You might also like
- A Comparative Study of Mechanical Properties of Zinc Acrylate Epoxy nanocomposites Reinforced by AL2O3 and Cloisite®30B and Their Mixture: Tensile Strength and Fracture Toughness: A Comparative Study of Mechanical Properties of Zinc Acrylate Epoxy nanocomposites Reinforced by AL2O3 and Cloisite®30B and Their Mixture: Tensile Strength and Fracture ToughnessFrom EverandA Comparative Study of Mechanical Properties of Zinc Acrylate Epoxy nanocomposites Reinforced by AL2O3 and Cloisite®30B and Their Mixture: Tensile Strength and Fracture Toughness: A Comparative Study of Mechanical Properties of Zinc Acrylate Epoxy nanocomposites Reinforced by AL2O3 and Cloisite®30B and Their Mixture: Tensile Strength and Fracture ToughnessNo ratings yet
- The Effects of Blasting On Crushing and Grinding Efficiency and Energy ConsumptionDocument11 pagesThe Effects of Blasting On Crushing and Grinding Efficiency and Energy ConsumptionEquipmentDesignNo ratings yet
- The Energy Efficiency of Ball Milling in Comminution: D.W. Fuerstenau, A.-Z.M. AbouzeidDocument25 pagesThe Energy Efficiency of Ball Milling in Comminution: D.W. Fuerstenau, A.-Z.M. AbouzeidLUISA FERNANDA ACEVEDO TOBÓNNo ratings yet
- Mapping Synergy of Erosion Mechanisms of Tidal TurDocument16 pagesMapping Synergy of Erosion Mechanisms of Tidal TurTakaya SakuraiNo ratings yet
- Properties of Foam TECH REPORTDocument21 pagesProperties of Foam TECH REPORTharika gannavarapuNo ratings yet
- Sutherland & GS 2004 APAET ImpactDocument10 pagesSutherland & GS 2004 APAET ImpactleighNo ratings yet
- Fatigue Damage - RE - 2018LMspiftDocument11 pagesFatigue Damage - RE - 2018LMspiftParthasarathi BeraNo ratings yet
- Yusoff2017 PDFDocument8 pagesYusoff2017 PDFoussamaNo ratings yet
- Yusoff 2017Document8 pagesYusoff 2017oussamaNo ratings yet
- D W Fuerstenau Role of Feed Moisture in High PressureDocument8 pagesD W Fuerstenau Role of Feed Moisture in High Pressuremohammadrezafarzi79No ratings yet
- Soil Stabilization With CementDocument5 pagesSoil Stabilization With CementPedro PaulinoNo ratings yet
- Esen - 2017 - Effective Fragmentation and Flyrock Control Strategies at QuarriesDocument9 pagesEsen - 2017 - Effective Fragmentation and Flyrock Control Strategies at QuarriesWesley MJNo ratings yet
- The Effects of Different Compaction Energy On Geotechnical Properties of Kaolin and LateriteDocument8 pagesThe Effects of Different Compaction Energy On Geotechnical Properties of Kaolin and Lateritenoorul hadiNo ratings yet
- A Review of Attrition of Fluid Cracking Catalyst ParticlesDocument30 pagesA Review of Attrition of Fluid Cracking Catalyst Particlessaleh4060No ratings yet
- Comprehensive Understanding of Grinding Aids - SikaDocument12 pagesComprehensive Understanding of Grinding Aids - SikaNam HuynhNo ratings yet
- Daniel Saramak The Effect of Feed Moisture On TheDocument7 pagesDaniel Saramak The Effect of Feed Moisture On Themohammadrezafarzi79No ratings yet
- Effecto of Powderfactor and Timing On The Impacto Brakage of RocksDocument12 pagesEffecto of Powderfactor and Timing On The Impacto Brakage of Rocksmiguel humpire huamaniNo ratings yet
- Dishafifthpaperfromher PH DthesisDocument15 pagesDishafifthpaperfromher PH DthesiskatherineNo ratings yet
