You might also like
- DHC-6 300 MX Service Bulletin SupplementDocument57 pagesDHC-6 300 MX Service Bulletin SupplementHéctor SánchezNo ratings yet
- Pilatus Aircraft LTD PC 12 MMOPDocument8 pagesPilatus Aircraft LTD PC 12 MMOPJulian BermudezNo ratings yet
- 06a - Fuel System AddendumDocument5 pages06a - Fuel System Addendumjbert55No ratings yet
- Amt PR AktsDocument145 pagesAmt PR Aktsgantuya battulgaNo ratings yet
- Blackhawk XP135A Engine Upgrade King Air 90 SeriesDocument2 pagesBlackhawk XP135A Engine Upgrade King Air 90 SeriesjhNo ratings yet
- Throttle Linkage CheckDocument4 pagesThrottle Linkage Checkjbert55No ratings yet
- 5-Design, maintenance and diagnostics of aircraft and gas turbines (АКІ)Document21 pages5-Design, maintenance and diagnostics of aircraft and gas turbines (АКІ)Juliana SatizabalNo ratings yet
- Pt6a Fuel Nozzle Informational SheetDocument1 pagePt6a Fuel Nozzle Informational SheetMeriem BouzerzourNo ratings yet
- Ats Tbo Hsi Interval GuideDocument1 pageAts Tbo Hsi Interval GuideFran GaritaNo ratings yet
- Atr72600 Basic InfoDocument2 pagesAtr72600 Basic InfoBIJU RAJANNo ratings yet
- Aviation Mechanic General, Airframe, and Powerplant Knowledge Test GuideDocument68 pagesAviation Mechanic General, Airframe, and Powerplant Knowledge Test GuideDalia MuraddNo ratings yet
- Aircraft cannibalization authorization formDocument1 pageAircraft cannibalization authorization formBilly EresNo ratings yet
- Flugzeugwerft Finsterwalde: Pratt & Whitney Canada PT6A-114ADocument15 pagesFlugzeugwerft Finsterwalde: Pratt & Whitney Canada PT6A-114AMohammad JaleelNo ratings yet
- Pt6 Fuel Nozzle Exchange Kits: Adapter Assemblies, Fuel ManifoldDocument1 pagePt6 Fuel Nozzle Exchange Kits: Adapter Assemblies, Fuel ManifoldBerchNo ratings yet
- AviallDocument6 pagesAviallLindgrenNo ratings yet
- 05 VAR 5 Approved Aircraft Maintenance Organization 3 2018Document38 pages05 VAR 5 Approved Aircraft Maintenance Organization 3 2018Duong Tram100% (1)
- Hai 2014 - Aw109-119 Cab Pw206c Pw207c Pt6b-37a Engine UpdateDocument29 pagesHai 2014 - Aw109-119 Cab Pw206c Pw207c Pt6b-37a Engine UpdateIvan BastianiNo ratings yet
- StandardAero - PW100 EngineDocument2 pagesStandardAero - PW100 EnginechanduNo ratings yet
- NYCO LubricantDocument17 pagesNYCO LubricantAkhmad UnggulNo ratings yet
- PT6A Engine Testing PDFDocument47 pagesPT6A Engine Testing PDFMichael095100% (1)
- At - 802 Rigging Procedures 2015Document15 pagesAt - 802 Rigging Procedures 2015Alexis KidemaNo ratings yet
- Battery Electric AircraftDocument30 pagesBattery Electric AircraftramNo ratings yet
- TIO-540-AJ1A Parts Catalog PC-TIO-540-AJ1ADocument102 pagesTIO-540-AJ1A Parts Catalog PC-TIO-540-AJ1AGilberto Tarque Vivero100% (1)
- Ga727 QRH PDFDocument76 pagesGa727 QRH PDFiFlyATRNo ratings yet
- MPD and AMM maintenance checksDocument4 pagesMPD and AMM maintenance checkslsthanhlsthanhNo ratings yet
- Manual Alpha Electro AircraftDocument84 pagesManual Alpha Electro Aircraftcarlos castro100% (1)
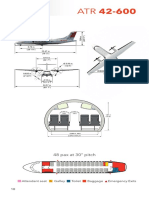
- 48 Pax at 30" Pitch: Attendant Seat Galley Toilet Baggage Emergency ExitsDocument2 pages48 Pax at 30" Pitch: Attendant Seat Galley Toilet Baggage Emergency ExitsEstebanNo ratings yet
- Stabilization and Dynamic of Premixed Swirling Flames: Prevaporized, Stratified, Partially, and Fully Premixed RegimesFrom EverandStabilization and Dynamic of Premixed Swirling Flames: Prevaporized, Stratified, Partially, and Fully Premixed RegimesNo ratings yet
- Aircanada ContractDocument125 pagesAircanada Contractproservice correspondencesNo ratings yet
- Atr 42-72 Oeb CC ReportsDocument25 pagesAtr 42-72 Oeb CC ReportsMihail-Cosmin MunteanuNo ratings yet
