You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5819)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1092)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (845)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (348)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Social Identity Wheel Activity - Facilitator InstructionsDocument5 pagesSocial Identity Wheel Activity - Facilitator Instructionsapi-282764739No ratings yet
- Rally Extrication Guide BookDocument84 pagesRally Extrication Guide BookForum Pompierii100% (1)
- Electrical ForumalsDocument75 pagesElectrical ForumalsDinesh Raj G80% (10)
- MS - Fire Alarm SytemDocument12 pagesMS - Fire Alarm Sytemarun kurlanNo ratings yet
- VT01 Vitalink MC Transit 2 HR FHIT 120 10-27-20Document2 pagesVT01 Vitalink MC Transit 2 HR FHIT 120 10-27-20Samuel C. HernándezNo ratings yet
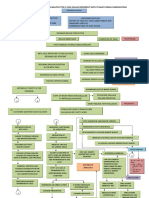
- Pathophysiology of Diabetes Mellitus Type Ii With ComplicationsDocument4 pagesPathophysiology of Diabetes Mellitus Type Ii With ComplicationsEricka Genove100% (1)
- Aajwvq0r6gsaj4cwkatr - Ume12 Operation ManualDocument180 pagesAajwvq0r6gsaj4cwkatr - Ume12 Operation ManualJuan GranaraNo ratings yet
- High Voltage CableDocument21 pagesHigh Voltage Cablebakien-canNo ratings yet
- Cp201012 Learning Light-395Document2 pagesCp201012 Learning Light-395jyothiNo ratings yet
- Services PPT Dupont Plaza Hotel and CasinoDocument20 pagesServices PPT Dupont Plaza Hotel and CasinoShivangi Shankar100% (1)
- Group 10A January 28Document10 pagesGroup 10A January 28dendomdomNo ratings yet
- DeaeratorDocument6 pagesDeaeratorSyaeful SyariefNo ratings yet
- Mining and You by David F BriggsDocument7 pagesMining and You by David F BriggsDiego URibeNo ratings yet
- Stabilizer 4RDocument2 pagesStabilizer 4RVikram ManeNo ratings yet
- Oxford Brookes University BSC (Hons.) in Applied AccountingDocument4 pagesOxford Brookes University BSC (Hons.) in Applied AccountingNadeen PujaNo ratings yet
- Jds Journal of Syiah Kuala Dentistry SocietyDocument5 pagesJds Journal of Syiah Kuala Dentistry SocietyDewa Ayu Kumara DewiNo ratings yet
- Dose Equivalents For Antipsychotic DrugsDocument5 pagesDose Equivalents For Antipsychotic DrugsLorrane NevesNo ratings yet
- AGT Applied Anatomy Notes1.1Document69 pagesAGT Applied Anatomy Notes1.1Akshay ChauhanNo ratings yet
- LM4780 Overture™ Audio Power Amplifier Series Stereo 60W, Mono 120W Audio Power Amplifier With MuteDocument30 pagesLM4780 Overture™ Audio Power Amplifier Series Stereo 60W, Mono 120W Audio Power Amplifier With MuteAntonioNo ratings yet
- PURELAB 7000 Operator Manual (MANU38745 - Issue 1)Document35 pagesPURELAB 7000 Operator Manual (MANU38745 - Issue 1)Einer Jesus Quiñones RiosNo ratings yet
- Before Domination: The History of Jollibee in The PhilippinesDocument22 pagesBefore Domination: The History of Jollibee in The PhilippinesChestineErikhaUmagatNo ratings yet
- Alchemists ConcordanceDocument108 pagesAlchemists Concordanceroger santosNo ratings yet
- Oncology McqsDocument115 pagesOncology McqsSyed NoorNo ratings yet
- Peritoneal Dialysis Procedure: Amy Neufeldt, RN, BSCN, William J. Lawton, Md. July 2015 Mbingo Baptist HospitalDocument5 pagesPeritoneal Dialysis Procedure: Amy Neufeldt, RN, BSCN, William J. Lawton, Md. July 2015 Mbingo Baptist HospitalSapna thakurNo ratings yet
- Anterior Repair and Kelly PlicationDocument5 pagesAnterior Repair and Kelly PlicationVladimir KljajevicNo ratings yet
- Classification of Sympatholytic DrugsDocument4 pagesClassification of Sympatholytic DrugsHlaSoe WinNo ratings yet
- A Topic SentenceDocument3 pagesA Topic Sentencerusdin69No ratings yet
- Trelleborg - Foam Testing ProtocolDocument2 pagesTrelleborg - Foam Testing ProtocolAhmad BalahNo ratings yet
- European Resuscitation Council Guidelines 2021 BaDocument17 pagesEuropean Resuscitation Council Guidelines 2021 BaLuis Fernando RodriguesNo ratings yet
- Share Anatomy and Physiology CASE STUDY (Edited)Document3 pagesShare Anatomy and Physiology CASE STUDY (Edited)Glyndee Marr JagonobNo ratings yet