- Stabilization of Expansive Soil by Using Jute Fiber2020IOP Conference Series Materials Science and EngineeringDocument7 pagesStabilization of Expansive Soil by Using Jute Fiber2020IOP Conference Series Materials Science and EngineeringRithYNo ratings yet
- Analysis of Chemical Stabilizer On The Behavior of Expansive SoilDocument10 pagesAnalysis of Chemical Stabilizer On The Behavior of Expansive SoilIJRASETPublicationsNo ratings yet
- Chemical Additives1-S2.0-S0032591099001692-MainDocument6 pagesChemical Additives1-S2.0-S0032591099001692-Mainvenu mechNo ratings yet
- A Critical Review On The Mechanisms of Chemical Additives Used in Grinding and Their Effects On The Downstream ProcessesDocument15 pagesA Critical Review On The Mechanisms of Chemical Additives Used in Grinding and Their Effects On The Downstream Processeshasan70 sheykhiNo ratings yet
- An Initial Study On The Effect of Nano Zirconium On The - 2023 - Construction AnDocument10 pagesAn Initial Study On The Effect of Nano Zirconium On The - 2023 - Construction AnGabriela DraghiciNo ratings yet
- Lime Stabilization of Expansive Soil From Sergipe - BrazilDocument5 pagesLime Stabilization of Expansive Soil From Sergipe - BrazilelNo ratings yet
- Hammer Peening s00170-021-07993-5Document19 pagesHammer Peening s00170-021-07993-5Md MehtabNo ratings yet
- A Common Collapse Test For Granular MaterialsDocument5 pagesA Common Collapse Test For Granular MaterialsA TrivediNo ratings yet
- A New Approach For The Study of Silt Erosion of Hydro TurbineDocument4 pagesA New Approach For The Study of Silt Erosion of Hydro TurbinePashupati MandalNo ratings yet
- Design of Gas Induction Reactors PDFDocument32 pagesDesign of Gas Induction Reactors PDFRavindra V. LakhapatiNo ratings yet
- HTTPWWW - Min Pan - Krakow - Plwydawnictwagsm264saramak I Inni 1 PDFDocument12 pagesHTTPWWW - Min Pan - Krakow - Plwydawnictwagsm264saramak I Inni 1 PDFaghilifNo ratings yet
- Characterization of Coal-Mine Refuse as Backfilling MaterialDocument22 pagesCharacterization of Coal-Mine Refuse as Backfilling MaterialAbhiram ReddyNo ratings yet
- Kneading CompactionDocument7 pagesKneading CompactionPranjal MandhaniyaNo ratings yet
- t5 Eng Abrasive Wear Resistance of Thermally Surfaced Materials For Soil Tillage ApplicationsDocument6 pagest5 Eng Abrasive Wear Resistance of Thermally Surfaced Materials For Soil Tillage ApplicationsArslan Zulfiqar AhmedNo ratings yet
- 1 s2.0 S0013795299000320 MainDocument7 pages1 s2.0 S0013795299000320 MainNadia Zaman SrutiNo ratings yet
- Natural ScienceDocument15 pagesNatural Sciencelamia97No ratings yet
- Supertough Wear-Resistant CoatingsDocument9 pagesSupertough Wear-Resistant CoatingssaatehNo ratings yet
- Shrestha 2019 IOP Conf. Ser. Earth Environ. Sci. 240 042001Document11 pagesShrestha 2019 IOP Conf. Ser. Earth Environ. Sci. 240 042001Atmesh PoudyalNo ratings yet
- Draught Requirements of Enamel Coated Animal Drawn Mouldboard PloughDocument7 pagesDraught Requirements of Enamel Coated Animal Drawn Mouldboard Ploughognen88No ratings yet
- 1 s2.0 S0038080620315845 MainDocument10 pages1 s2.0 S0038080620315845 MainAlexis FaureNo ratings yet
- Fragmentation and Its Impact On Downstream ProcessingDocument4 pagesFragmentation and Its Impact On Downstream Processingalvaroaac4No ratings yet
