You might also like
- Cheat SheetDocument5 pagesCheat Sheetkittenface92% (13)
- The Concrete Panel Homes HandbookDocument68 pagesThe Concrete Panel Homes HandbookAnonymous 1sJXK1DKZ100% (2)
- Fatigue AssignmentDocument10 pagesFatigue Assignmentnelis010% (1)
- Welding Inspector Interview QuestionDocument14 pagesWelding Inspector Interview Questionaravindan100% (22)
- ISO 9606 Revised 4 SeptDocument34 pagesISO 9606 Revised 4 Septaravindan100% (5)
- Welders Training Program ManualDocument140 pagesWelders Training Program ManualAlmario Sagun100% (1)
- Ec Base Plate DesignDocument13 pagesEc Base Plate DesignAnonymous 1sJXK1DKZNo ratings yet
- GMW 3044-0405Document5 pagesGMW 3044-0405GilmarasanNo ratings yet
- Bondek User GuideDocument0 pagesBondek User GuidemarioxguzmanNo ratings yet
- CE319 Design of Steel StructureDocument53 pagesCE319 Design of Steel StructureMD Mazharul Islam BappyNo ratings yet
- Chapter 3B. Welded Connections: CE4: Design of Steel Structures - Prof. Dr. A. VarmaDocument14 pagesChapter 3B. Welded Connections: CE4: Design of Steel Structures - Prof. Dr. A. VarmaGNo ratings yet
- Welding: 5.2.1. Reinforcement and BackingDocument16 pagesWelding: 5.2.1. Reinforcement and BackingakankwasaNo ratings yet
- WeldDocument3 pagesWeldMeseret ShimelisNo ratings yet
- Construction and Building Materials: Jin-Kook Kim, Jun-Mo YangDocument9 pagesConstruction and Building Materials: Jin-Kook Kim, Jun-Mo Yangkayron limaNo ratings yet
- SMAW LessonDocument8 pagesSMAW LessonOJ DogplaceNo ratings yet
- 2002 - Shear Lag in Double Angle Truss ConnectionsDocument8 pages2002 - Shear Lag in Double Angle Truss ConnectionsPO AsselinNo ratings yet
- Chapter 6-Connections PDFDocument12 pagesChapter 6-Connections PDFTemesgenAbiy100% (2)
- Arcelormittal - Barras Helicoidales - Anker SchroederDocument28 pagesArcelormittal - Barras Helicoidales - Anker SchroederKevin SaaVedra CastañedaNo ratings yet
- Ejercicio de Soldadura AISC 2005Document11 pagesEjercicio de Soldadura AISC 2005APBNo ratings yet
- Welding: Edge PreparationsDocument8 pagesWelding: Edge PreparationsManibhusanNo ratings yet
- WELDINGDocument8 pagesWELDINGManibhusan MohapatroNo ratings yet
- Spot WeldingDocument8 pagesSpot Weldingtoyota952No ratings yet
- Tps OHLDocument88 pagesTps OHLNaseem AhmedNo ratings yet
- Welding Lecture and OrientationDocument57 pagesWelding Lecture and OrientationHenry SyNo ratings yet
- ME-218 Machine Design 1 - Lecture 9 Welded JointsDocument41 pagesME-218 Machine Design 1 - Lecture 9 Welded JointsJaveria KhanNo ratings yet
- Forces in WeldsDocument8 pagesForces in WeldsBun KunNo ratings yet
- Mathematical Analysis & FEA Simulation For Effect of Throat Thickness On Mig Welded Joint StrengthDocument6 pagesMathematical Analysis & FEA Simulation For Effect of Throat Thickness On Mig Welded Joint StrengthARUN VNo ratings yet
- Submerged Arc WeldingDocument11 pagesSubmerged Arc Weldingmiteshpatel191No ratings yet
- CASINGDocument24 pagesCASINGPavan KumarNo ratings yet
- Chapter 6 ConnectionDocument30 pagesChapter 6 ConnectionIvy SeahNo ratings yet
- Welding SlidesDocument334 pagesWelding SlidesAsad Bin Ala Qatari100% (13)
- M 221 M-M 221-05 Steel For ConcreteDocument8 pagesM 221 M-M 221-05 Steel For ConcreteWalticoZegarraHerreraNo ratings yet
- Powell (1983) - Ductile Anchor Bolts For Tall ChimneysDocument11 pagesPowell (1983) - Ductile Anchor Bolts For Tall Chimneystimur sibaevNo ratings yet
- Question 1Document27 pagesQuestion 1Rammer PakpahanNo ratings yet
- Welding HandoutDocument5 pagesWelding HandoutcatrinaguinsoduganionNo ratings yet
- Steel Welded Wire Reinforcement, Plain, For ConcreteDocument8 pagesSteel Welded Wire Reinforcement, Plain, For ConcreteBa Lestari WijanarkoNo ratings yet
