Design Manual Contitech - Engcanito73100% (12)
- Transfer Chute DesignDocument7 pagesTransfer Chute Designmas26amin3465No ratings yet
- Bearing Centre and Face Width in Conveyor PulleyDocument8 pagesBearing Centre and Face Width in Conveyor PulleyPrashant MishraNo ratings yet
- Helix Chute Design Sample Report 2Document26 pagesHelix Chute Design Sample Report 2Sergio Diaz DuarteNo ratings yet
- Load Estimate of A ConveyorDocument5 pagesLoad Estimate of A ConveyorvivekNo ratings yet
- Conveyor Design DraftDocument47 pagesConveyor Design DraftSandi Apriandi100% (1)
- How To Choose and Use Vibratory Feeders and ConveyorsDocument16 pagesHow To Choose and Use Vibratory Feeders and Conveyorssrusti02No ratings yet
- Chutes Design PDFDocument11 pagesChutes Design PDFWaris La Joi Wakatobi100% (1)
- 7155 - 5 Apron Conveyors Apron FeedersDocument5 pages7155 - 5 Apron Conveyors Apron FeedersMann GurpreetNo ratings yet
- Analysis and Design of TT - 22-5-08Document86 pagesAnalysis and Design of TT - 22-5-08api-19884175100% (14)
- The Design of Conveyor PulleysDocument8 pagesThe Design of Conveyor PulleysWaris La Joi WakatobiNo ratings yet
- Transfer Chute For Bulk Materi PDFDocument131 pagesTransfer Chute For Bulk Materi PDFAkhilprasad SadigeNo ratings yet
- Belt ConveyorDocument3 pagesBelt ConveyorJawed AnsariNo ratings yet
- Din 22101Document17 pagesDin 22101Ravikanth Aluri100% (1)
- Travelling Trippers PDFDocument4 pagesTravelling Trippers PDFkalai50% (2)
- Elastic Stability of Circular Cylindrical ShellsFrom EverandElastic Stability of Circular Cylindrical ShellsRating: 5 out of 5 stars5/5 (1)
- Coupled CFD-DEM Modeling: Formulation, Implementation and Application to Multiphase FlowsFrom EverandCoupled CFD-DEM Modeling: Formulation, Implementation and Application to Multiphase FlowsNo ratings yet
- Chute Design Considerations For Feeding and TransferDocument19 pagesChute Design Considerations For Feeding and TransferovunctezerNo ratings yet
- Wear in ChutesDocument17 pagesWear in ChutesJDNo ratings yet
- Chute Design Considerations For Feeding and TransferDocument17 pagesChute Design Considerations For Feeding and TransferJose ArteagaNo ratings yet
- Chute Design Considerations For Feeding and TransferDocument11 pagesChute Design Considerations For Feeding and TransferWaris La Joi WakatobiNo ratings yet
- Some Thoughts On Chute Design PhilosophyDocument3 pagesSome Thoughts On Chute Design PhilosophyneilradcliffeNo ratings yet
- 2012 DOT Wellhead Conductor and Casing Fatigue Causes and MitigiationDocument14 pages2012 DOT Wellhead Conductor and Casing Fatigue Causes and MitigiationjoakimNo ratings yet
- CC JEsnen Fine Filter TechnologyDocument16 pagesCC JEsnen Fine Filter Technologyg arvNo ratings yet
- PCT 793022Document26 pagesPCT 793022GIAS EUNo ratings yet
- Friction Behavior of Lubricated Zinc Phosphate CoatingsDocument5 pagesFriction Behavior of Lubricated Zinc Phosphate CoatingsRestu SihotangNo ratings yet
- Jurnal 2Document18 pagesJurnal 2Thomas AnandaNo ratings yet
- 3196xbulletin Read 06Document20 pages3196xbulletin Read 06bryandownNo ratings yet
- GMM QC Procedure ManualDocument10 pagesGMM QC Procedure ManualYulian PerdanaNo ratings yet
- Chapter 7 Lubricants in Refrigerant SystemsDocument57 pagesChapter 7 Lubricants in Refrigerant SystemsJose MendozaNo ratings yet
- Eutalloy 10011: A Hot Process, Nickel-Base Alloy With Tungsten Carbide ParticlesDocument2 pagesEutalloy 10011: A Hot Process, Nickel-Base Alloy With Tungsten Carbide ParticlesYeison Piedrahita PérezNo ratings yet
- 15 WearDocument22 pages15 WearqwertgyhuxNo ratings yet
- Mastertop 1230i M 12-04Document3 pagesMastertop 1230i M 12-04djrote4No ratings yet
- Control de Contaminación FuidosDocument23 pagesControl de Contaminación FuidosSixto Guarniz AnticonaNo ratings yet
- C1094Document4 pagesC1094dinhtung2210No ratings yet
- 10 Chapter1Document11 pages10 Chapter1Vishesh BankarNo ratings yet
- Types of Lubricants: LubricationDocument2 pagesTypes of Lubricants: Lubricationengineer bilalNo ratings yet
- Cylinder Liner TheoryDocument85 pagesCylinder Liner TheoryMuhammad Nasim Abbas100% (1)
- Volkmann Vacuum Conveying Brochure 2017 US PDFDocument36 pagesVolkmann Vacuum Conveying Brochure 2017 US PDFJose DuranNo ratings yet
- Mastertop 1175 12-04Document3 pagesMastertop 1175 12-04djrote4No ratings yet
- DC Traction Motor Brush Hol The Performance of Carbon BrushesDocument26 pagesDC Traction Motor Brush Hol The Performance of Carbon BrushesAkshay SinghNo ratings yet
- FT1390-2-9-500 Crimp MachineDocument8 pagesFT1390-2-9-500 Crimp MachineJulián Ricardo RodriguezNo ratings yet
- Deckshield IDDocument2 pagesDeckshield IDMinhHyNo ratings yet
- A Structured Approach To Modelling Sag Mill LinerDocument9 pagesA Structured Approach To Modelling Sag Mill LinerelderNo ratings yet
- OTE Outotec MillMapper Eng LoresDocument4 pagesOTE Outotec MillMapper Eng LoresjadetorresNo ratings yet
- Application of Hydraulic and Gear Oils in The Food Processing IndustryDocument8 pagesApplication of Hydraulic and Gear Oils in The Food Processing IndustrymitarjocNo ratings yet
- Oxymer Diols For PUDDocument19 pagesOxymer Diols For PUDVinh Do ThanhNo ratings yet
- 10 Maintenance in Steel Industry - Tomas Berglund Kelly Berg - FinalDocument37 pages10 Maintenance in Steel Industry - Tomas Berglund Kelly Berg - Finala.msNo ratings yet
- Impeller Materials FlygtDocument4 pagesImpeller Materials FlygtrenatocamaramNo ratings yet
- Wind Turbine GearboxDocument4 pagesWind Turbine GearboxmaulikgadaraNo ratings yet
- STM 279 PDFDocument66 pagesSTM 279 PDFadmirmujkic17No ratings yet
- Rolling Contact BearingDocument31 pagesRolling Contact Bearingpotnuru JaivanthNo ratings yet