- Effect of Blast-Induced Fragment Conditi PDFDocument12 pagesEffect of Blast-Induced Fragment Conditi PDFLeon FouroneNo ratings yet
- J Minpro 2009 05 008Document7 pagesJ Minpro 2009 05 008约翰No ratings yet
- Yong Act Am at 202007Document13 pagesYong Act Am at 202007Luc GoorenNo ratings yet
- Xiu 2010Document6 pagesXiu 2010Ainul MahbubillahNo ratings yet
- Winterkorn1991 PDFDocument62 pagesWinterkorn1991 PDFShweta Mahajan100% (1)
- Reactive Transport Modeling of - Mineral PrecipitationDocument18 pagesReactive Transport Modeling of - Mineral PrecipitationJumana SharanikNo ratings yet
- A Review On Recycled Aggregate Concrete Reinforced With FibersDocument6 pagesA Review On Recycled Aggregate Concrete Reinforced With FibersIJRASETPublicationsNo ratings yet
- Addis 2017 The Geology of Geomechanics Petroleum Geomechanical Engineering in Field Development PlanningDocument23 pagesAddis 2017 The Geology of Geomechanics Petroleum Geomechanical Engineering in Field Development Planningakemiih.vargasNo ratings yet
- IMPC 2016: XXVIII International Mineral Processing Congress Proceedings - ISBN: 978-1-926872-29-2Document11 pagesIMPC 2016: XXVIII International Mineral Processing Congress Proceedings - ISBN: 978-1-926872-29-2baberoniNo ratings yet
- Shear Stress Redistribution As A Mechanism To Mitigate The Risk of LiquefactionDocument12 pagesShear Stress Redistribution As A Mechanism To Mitigate The Risk of LiquefactionCarlos Francisco Gutiérrez DavilaNo ratings yet
- 27 - Barkoula2002 - Processes and Influencing Parameters of The Solid Particle Erosion of Polymers and Their CompositesDocument14 pages27 - Barkoula2002 - Processes and Influencing Parameters of The Solid Particle Erosion of Polymers and Their CompositesYargo DuranNo ratings yet
- A Laboratory Study On The Utilization of GBFS andDocument13 pagesA Laboratory Study On The Utilization of GBFS andVenkateshNo ratings yet
- Stabilization of Expansive Clay SoilsDocument10 pagesStabilization of Expansive Clay SoilspabulumzengNo ratings yet
- The Effects of Different Compaction Energy On Geotechnical Properties of Kaolin and LateriteDocument8 pagesThe Effects of Different Compaction Energy On Geotechnical Properties of Kaolin and LateriteTita Kartika DewiNo ratings yet
- Design and Development of Erosion Resistant Micro Hydro TurbineDocument21 pagesDesign and Development of Erosion Resistant Micro Hydro Turbinecompscie2022No ratings yet
- Geotechnical Engineering Journal of TheDocument5 pagesGeotechnical Engineering Journal of TheMohan GowdaNo ratings yet
- The Principle of Effective Stress and Triaxial Compression Testing of PeatDocument11 pagesThe Principle of Effective Stress and Triaxial Compression Testing of PeatxattaNo ratings yet
- Applications of Coatings in Coal-Fired Energy Systems PDFDocument33 pagesApplications of Coatings in Coal-Fired Energy Systems PDFChan Shiaw SyanNo ratings yet
- The Use of Blast Furnace Slag As A Supplementary CDocument13 pagesThe Use of Blast Furnace Slag As A Supplementary CCivil manNo ratings yet
- The Effects of Weathering On Mechanical Properties PDFDocument6 pagesThe Effects of Weathering On Mechanical Properties PDFSuhasNo ratings yet
- CenizasDocument15 pagesCenizasR Jhon H SullcNo ratings yet
- Fosroc Grinding Aids & Performance Enhancers: CEMAX TechnologyDocument7 pagesFosroc Grinding Aids & Performance Enhancers: CEMAX TechnologyarafatNo ratings yet
