You might also like
- Sexton's Pocket-Book for Boiler-Makers and Steam Users: Comprising a Variety of Useful Information for Employer and Workmen, Government Inspectors, Board of Trade Surveyors, Engineers in Charge of Works and Ships, Foreman of Manufactories, and the General Steam-Using PublicFrom EverandSexton's Pocket-Book for Boiler-Makers and Steam Users: Comprising a Variety of Useful Information for Employer and Workmen, Government Inspectors, Board of Trade Surveyors, Engineers in Charge of Works and Ships, Foreman of Manufactories, and the General Steam-Using PublicNo ratings yet
- Heat-Treatment of Steel: A Comprehensive Treatise on the Hardening, Tempering, Annealing and Casehardening of Various Kinds of Steel: Including High-speed, High-Carbon, Alloy and Low Carbon Steels, Together with Chapters on Heat-Treating Furnaces and on Hardness TestingFrom EverandHeat-Treatment of Steel: A Comprehensive Treatise on the Hardening, Tempering, Annealing and Casehardening of Various Kinds of Steel: Including High-speed, High-Carbon, Alloy and Low Carbon Steels, Together with Chapters on Heat-Treating Furnaces and on Hardness TestingRating: 1 out of 5 stars1/5 (1)
- 9 - 186 Pag 2007 Gh. Badarau - Proprietatile Materialelor MetaliceDocument177 pages9 - 186 Pag 2007 Gh. Badarau - Proprietatile Materialelor MetaliceDragoş BranNo ratings yet
- Heavy Manufacturing of Power PlantsDocument18 pagesHeavy Manufacturing of Power PlantsGurnam SinghNo ratings yet
- Manufacturing Process of C PurlinsDocument17 pagesManufacturing Process of C PurlinsJOHNEDERSON PABLONo ratings yet
- Heavy Manufacturing of Power PlantsDocument16 pagesHeavy Manufacturing of Power PlantsCemil GüneşNo ratings yet
- Generator CoreDocument12 pagesGenerator Corechilamkurti_sivasankararaoNo ratings yet
- Some Advantages of Welding Turbine Rotors PDFDocument10 pagesSome Advantages of Welding Turbine Rotors PDFAli VarmazyarNo ratings yet
- Training ReportDocument49 pagesTraining ReportIsradani MjNo ratings yet
- 5 Integrated Steel PlantsDocument4 pages5 Integrated Steel PlantsSanjna KaulNo ratings yet
- Arc Welding of Specific Steels and Cast Irons: Fourth EditionDocument170 pagesArc Welding of Specific Steels and Cast Irons: Fourth EditionJose Luis ChapasNo ratings yet
- Properzi Up-Date The CCR Continuous Casting Rolling Technology With New Rolling Stands - 2008Document9 pagesProperzi Up-Date The CCR Continuous Casting Rolling Technology With New Rolling Stands - 2008Failed100% (1)
- AM Katalog Ploche EngDocument28 pagesAM Katalog Ploche EngDejanNo ratings yet
- 002 02Document18 pages002 02Sandip GaikwadNo ratings yet
- Pipes Tubes of Nippon Steel Sumitomo MetalDocument16 pagesPipes Tubes of Nippon Steel Sumitomo Metalsiva_nagesh_2No ratings yet
- 2011specific Kobelco BookDocument169 pages2011specific Kobelco Bookmas_munir7174No ratings yet
- JFE SteelDocument62 pagesJFE Steelxmas12345No ratings yet
- Steel Service CentresDocument20 pagesSteel Service Centresabhinavjha7No ratings yet
- 369 381 PDFDocument13 pages369 381 PDFbelkacemNo ratings yet
- Arc Welding Specific SteelsDocument169 pagesArc Welding Specific Steelsmario fisgaNo ratings yet
- Design of Fit Between Die and InsertDocument4 pagesDesign of Fit Between Die and InsertInnovative Research PublicationsNo ratings yet
- NADCA-High Temp DieDocument12 pagesNADCA-High Temp DiejalilemadiNo ratings yet
- Research Paper On Steel IndustryDocument5 pagesResearch Paper On Steel Industrygvzh54d3100% (1)
- Epa 3Document48 pagesEpa 3janfarsa9623No ratings yet
- High Strength SteelDocument19 pagesHigh Strength SteelBHARANINo ratings yet
- 1506329872Document4 pages1506329872Jeevan Landge PatilNo ratings yet
- Steel Mill: See AlsoDocument5 pagesSteel Mill: See AlsoJustin Alvin P. CaballaNo ratings yet