- Dash8-200-300-Ice and Rain Protection PDFDocument14 pagesDash8-200-300-Ice and Rain Protection PDFShawn el'DiabloNo ratings yet
- C47E OMM Inspection ChecksheetsDocument13 pagesC47E OMM Inspection ChecksheetsturboshaftNo ratings yet
- CL 604-Landing Gear and BrakesDocument26 pagesCL 604-Landing Gear and BrakesJamesNo ratings yet
- Pilatus-Pc7 ManualDocument19 pagesPilatus-Pc7 ManualRoderick Diaz MoraNo ratings yet
- Atr Pec Trimming ProcedureDocument5 pagesAtr Pec Trimming ProcedureKhaqan AliNo ratings yet
- 14 Beech PT6 AutoDocument11 pages14 Beech PT6 AutoAliken James100% (1)
- PT6A-27 Engine Refresher Course DHC-6Document15 pagesPT6A-27 Engine Refresher Course DHC-6Bobby ChippingNo ratings yet
- Design of Auxiliary Power Unit (APU) For Co-Operation With Turboshaft EngineDocument61 pagesDesign of Auxiliary Power Unit (APU) For Co-Operation With Turboshaft EngineAnonymous o1NYRvU100% (3)
- EASA V2500 Type CertificateDocument13 pagesEASA V2500 Type CertificateGioVanni LorizioNo ratings yet
- JT8D Engine MRO Services in ChristchurchDocument2 pagesJT8D Engine MRO Services in ChristchurchGreciaNo ratings yet
- MT Propeller E-124 - Revision 55 - 27032015Document98 pagesMT Propeller E-124 - Revision 55 - 27032015bnolascoNo ratings yet
- ATA App B1900D Ground Run Check ListDocument67 pagesATA App B1900D Ground Run Check ListAnton Coetzer100% (1)
- BOOKLET ATR-600 Rev 01-1 (1) (001-025)Document25 pagesBOOKLET ATR-600 Rev 01-1 (1) (001-025)Juychardson ReisNo ratings yet
- Aero Supplies - Catalogue CHAPTER 6 (505-595) PDFDocument91 pagesAero Supplies - Catalogue CHAPTER 6 (505-595) PDFJerome Cardenas TablacNo ratings yet
- Aircraft Cabin Interiors MarketDocument7 pagesAircraft Cabin Interiors MarketsajeshsimonNo ratings yet
- TCDS E4ea PT6 PDFDocument22 pagesTCDS E4ea PT6 PDFGabriielLoopez100% (2)
- 100 Hour Progressive Inspection Manual (767-009)Document78 pages100 Hour Progressive Inspection Manual (767-009)João Ansorge50% (2)
- Guidelines for Maintaining 568F Composite BladesDocument12 pagesGuidelines for Maintaining 568F Composite BladesSéb100% (2)
- Transportation Labor Issues and Regulatory ReformFrom EverandTransportation Labor Issues and Regulatory ReformJames H PeoplesNo ratings yet
- S-Tech Sys65 Autopilot PohDocument62 pagesS-Tech Sys65 Autopilot PohAndre PeliNo ratings yet
- Entry AC43.13-1BDocument35 pagesEntry AC43.13-1Bjuan_o_620100% (1)
- Usc Sipi 416 PDFDocument193 pagesUsc Sipi 416 PDFMorgen GumpNo ratings yet
- ZS NRM PDFDocument47 pagesZS NRM PDFMorgen GumpNo ratings yet
- United States Air Force Aircraft Accident Investigation Board ReportDocument28 pagesUnited States Air Force Aircraft Accident Investigation Board ReportMorgen GumpNo ratings yet
- Pawan Hans AS 350 Helicopter Crash ReportDocument85 pagesPawan Hans AS 350 Helicopter Crash ReportMorgen GumpNo ratings yet
- Report 10 7X001 C525A StuttgartDocument9 pagesReport 10 7X001 C525A StuttgartMorgen GumpNo ratings yet
- Aircraft Serious Incident Investigation ReportDocument27 pagesAircraft Serious Incident Investigation ReportMorgen GumpNo ratings yet
- Ace Helicopter Crash Report SummaryDocument26 pagesAce Helicopter Crash Report SummaryMorgen GumpNo ratings yet
- National Transportation Safety Board Factual Report on Chicago Flight 383 Engine FailureDocument61 pagesNational Transportation Safety Board Factual Report on Chicago Flight 383 Engine FailureMorgen GumpNo ratings yet
- Iran Aircraft Accident Report for Mahan Air B747 Crash Near Tehran in 2015Document57 pagesIran Aircraft Accident Report for Mahan Air B747 Crash Near Tehran in 2015Morgen GumpNo ratings yet