- Ball Mill GrindingDocument78 pagesBall Mill Grindingarafat100% (7)
- Bom LimeDocument2 pagesBom LimearafatNo ratings yet
- Gabbro: Dark Igneous Rock Used in ConstructionDocument7 pagesGabbro: Dark Igneous Rock Used in ConstructionarafatNo ratings yet
- Bearing Failures From Dirty OilDocument3 pagesBearing Failures From Dirty OilarafatNo ratings yet
- DC DriveDocument30 pagesDC DrivearafatNo ratings yet
- Central or Girth Gear Drive For Ball Mills - 1Document26 pagesCentral or Girth Gear Drive For Ball Mills - 1Vishnu Vardhan . C100% (3)
- Lead Wire TestDocument9 pagesLead Wire TestarafatNo ratings yet
- Six Sigma Revealed by International Six Sigma Institute PDFDocument131 pagesSix Sigma Revealed by International Six Sigma Institute PDFrojasleopNo ratings yet
- Scan Nukjh FHFDocument2 pagesScan Nukjh FHFarafatNo ratings yet
- Apagador de CalDocument19 pagesApagador de CalMarcelo GuarachiNo ratings yet
- EnotecDocument8 pagesEnotecarafatNo ratings yet
- Calculation of Cement Mill Charge PDFDocument2 pagesCalculation of Cement Mill Charge PDFarafatNo ratings yet
- Lead Wire TestDocument9 pagesLead Wire TestarafatNo ratings yet
- Causes and Prevention of Corrosion in Cement and Lime KilnsDocument1 pageCauses and Prevention of Corrosion in Cement and Lime KilnsarafatNo ratings yet
- Apagador de CalDocument19 pagesApagador de CalMarcelo GuarachiNo ratings yet
- KilnGard - 600SCWDocument2 pagesKilnGard - 600SCWarafatNo ratings yet
- 604 Plate MagnetDocument2 pages604 Plate MagnetarafatNo ratings yet
- Heat Pipe SelectionDocument6 pagesHeat Pipe SelectionSridhar RaoNo ratings yet
- Apagador de CalDocument19 pagesApagador de CalMarcelo GuarachiNo ratings yet
- 5 Carbon Brush Technical Guide MersenDocument40 pages5 Carbon Brush Technical Guide MersenarafatNo ratings yet
- Alignment of KilnDocument27 pagesAlignment of KilnarafatNo ratings yet
- Formulas KilnDocument53 pagesFormulas KilnNael93% (14)
- Cement and Lime KilnsDocument8 pagesCement and Lime KilnsarafatNo ratings yet
- Cement and Lime KilnsDocument8 pagesCement and Lime KilnsarafatNo ratings yet
- SL NoDocument5 pagesSL NoarafatNo ratings yet
- Alignment of KilnDocument1 pageAlignment of KilnarafatNo ratings yet
- SL NoDocument5 pagesSL NoarafatNo ratings yet
- Quick guide to precision measuring instrumentsDocument4 pagesQuick guide to precision measuring instrumentsharim_meNo ratings yet
- 2010 - Caliber JEEP BOITE T355Document484 pages2010 - Caliber JEEP BOITE T355thierry.fifieldoutlook.comNo ratings yet
- Dental Pulp TissueDocument77 pagesDental Pulp TissueJyoti RahejaNo ratings yet
- (Nano and Energy) Gavin Buxton - Alternative Energy Technologies - An Introduction With Computer Simulations-CRC Press (2014) PDFDocument302 pages(Nano and Energy) Gavin Buxton - Alternative Energy Technologies - An Introduction With Computer Simulations-CRC Press (2014) PDFmarcosNo ratings yet
- Week 71Document25 pagesWeek 71Raphael SebucNo ratings yet
- Luxand FaceSDK DocumentationDocument117 pagesLuxand FaceSDK DocumentationrdhartzNo ratings yet
- Teaching Methods in The PhilippinesDocument2 pagesTeaching Methods in The PhilippinesTonee Marie Gabriel60% (5)
- Portable USB ChargerDocument13 pagesPortable USB ChargerParmar KundanNo ratings yet