- Welding Solutions for Thermal Power GenerationDocument0 pagesWelding Solutions for Thermal Power GenerationCarlos Bermejo AlvarezNo ratings yet
- Electric Arc Furnace PDFDocument18 pagesElectric Arc Furnace PDFUlises Quintana CarhuanchoNo ratings yet
- Experimental Twin-Roll Casting Equipment For Production of Thin StripsDocument7 pagesExperimental Twin-Roll Casting Equipment For Production of Thin StripsVidya me20d015No ratings yet
- Electrical Engineering of Arc FurnaceDocument542 pagesElectrical Engineering of Arc Furnaceoliverdaniel81100% (1)
- JFC Steel JapanDocument11 pagesJFC Steel Japanrazen_inNo ratings yet
- Thesis Electric Arc FurnaceDocument5 pagesThesis Electric Arc Furnaceafksaplhfowdff100% (2)
- Optimize Continuous Casting Roller DesignDocument6 pagesOptimize Continuous Casting Roller DesignThaiminh VoNo ratings yet
- Essar Steel Plates PDFDocument21 pagesEssar Steel Plates PDFdance100% (1)
- Application - Cast Iron RepairDocument16 pagesApplication - Cast Iron RepairAnonymous L0ChmPGNo ratings yet
- Heavy Rolled Sections in High-Rise BuildingsDocument17 pagesHeavy Rolled Sections in High-Rise Buildingsgulilero_yoNo ratings yet
- Bhushan Steel - Plant and FacilityDocument6 pagesBhushan Steel - Plant and Facilityanurag3069No ratings yet
- Electric Arc Furnace (EAF)Document1 pageElectric Arc Furnace (EAF)Tejaswi ShuklaNo ratings yet
- Project On "Caster Slab Dimensional Accuracy Technique"Document16 pagesProject On "Caster Slab Dimensional Accuracy Technique"Mayur ParvaniNo ratings yet
- Vol-7 (No1) 9Cr FluageDocument10 pagesVol-7 (No1) 9Cr FluageClaude BouillotNo ratings yet
- I Beam Manufacturing ProjectDocument21 pagesI Beam Manufacturing ProjectSisay D DemissieNo ratings yet
- Hot Rolling: Plate MillsDocument4 pagesHot Rolling: Plate MillsMohammed Abu SufianNo ratings yet
- 1973 BACKER Shaped Heat 20111009Document50 pages1973 BACKER Shaped Heat 20111009Hank MarvinNo ratings yet
- Niir Complete Technology Book On Steel Steel Products Fasteners Seamless Tubes Casting Rolling Flat Products OthersDocument8 pagesNiir Complete Technology Book On Steel Steel Products Fasteners Seamless Tubes Casting Rolling Flat Products OthersDeb RoyNo ratings yet
- Wheel Crack TrurningDocument27 pagesWheel Crack TrurningdevendraNo ratings yet
- Scrap Steel Production and Recycling ProjectDocument15 pagesScrap Steel Production and Recycling ProjectHadush TeklayNo ratings yet
- Adigrat University: College of Engineering and TechnologyDocument15 pagesAdigrat University: College of Engineering and TechnologyHadush TeklayNo ratings yet
- c311316a-f4ce-4ddf-b262-c91d2b9f1c32Document13 pagesc311316a-f4ce-4ddf-b262-c91d2b9f1c32Ciro Antonio Zuñagua LLanosNo ratings yet
- Introduction To MukandDocument25 pagesIntroduction To MukandNiraj ThakurNo ratings yet
- Improving Steam Turbine Blade Design for Increased EfficiencyDocument7 pagesImproving Steam Turbine Blade Design for Increased Efficiencyeasy_astronaut100% (1)
- Development of High-Tensile-Strength Stainless Steel WireDocument6 pagesDevelopment of High-Tensile-Strength Stainless Steel WireAmaliaFikry AssegafNo ratings yet
- Advances in Continuous Casting PDFDocument4 pagesAdvances in Continuous Casting PDFPrakash SarangiNo ratings yet
- Report On Material Used For Making Dies For Pressure Die Casting of Alluminium Alloys.2Document21 pagesReport On Material Used For Making Dies For Pressure Die Casting of Alluminium Alloys.2Maroof Alam100% (2)
- A Reciclagem de Metais - Metais FerrososDocument15 pagesA Reciclagem de Metais - Metais FerrososEllen DiasNo ratings yet
- Hot Rolled Steel SheetsDocument14 pagesHot Rolled Steel SheetssuvraNo ratings yet
- Continuous Casting TheoryDocument12 pagesContinuous Casting Theoryyash_ganatra100% (1)
- Process Duct WorkDocument5 pagesProcess Duct WorkRoland CepedaNo ratings yet