- BS EN 1993-1-8:2005 EN 1993-1-8:2005 (E) : 4.3.2.2 Intermittent Fillet WeldsDocument5 pagesBS EN 1993-1-8:2005 EN 1993-1-8:2005 (E) : 4.3.2.2 Intermittent Fillet Weldsmn4webNo ratings yet
- Composite Structures Full Notes Part 3 PDFDocument23 pagesComposite Structures Full Notes Part 3 PDFsvnNo ratings yet
- I S 3024Document9 pagesI S 3024Hariprasad gantyala100% (1)
- Aluminium Conductor DetailsDocument26 pagesAluminium Conductor DetailsajayprakashNo ratings yet
- Astm A185.a185m 05012005 STD Specs 4 Steel Welded Wire Reinforcement, Plain, For Concrete PDFDocument5 pagesAstm A185.a185m 05012005 STD Specs 4 Steel Welded Wire Reinforcement, Plain, For Concrete PDFAie B Serrano0% (1)
- Eccentric Welded ConnectionsDocument35 pagesEccentric Welded ConnectionsDavid Reyes0% (1)
- Tension Members DesignDocument42 pagesTension Members DesignVermuch CasioNo ratings yet
- School of Mechanical Engineering: Lab Manual of Semester - V U5AEA20 - Aircraft Structures Repair LabDocument31 pagesSchool of Mechanical Engineering: Lab Manual of Semester - V U5AEA20 - Aircraft Structures Repair LabAasto Ashrita AastikaeNo ratings yet
- Consumable Selection SAILDocument50 pagesConsumable Selection SAILSantosh CNo ratings yet
- Narrow Gap Submerged Arc WeldingDocument7 pagesNarrow Gap Submerged Arc Weldingajithkumar mNo ratings yet
- Astm A185-07Document6 pagesAstm A185-07Milenita Paez AcuñaNo ratings yet
- Welding: Philippine Society of Mechanical Engineers Professional Development CourseDocument30 pagesWelding: Philippine Society of Mechanical Engineers Professional Development CourseAngel Silva VicenteNo ratings yet
- Resistance WeldingDocument13 pagesResistance Weldingpavithra222No ratings yet
- Steel Design EC3Document45 pagesSteel Design EC3Tiago CunhaNo ratings yet
- Design of Beams in Composite BridgesDocument29 pagesDesign of Beams in Composite BridgesEvgenija MakeskaNo ratings yet
- Welded and Riveted ConnectionsDocument58 pagesWelded and Riveted ConnectionsDennis Manejero0% (1)
- Fillet Weld (Design) WELDED CONNECTIONSDocument11 pagesFillet Weld (Design) WELDED CONNECTIONS0600697No ratings yet
- Non-Arc Welding ProcessesDocument30 pagesNon-Arc Welding ProcessesKhalid El MasryNo ratings yet
- Pages From Civil EngineeringDocument50 pagesPages From Civil EngineeringRagavanNo ratings yet
- Strain Gages (ME305)Document20 pagesStrain Gages (ME305)Ammar QaziNo ratings yet
- Ce 304 Lesson 6Document5 pagesCe 304 Lesson 6Lester Khiets RoaNo ratings yet
- Corbon Content Steel 1Document75 pagesCorbon Content Steel 1Aditya GadhaviNo ratings yet
- Introduction-Design-Guide 2Document16 pagesIntroduction-Design-Guide 2Sutha100% (1)
- MEE 714 Advanced Welding Technology: Arjyajyoti - Goswami@me - Nitdgp.ac - inDocument26 pagesMEE 714 Advanced Welding Technology: Arjyajyoti - Goswami@me - Nitdgp.ac - inmNo ratings yet
- Lecture 10.3: Single Span Beams: Objective/ScopeDocument21 pagesLecture 10.3: Single Span Beams: Objective/ScopeDenis DimićNo ratings yet
- Cylindrical Compression Helix Springs For Suspension SystemsFrom EverandCylindrical Compression Helix Springs For Suspension SystemsNo ratings yet
- Electronic Components, Tubes and Transistors: The Commonwealth and International Library: Electrical Engineering DivisionFrom EverandElectronic Components, Tubes and Transistors: The Commonwealth and International Library: Electrical Engineering DivisionNo ratings yet
- Bca C1.11Document4 pagesBca C1.11Anonymous 1sJXK1DKZNo ratings yet
- Composite Beam ChartsDocument8 pagesComposite Beam ChartsAnonymous 1sJXK1DKZNo ratings yet