- Engine Fire During Take-Off at Tokyo AirportDocument88 pagesEngine Fire During Take-Off at Tokyo AirportMorgen GumpNo ratings yet
- F-Hpje Technical ReportDocument68 pagesF-Hpje Technical ReportrobbertmdNo ratings yet
- Final Report: AIB/AAI/CAS.062 Air Accident Investigation Bureau of Singapore Ministry of Transport SingaporeDocument28 pagesFinal Report: AIB/AAI/CAS.062 Air Accident Investigation Bureau of Singapore Ministry of Transport SingaporeMorgen GumpNo ratings yet
- Aircraft Serious Incident Investigation Report: Academic Corporate Body Hiratagakuen J A 1 3 5 EDocument37 pagesAircraft Serious Incident Investigation Report: Academic Corporate Body Hiratagakuen J A 1 3 5 EMorgen GumpNo ratings yet
- Final Report On Accident To Heli-Union Company Ltd. Helicopter Sikorsky S76 C++ Near Yetagun in Andaman Sea ON 11.07.2011Document134 pagesFinal Report On Accident To Heli-Union Company Ltd. Helicopter Sikorsky S76 C++ Near Yetagun in Andaman Sea ON 11.07.2011Morgen GumpNo ratings yet
- LN-WDA EngDocument50 pagesLN-WDA EngMorgen GumpNo ratings yet
- Aviation Accidents Report 657Document105 pagesAviation Accidents Report 657Morgen GumpNo ratings yet
- Gas Turbines: Applications, Failures and Root Cause AnalysisDocument35 pagesGas Turbines: Applications, Failures and Root Cause AnalysisPrabhat SinghNo ratings yet
- AS365N3 Dauphin II G-REDG 04-12Document11 pagesAS365N3 Dauphin II G-REDG 04-12Morgen GumpNo ratings yet
- AMC20 Decision ED 2003 12 RMDocument134 pagesAMC20 Decision ED 2003 12 RMdromhordNo ratings yet
- Engine Malf ReportDocument62 pagesEngine Malf ReportMorgen Gump100% (1)
- Comparisons and Lessons Learned From UA232 Sioux City and AA383 Chicago Uncontained EventsDocument12 pagesComparisons and Lessons Learned From UA232 Sioux City and AA383 Chicago Uncontained EventsMorgen GumpNo ratings yet
- Insert Document Title: Engine Failure Involving A Eurocopter AS350-BA VH-SFXDocument22 pagesInsert Document Title: Engine Failure Involving A Eurocopter AS350-BA VH-SFXMorgen Gump100% (1)
- Aircraft Accident Investigation Report: Nagano Fire and Disaster Prevention Aviation Center JA97NADocument62 pagesAircraft Accident Investigation Report: Nagano Fire and Disaster Prevention Aviation Center JA97NAMorgen GumpNo ratings yet
- A-10 Aircraft Accident Investigation ReportDocument30 pagesA-10 Aircraft Accident Investigation ReportMorgen GumpNo ratings yet
- Canadian Aviation Service Difficulty Reports: Reproduced With Permission of Diamond AircraftDocument33 pagesCanadian Aviation Service Difficulty Reports: Reproduced With Permission of Diamond AircraftMorgen GumpNo ratings yet
- Insert Document Title: Power Plant Failures in Turbofan-Powered AircraftDocument34 pagesInsert Document Title: Power Plant Failures in Turbofan-Powered AircraftMorgen GumpNo ratings yet
- AERO M JetEngineBearingsAndOilConsumption 18-04-02Document22 pagesAERO M JetEngineBearingsAndOilConsumption 18-04-02kaungmanNo ratings yet
- Engine Failure Involving Airbus A330, 9M-XXD: 445 KM South-East of Alice Springs, South Australia, On 16 August 2016Document50 pagesEngine Failure Involving Airbus A330, 9M-XXD: 445 KM South-East of Alice Springs, South Australia, On 16 August 2016Morgen GumpNo ratings yet
- Airbus A380 Inflight Uncontained Engine Failure PDFDocument305 pagesAirbus A380 Inflight Uncontained Engine Failure PDFMorgen GumpNo ratings yet
- Aar82 05 PDFDocument41 pagesAar82 05 PDFMorgen GumpNo ratings yet
- Axle, Rear - Housing 621DDocument3 pagesAxle, Rear - Housing 621DJESUSNo ratings yet
- 72.00.00 Engine - Description and OperationDocument13 pages72.00.00 Engine - Description and OperationTimoteo Molina RomeroNo ratings yet