- Introduction To Google SheetDocument14 pagesIntroduction To Google SheetJohn Rey Radoc100% (1)
- LV 2000L AD2000 11B 16B Metric Dimension Drawing en 9820 9200 06 Ed00Document1 pageLV 2000L AD2000 11B 16B Metric Dimension Drawing en 9820 9200 06 Ed00FloydMG TecnominNo ratings yet
- Marvin Elevate-Catalog Feb 2023 19981914Document27 pagesMarvin Elevate-Catalog Feb 2023 19981914DiegoNo ratings yet
- Service Manual for Daewoo Mini Component Sound SystemsDocument46 pagesService Manual for Daewoo Mini Component Sound SystemsDaifred GutiérrezNo ratings yet
- FLANSI CAP SONDA CatalogsDocument30 pagesFLANSI CAP SONDA CatalogsTeodor Ioan Ghinet Ghinet DorinaNo ratings yet
- Telegram Log File Details Launch Settings Fonts OpenGLDocument5 pagesTelegram Log File Details Launch Settings Fonts OpenGLThe nofrizalNo ratings yet
- Too Early! by Anton Pavlovich ChekhovDocument4 pagesToo Early! by Anton Pavlovich Chekhovapi-19787590No ratings yet
- Gec-Art Art Appreciation: Course Code: Course Title: Course DescriptionsDocument14 pagesGec-Art Art Appreciation: Course Code: Course Title: Course Descriptionspoleene de leonNo ratings yet
- Fixture Design ProjectDocument4 pagesFixture Design ProjectJosh CastleNo ratings yet
- MPU 2232 Chapter 5-Marketing PlanDocument27 pagesMPU 2232 Chapter 5-Marketing Plandina azmanNo ratings yet
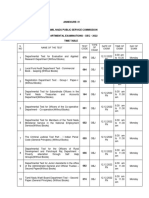
- ANNEXURE IV Dec 2022 enDocument17 pagesANNEXURE IV Dec 2022 enadvocacyindyaNo ratings yet
- SDRRM Earthquake Drill TemplateDocument3 pagesSDRRM Earthquake Drill TemplateChristian Bonne MarimlaNo ratings yet
- Las Cookery 1Document3 pagesLas Cookery 1Loli Gonzales ArtiagaNo ratings yet
- Consumer PerceptionDocument61 pagesConsumer PerceptionPrakhar DwivediNo ratings yet
- Continuous Improvement Strategies in TQMDocument28 pagesContinuous Improvement Strategies in TQMSimantoPreeomNo ratings yet
- Cambridge IGCSE: Combined Science 0653/41Document24 pagesCambridge IGCSE: Combined Science 0653/41jesslynaureliaNo ratings yet
- Infrastructure Finance Project Design and Appraisal: Professor Robert B.H. Hauswald Kogod School of Business, AUDocument2 pagesInfrastructure Finance Project Design and Appraisal: Professor Robert B.H. Hauswald Kogod School of Business, AUAida0% (1)
- CENELEC RA STANDARDS CATALOGUEDocument17 pagesCENELEC RA STANDARDS CATALOGUEHamed AhmadnejadNo ratings yet
- Đáp Án K Năng NóiDocument6 pagesĐáp Án K Năng NóiSói ConNo ratings yet
- Risus License Information PDFDocument1 pageRisus License Information PDFSam CorbenNo ratings yet
- GRL+Prosp - EDocument2 pagesGRL+Prosp - Ethoma111sNo ratings yet
- Toyota's Marketing StrategyDocument14 pagesToyota's Marketing StrategyLavin Gurnani0% (1)
- TaxonomyDocument56 pagesTaxonomyKrezia Mae SolomonNo ratings yet
- Nuclear Energy in the 21st Century: World Nuclear University PressFrom EverandNuclear Energy in the 21st Century: World Nuclear University PressRating: 4.5 out of 5 stars4.5/5 (3)
- Functional Safety from Scratch: A Practical Guide to Process Industry ApplicationsFrom EverandFunctional Safety from Scratch: A Practical Guide to Process Industry ApplicationsNo ratings yet
- Piping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationFrom EverandPiping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationRating: 4 out of 5 stars4/5 (18)