- Ec3 Steel Design JointDocument2 pagesEc3 Steel Design JointneverreturnNo ratings yet
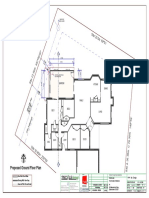
- Proposed Ground Floor Plan: Site 23 .0m 69 °51'Document2 pagesProposed Ground Floor Plan: Site 23 .0m 69 °51'Anonymous 1sJXK1DKZNo ratings yet
- Poland Ambassador Secret 1962Document83 pagesPoland Ambassador Secret 1962Anonymous 1sJXK1DKZNo ratings yet
- SnapshotDocument2 pagesSnapshotAnonymous 1sJXK1DKZNo ratings yet
- Use This Option To Specify Values of Lateral Buckling CoefficientsDocument1 pageUse This Option To Specify Values of Lateral Buckling CoefficientsAnonymous 1sJXK1DKZNo ratings yet
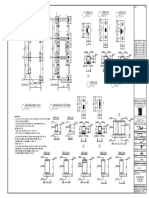
- GM1A (400x600) M5 M1 P18 P19 P20: Viet Architecture. JSCDocument11 pagesGM1A (400x600) M5 M1 P18 P19 P20: Viet Architecture. JSCAnonymous 1sJXK1DKZNo ratings yet
- Bulletin EQM 89 - 5S PDFDocument23 pagesBulletin EQM 89 - 5S PDFMgn SanNo ratings yet
- 4.5 Manual Metal Arc (Mma or Smaw) : 10 - Copper-Nickel Welding and FabricationDocument1 page4.5 Manual Metal Arc (Mma or Smaw) : 10 - Copper-Nickel Welding and FabricationsatnamNo ratings yet
- Sans 9692-1 (2007)Document25 pagesSans 9692-1 (2007)Paul Cassells100% (2)
- Electrode Equivalaent NumbersDocument2 pagesElectrode Equivalaent NumbersRamdas100% (2)
- Cable Ladders and Accessories For Ship 0712Document20 pagesCable Ladders and Accessories For Ship 0712Amet koko TaroNo ratings yet
- SS 311-2005Document8 pagesSS 311-2005thiru_tsn87No ratings yet
- S S S S - 11018.M 11018.M 11018.M 11018.M: Hyundai Welding Co., LTDDocument6 pagesS S S S - 11018.M 11018.M 11018.M 11018.M: Hyundai Welding Co., LTDfaridshabaniNo ratings yet
- Fabrication of Portable Spot Welding MachineDocument4 pagesFabrication of Portable Spot Welding MachineIJIRSTNo ratings yet
- Advantages of Using CopperDocument2 pagesAdvantages of Using CopperDevia Gahana Cindy AlfianNo ratings yet
- Iodine Thiosulfate Titration QuestionsDocument13 pagesIodine Thiosulfate Titration QuestionsWeb Books100% (1)
- SVT - Casting Valve-Compressed PDFDocument32 pagesSVT - Casting Valve-Compressed PDFHoang Mai HoaNo ratings yet
- Univar Food Product GuideDocument4 pagesUnivar Food Product GuidewvlithNo ratings yet
- X2CrNiMoN22-5-3 - 1 PDFDocument3 pagesX2CrNiMoN22-5-3 - 1 PDFAA86AANo ratings yet
- Welding Distortion and Its ControlDocument53 pagesWelding Distortion and Its ControlAnnamalai Ram JGC100% (1)
- Indirect HeatingDocument4 pagesIndirect HeatingYogesh BadheNo ratings yet
- Cadmium Brochure LabDocument2 pagesCadmium Brochure LabLuke KakoNo ratings yet
- Pre-Load: Bolt Assemblies HR BS EN 14399-3:2015Document5 pagesPre-Load: Bolt Assemblies HR BS EN 14399-3:2015erharsinghNo ratings yet
- Surface Grinding MachineDocument26 pagesSurface Grinding MachinejohnNo ratings yet
- Decoduct Cable Management Systems 03-04-2013Document54 pagesDecoduct Cable Management Systems 03-04-2013Giemy P GeorgeNo ratings yet
- An 11.2 Abrasion Resistance of Hot Dip Galvanized CoatingsDocument4 pagesAn 11.2 Abrasion Resistance of Hot Dip Galvanized CoatingsnarmathaNo ratings yet
- Validation of Magmasoft Simulation of The Sand Casting ProcessDocument10 pagesValidation of Magmasoft Simulation of The Sand Casting ProcessvmgobinathNo ratings yet
- Floorsinks PDFDocument27 pagesFloorsinks PDFiranomaasNo ratings yet
- Conducting Corrosion Tests in Field Applications: Standard Guide ForDocument9 pagesConducting Corrosion Tests in Field Applications: Standard Guide ForAries MarteNo ratings yet
- (E-104) Air Cooled Heat Exchangers - Rev1 PDFDocument13 pages(E-104) Air Cooled Heat Exchangers - Rev1 PDFmihir_jha2No ratings yet
- ElectrolysisDocument17 pagesElectrolysismuaz0% (2)