- Why Mittal Steel and Arcelor merged to gain global scaleDocument4 pagesWhy Mittal Steel and Arcelor merged to gain global scaleMOHIT SINGHNo ratings yet
- A Practical Workshop Companion for Tin, Sheet Iron, and Copper Plate Workers: Containing Rules for Describing Various Kinds of Patterns used by Tin, Sheet Iron, and Copper Plate Workers, Practical Geometry, Mensuration of Surfaces and Solids, Tables of the Weights of Metals, Lead Pipe, Tables of Areas and CircumferencesFrom EverandA Practical Workshop Companion for Tin, Sheet Iron, and Copper Plate Workers: Containing Rules for Describing Various Kinds of Patterns used by Tin, Sheet Iron, and Copper Plate Workers, Practical Geometry, Mensuration of Surfaces and Solids, Tables of the Weights of Metals, Lead Pipe, Tables of Areas and CircumferencesNo ratings yet
- 1D Meshing and Connectors - v11Document16 pages1D Meshing and Connectors - v11PrasadNo ratings yet
- Hyperworks Enterprise Collaboration Tools: Appendix ADocument16 pagesHyperworks Enterprise Collaboration Tools: Appendix APrasadNo ratings yet
- Analysis Setup v11Document18 pagesAnalysis Setup v11PrasadNo ratings yet
- ANSYS 7.0 Environment: 1. Main WindowDocument2 pagesANSYS 7.0 Environment: 1. Main WindowKushagra shivamNo ratings yet
- Geometry Clean-Up: Section 1: Importing and Repairing CADDocument26 pagesGeometry Clean-Up: Section 1: Importing and Repairing CADPrasad100% (1)
- Introduction AnsysDocument1 pageIntroduction AnsysRicardo BrancoNo ratings yet
- Ansys Files PDFDocument1 pageAnsys Files PDFSharbel WgNo ratings yet
- Chapter 5: Tetra MeshingDocument18 pagesChapter 5: Tetra MeshingPrasadNo ratings yet
- Verbal ReasoningDocument10 pagesVerbal ReasoningsanjuNo ratings yet
- Alberta University EfficycleDocument25 pagesAlberta University EfficycleVaibhav MadamshettyNo ratings yet
- 2.starting Up ANSYSDocument2 pages2.starting Up ANSYSnishantsinghbmeNo ratings yet
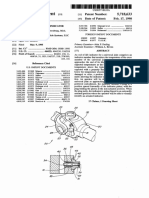
- BY WWW/a : April 12, 1960v A. Witte - 2,932,081Document3 pagesBY WWW/a : April 12, 1960v A. Witte - 2,932,081PrasadNo ratings yet
- How To Achieve Speed in Maths Calculations PDFDocument6 pagesHow To Achieve Speed in Maths Calculations PDFAnonymous 9Yv6n5qvSNo ratings yet
- ANSYS Assignments-2d TrussDocument20 pagesANSYS Assignments-2d TrusssandeshlikesNo ratings yet
- Permutations and CombinationsDocument3 pagesPermutations and Combinationsannamalai1989No ratings yet
- RR B Exams General Science QuestionsDocument8 pagesRR B Exams General Science QuestionsvikNo ratings yet
- Reasoning 1Document6 pagesReasoning 1Prasad Durga DNo ratings yet
- L - L - L - L - L - L - LL - LlllllllllillllllllllllllllllllllllllllllllllllllllllDocument5 pagesL - L - L - L - L - L - LL - LlllllllllillllllllllllllllllllllllllllllllllllllllllPrasadNo ratings yet
- Quality 16Mncr5: Lucefin GroupDocument2 pagesQuality 16Mncr5: Lucefin GroupPrasadNo ratings yet
- A526365 PDFDocument19 pagesA526365 PDFPrasadNo ratings yet
- SplineDocument22 pagesSplinekshripNo ratings yet
- Involute Splines Under Elastic Material PDFDocument6 pagesInvolute Splines Under Elastic Material PDFPrasadNo ratings yet
- Optimum Design and Analysis of a Composite Drive Shaft for an AutomobileDocument76 pagesOptimum Design and Analysis of a Composite Drive Shaft for an AutomobilePrasadNo ratings yet
- 10 1008 PDFDocument1 page10 1008 PDFPrasadNo ratings yet
- AISI 1141 Steel, Hot Rolled, 19-32 MM (0.75-1Document2 pagesAISI 1141 Steel, Hot Rolled, 19-32 MM (0.75-1PrasadNo ratings yet
- Spline Stress CalculationDocument8 pagesSpline Stress CalculationSantiago MolinaNo ratings yet
- Method of Rotor's Torsional Stiffness PDFDocument7 pagesMethod of Rotor's Torsional Stiffness PDFPrasadNo ratings yet
- How To Go To 3d-MatlabDocument4 pagesHow To Go To 3d-MatlabPrasadNo ratings yet
- Chapter 8 RevaDocument20 pagesChapter 8 RevaanildhakeNo ratings yet
