You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5810)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1092)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (844)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (346)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Linde Insulation - Specification PDFDocument39 pagesLinde Insulation - Specification PDFAnsar Ali100% (1)
- Deep Drawing Process: A Brief Overview: September 2015Document6 pagesDeep Drawing Process: A Brief Overview: September 2015novkovic1984No ratings yet
- 38 MN VS6Document3 pages38 MN VS6Jaison JacobNo ratings yet
- Topic 5 - Wiring SystemsDocument20 pagesTopic 5 - Wiring SystemsVictorNo ratings yet
- Dental Ceramics: A Review of New Materials and Processing MethodsDocument15 pagesDental Ceramics: A Review of New Materials and Processing Methodsmilagros falconNo ratings yet
- Ms. Sobia Anwar: Ch.E-207 Engineering Materials Lecture # 1Document29 pagesMs. Sobia Anwar: Ch.E-207 Engineering Materials Lecture # 1SohaibNo ratings yet
- 2x16 AWG 600V Overall Shielded Control Cable: Design & MaterialsDocument2 pages2x16 AWG 600V Overall Shielded Control Cable: Design & MaterialsAlexander Rojas BejaranoNo ratings yet
- Kashmir Centre - Building CrietriaDocument5 pagesKashmir Centre - Building CrietriaAnonymous KHIyWRIWmaNo ratings yet
- Nyy 1CDocument1 pageNyy 1Chenry_gtNo ratings yet
- TDS en LPR6018BDocument2 pagesTDS en LPR6018BApril MccarthyNo ratings yet
- PM-301 Flexible Utility Marker Technical Specifications - ProMark Utility SupplyDocument2 pagesPM-301 Flexible Utility Marker Technical Specifications - ProMark Utility SupplychopanalvarezNo ratings yet
- Master Material BMHPDocument522 pagesMaster Material BMHPfennyrahmaNo ratings yet
- Esp Tec All PDFDocument188 pagesEsp Tec All PDFIgnacio VivarNo ratings yet
- Lim (2014) - BagusDocument18 pagesLim (2014) - BagusFerdinand Jaya PutraNo ratings yet
- STR 12343Document25 pagesSTR 12343José GomesNo ratings yet
- Sawdust As Partial Substitution To Cement For Concrete Floor SlabDocument26 pagesSawdust As Partial Substitution To Cement For Concrete Floor SlabCris OrtoneroNo ratings yet
- Metala: Nter IseDocument10 pagesMetala: Nter IseatulNo ratings yet
- List of MillsDocument342 pagesList of MillsKrishan KakkarNo ratings yet
- Budownictwo Zeszyt 4 B (12) 2014 7Document20 pagesBudownictwo Zeszyt 4 B (12) 2014 7Kamille Santana KriegerNo ratings yet
- 1.0 Introduction To Construction Materials and TestingDocument8 pages1.0 Introduction To Construction Materials and TestingPearl Mae AngusNo ratings yet
- Hotec Presentation ENDocument44 pagesHotec Presentation EN8myzq6pbsnNo ratings yet
- Cost Effective Alternate SystemsDocument18 pagesCost Effective Alternate SystemshiteshiNo ratings yet
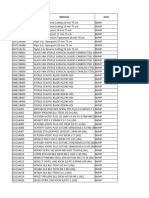
- All Pricelist March 2016Document8 pagesAll Pricelist March 2016Abhimanyu KumarNo ratings yet
- The Cunard Building, LiverpoolDocument2 pagesThe Cunard Building, LiverpoolIbrahim FawwazNo ratings yet
- A Comprehensive Review of Cementitious Grouts - Composition, Properties, Requirements and Advanced PerformanceDocument16 pagesA Comprehensive Review of Cementitious Grouts - Composition, Properties, Requirements and Advanced PerformanceiporrasNo ratings yet
- Kalsi Building BoardsDocument32 pagesKalsi Building BoardsReza ZulkarnainNo ratings yet
- Properties of Torsion Springs Before and After Heat TreatmentDocument8 pagesProperties of Torsion Springs Before and After Heat TreatmentPrihastya WishnutamaNo ratings yet
- Industrial Wire Screens CatalogueDocument15 pagesIndustrial Wire Screens Catalogueos ozNo ratings yet
- 4x18 AWG TC 600V Overall Shielded Control Cable - 8KMP104109 - V - 1 - R - 6Document2 pages4x18 AWG TC 600V Overall Shielded Control Cable - 8KMP104109 - V - 1 - R - 6Julian David Rivera MuñozNo ratings yet
- Chromium-Nickel Stainless SteelsDocument6 pagesChromium-Nickel Stainless SteelsrajkmuarNo ratings yet