- Cargo Damage Liability Sect.7 .Shipping& LawDocument2 pagesCargo Damage Liability Sect.7 .Shipping& LawDipu SahaNo ratings yet
- Manual of Aircraft Accident and Incident Investigation: Doc 9756 AN/965Document40 pagesManual of Aircraft Accident and Incident Investigation: Doc 9756 AN/965james_bembrick100% (1)
- Catálogo de Peças Plataforma 1200SJP e 1350SJP (Ing)Document400 pagesCatálogo de Peças Plataforma 1200SJP e 1350SJP (Ing)LuizNo ratings yet
- NZBC D1 Access Routes (2ed, A6)Document52 pagesNZBC D1 Access Routes (2ed, A6)Matt WilliamsNo ratings yet
- ComPro China Construction Third Engineering BureaDocument31 pagesComPro China Construction Third Engineering BureaMaysaroh AzmiaNo ratings yet
- Exclusive Dealing Notification N92776 Use of Figee Cranes On Lascelles Wharf Responses To ACCC Questions in Their Letter To Clayton Utz Dated February 2007Document10 pagesExclusive Dealing Notification N92776 Use of Figee Cranes On Lascelles Wharf Responses To ACCC Questions in Their Letter To Clayton Utz Dated February 2007saedeNo ratings yet
- Wipp (PLM) - Sultan M Badaruddin IIDocument18 pagesWipp (PLM) - Sultan M Badaruddin IISmart TvNo ratings yet
- Transcript of Feb. 9 Call Between Trudeau and Ford On Freedom ConvoyDocument3 pagesTranscript of Feb. 9 Call Between Trudeau and Ford On Freedom ConvoyNational PostNo ratings yet
- Application For A Contract Carriage PermitDocument1 pageApplication For A Contract Carriage Permitdev sharmaNo ratings yet
- Loresheets - Queda de LondresDocument5 pagesLoresheets - Queda de LondresHg FlchrNo ratings yet
- Gearbox, Mechanical, Function DescriptionDocument17 pagesGearbox, Mechanical, Function DescriptionDe JavuNo ratings yet
- HSE FRM-20 HSE Assessment ReportDocument4 pagesHSE FRM-20 HSE Assessment Reportmazen fakhfakhNo ratings yet
- RRL 1Document9 pagesRRL 1JannenNo ratings yet
- 0370 151 PVM y 002 01Document13 pages0370 151 PVM y 002 01sandeep pandeyNo ratings yet
- QY16 - QY65k-manual de Manutenção Do CaminhãoDocument62 pagesQY16 - QY65k-manual de Manutenção Do CaminhãoRaphaelNo ratings yet
- Forsan Foods Factories: Purchase OrderDocument4 pagesForsan Foods Factories: Purchase OrderMoorthy SomasundaramNo ratings yet
- Volvo V90CC PDFDocument34 pagesVolvo V90CC PDFKaran Arjan ManghwaniNo ratings yet
- Jetex Annual Review 2022: Executive Aviation's Great Leap ForwardDocument57 pagesJetex Annual Review 2022: Executive Aviation's Great Leap ForwardAdam100% (1)
- Competitive Profile Matrix of Petron: Critical Success Factors WeightDocument3 pagesCompetitive Profile Matrix of Petron: Critical Success Factors WeightLOUISE ANTHONY APOSTOLNo ratings yet
- Putting VGC To The Test: Inside This IssueDocument16 pagesPutting VGC To The Test: Inside This Issuemick.pride81No ratings yet
- Lean NOx Trap StudyDocument38 pagesLean NOx Trap Studydhruv royNo ratings yet
- Extension: Answer KeyDocument6 pagesExtension: Answer Keybenilde bastidaNo ratings yet
- 3b Midterm Lms Seam 6Document90 pages3b Midterm Lms Seam 6Yhielmar Po SaburnidoNo ratings yet
- History: The Americans Came in 1898 The Port Manila Philippine CommissionDocument11 pagesHistory: The Americans Came in 1898 The Port Manila Philippine CommissionCarlynArgentinaPaitanCarduzaNo ratings yet
- Soal Ulangan Harian: SMKN 3 Sumbawa BesarDocument7 pagesSoal Ulangan Harian: SMKN 3 Sumbawa Besarevee-746727No ratings yet
- 汽车总分泵Document147 pages汽车总分泵adam leeNo ratings yet
- Fleet maintenance scheduleDocument61 pagesFleet maintenance schedulebjrock123No ratings yet
- ZX138MF 5G Southeast Asia Lo 100619Document5 pagesZX138MF 5G Southeast Asia Lo 100619Aldi NasohaNo ratings yet