- B10 Life of An Axle ShaftDocument8 pagesB10 Life of An Axle ShaftGaddipati Mohankrishna100% (1)
- MachXO2 Lattice Semiconductor ManualDocument23 pagesMachXO2 Lattice Semiconductor ManualAdrian Hdz VegaNo ratings yet
- Bugreport CPH2365T2 RKQ1.211119.001 2023 02 27 20 45 28 Dumpstate - Log 16616Document36 pagesBugreport CPH2365T2 RKQ1.211119.001 2023 02 27 20 45 28 Dumpstate - Log 16616Jhun CocaNo ratings yet
- GPU BasicsDocument93 pagesGPU BasicsMaheshkumar AmulaNo ratings yet
- ISO13849-1 Cat Je PDFDocument24 pagesISO13849-1 Cat Je PDFDan001500No ratings yet
- Improve accuracy of specific heat experiment using crushed ice and control setupDocument6 pagesImprove accuracy of specific heat experiment using crushed ice and control setuprazanmk961214No ratings yet
- Service Copy NewDocument86 pagesService Copy NewSKS MOTERS DEVARA HIPPARGINo ratings yet
- WeldingDocument4 pagesWeldingAnonymous LFgO4WbIDNo ratings yet
- West Allegheny Marching Band Sponsorship 2023 Final 2Document2 pagesWest Allegheny Marching Band Sponsorship 2023 Final 2api-117237667No ratings yet
- Floor Vibrations Due To Human TrafficDocument1 pageFloor Vibrations Due To Human TrafficrmalantcNo ratings yet
- Harbhawan Singh Gill - 360logicaDocument3 pagesHarbhawan Singh Gill - 360logicaAbhishek GuptaNo ratings yet
- Rodenstock CV1000PDocument2 pagesRodenstock CV1000PemoboysliveNo ratings yet
- 5-2. Solar RefrigerationDocument13 pages5-2. Solar RefrigerationSuyash BajpaiNo ratings yet
- Instalacion y Operacion Tablero Mando VariadorDocument95 pagesInstalacion y Operacion Tablero Mando VariadorGustavo HuertasNo ratings yet
- Cognizant Training FacilityDocument1 pageCognizant Training FacilityPiyush SinhaNo ratings yet
- Crow Runner Series User ManualDocument44 pagesCrow Runner Series User ManualHelen HelenopoulosNo ratings yet
- Rock Physics As A Constraint On Seismic Inversion: A Carbonate Case StudyDocument2 pagesRock Physics As A Constraint On Seismic Inversion: A Carbonate Case StudySolitare GeekNo ratings yet
- G3 60827Document2 pagesG3 60827api-3805767No ratings yet
- Official Recruitment Notification For NMDC RecruitmentDocument14 pagesOfficial Recruitment Notification For NMDC RecruitmentShrishanti KaleNo ratings yet
- Determinants of Household Carbon Footprints: Alice T. Valerio, Renz S. MascardoDocument26 pagesDeterminants of Household Carbon Footprints: Alice T. Valerio, Renz S. MascardoBillyNo ratings yet
- HVAC Specs NewDocument57 pagesHVAC Specs NewMohamed ElmohamedyNo ratings yet
- .CSC Boiler Explosion PDFDocument4 pages.CSC Boiler Explosion PDFadula paulinaNo ratings yet
- Cititor Stand Alone Interior Sebury Cartele Proximitate Cod ControllerDocument7 pagesCititor Stand Alone Interior Sebury Cartele Proximitate Cod ControllerAndrei PantaNo ratings yet
- What Is A PLCDocument13 pagesWhat Is A PLCsushant_jhawerNo ratings yet
- BRM Bristell PohDocument94 pagesBRM Bristell PohRobert PladetNo ratings yet
- 2010-2011 CatalogDocument378 pages2010-2011 CatalogHouston Community College91% (43)
- Tech Mahindra Launches 'mPAC' - Managed Platform For Adaptive Computing (Company Update)Document3 pagesTech Mahindra Launches 'mPAC' - Managed Platform For Adaptive Computing (Company Update)Shyam SunderNo ratings yet
- Month End and Year End ActivitiesDocument6 pagesMonth End and Year End ActivitiesAnonymous ldfiOk97uNo ratings yet
- FCD-exploded Drawing and Parts Number (English) - 20230522Document10 pagesFCD-exploded Drawing and Parts Number (English) - 20230522Rene GuerreroNo ratings yet
- Functional Test Checklist Air Handling Unit (Ahu)Document5 pagesFunctional Test Checklist Air Handling Unit (Ahu)long minn2No ratings yet
- Scope Manual Leapers UTG 6-24X50 SCP3-1428CRWQDocument13 pagesScope Manual Leapers UTG 6-24X50 SCP3-1428CRWQDavid DeMack IINo ratings yet