- Trevor Kletz Compendium: His Process Safety Wisdom Updated for a New GenerationFrom EverandTrevor Kletz Compendium: His Process Safety Wisdom Updated for a New GenerationNo ratings yet
- The Periodic Table of Elements - Post-Transition Metals, Metalloids and Nonmetals | Children's Chemistry BookFrom EverandThe Periodic Table of Elements - Post-Transition Metals, Metalloids and Nonmetals | Children's Chemistry BookNo ratings yet
- Gas-Liquid And Liquid-Liquid SeparatorsFrom EverandGas-Liquid And Liquid-Liquid SeparatorsRating: 3.5 out of 5 stars3.5/5 (3)
- Guidelines for Chemical Process Quantitative Risk AnalysisFrom EverandGuidelines for Chemical Process Quantitative Risk AnalysisRating: 5 out of 5 stars5/5 (1)
- Well Control for Completions and InterventionsFrom EverandWell Control for Completions and InterventionsRating: 4 out of 5 stars4/5 (10)
- Robotics: Designing the Mechanisms for Automated MachineryFrom EverandRobotics: Designing the Mechanisms for Automated MachineryRating: 4.5 out of 5 stars4.5/5 (8)
- An Introduction to the Periodic Table of Elements : Chemistry Textbook Grade 8 | Children's Chemistry BooksFrom EverandAn Introduction to the Periodic Table of Elements : Chemistry Textbook Grade 8 | Children's Chemistry BooksRating: 5 out of 5 stars5/5 (1)
- Guidelines for Siting and Layout of FacilitiesFrom EverandGuidelines for Siting and Layout of FacilitiesNo ratings yet
- Guidelines for Developing Quantitative Safety Risk CriteriaFrom EverandGuidelines for Developing Quantitative Safety Risk CriteriaNo ratings yet
- An Applied Guide to Water and Effluent Treatment Plant DesignFrom EverandAn Applied Guide to Water and Effluent Treatment Plant DesignRating: 5 out of 5 stars5/5 (4)
- Bow Ties in Risk Management: A Concept Book for Process SafetyFrom EverandBow Ties in Risk Management: A Concept Book for Process SafetyNo ratings yet
- Guidelines for Vapor Cloud Explosion, Pressure Vessel Burst, BLEVE, and Flash Fire HazardsFrom EverandGuidelines for Vapor Cloud Explosion, Pressure Vessel Burst, BLEVE, and Flash Fire HazardsNo ratings yet
- Understanding Process Equipment for Operators and EngineersFrom EverandUnderstanding Process Equipment for Operators and EngineersRating: 4.5 out of 5 stars4.5/5 (3)
- Physical and Chemical Equilibrium for Chemical EngineersFrom EverandPhysical and Chemical Equilibrium for Chemical EngineersRating: 5 out of 5 stars5/5 (1)
- Guidelines for Engineering Design for Process SafetyFrom EverandGuidelines for Engineering Design for Process SafetyNo ratings yet
- Conduct of Operations and Operational Discipline: For Improving Process Safety in IndustryFrom EverandConduct of Operations and Operational Discipline: For Improving Process Safety in IndustryRating: 5 out of 5 stars5/5 (1)
- Perfume Engineering: Design, Performance and ClassificationFrom EverandPerfume Engineering: Design, Performance and ClassificationRating: 4 out of 5 stars4/5 (5)
- Process Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersFrom EverandProcess Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersNo ratings yet
- Major Accidents to the Environment: A Practical Guide to the Seveso II-Directive and COMAH RegulationsFrom EverandMajor Accidents to the Environment: A Practical Guide to the Seveso II-Directive and COMAH RegulationsNo ratings yet