You might also like
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Effect of Vertical Vibration On Nutural Convection Heat Transfer From A Horizontal Cylinder 1980Document6 pagesThe Effect of Vertical Vibration On Nutural Convection Heat Transfer From A Horizontal Cylinder 1980anfal amerNo ratings yet
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Enhancement of Natural Convection Heat Transfer FRDocument13 pagesEnhancement of Natural Convection Heat Transfer FRanfal amerNo ratings yet
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Effects of mechanical vibration on critical heat flux in vertical annulus tube 2007 يفيدDocument6 pagesEffects of mechanical vibration on critical heat flux in vertical annulus tube 2007 يفيدanfal amerNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- ENHANCEMENT OF NATURAL CONVECTION HEAT TRANSFER FROM RECTANGULAR FINS BY CIRCULAR PERFORATIONS 2011 مهم كلشDocument10 pagesENHANCEMENT OF NATURAL CONVECTION HEAT TRANSFER FROM RECTANGULAR FINS BY CIRCULAR PERFORATIONS 2011 مهم كلشanfal amerNo ratings yet
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Effects of Ultrasonic Vibrations On Heat Transfer To Liquids by Natural Convection and by Boiling.Document327 pagesEffects of Ultrasonic Vibrations On Heat Transfer To Liquids by Natural Convection and by Boiling.anfal amerNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
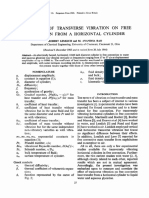
- The Effect of Transverse Vibration On Free Convection From A Horizontal Cylinder 1965Document7 pagesThe Effect of Transverse Vibration On Free Convection From A Horizontal Cylinder 1965anfal amerNo ratings yet
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Effect of Vibration on Critical Heat Flux in a Vertical Round Tube 2003 مهمDocument11 pagesThe Effect of Vibration on Critical Heat Flux in a Vertical Round Tube 2003 مهمanfal amerNo ratings yet
- The Effect of Acoustic Vibration On Forced Convective Heat Transfer 1961Document5 pagesThe Effect of Acoustic Vibration On Forced Convective Heat Transfer 1961anfal amerNo ratings yet
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Effects of A Vibrational Heat Surface On Natural Convection in A Vertical Channel Flow 2006Document10 pagesEffects of A Vibrational Heat Surface On Natural Convection in A Vertical Channel Flow 2006anfal amerNo ratings yet
- Effect of Vibration on Natural Convective Heat Transfer 1955 مليحDocument6 pagesEffect of Vibration on Natural Convective Heat Transfer 1955 مليحanfal amerNo ratings yet
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Effects of mechanical vibration on critical heat flux in vertical annulus tube 2007 يفيدDocument6 pagesEffects of mechanical vibration on critical heat flux in vertical annulus tube 2007 يفيدanfal amerNo ratings yet
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Effect of Ultrasonic Vibrations On Accelerating Heat Transfer of PCM 2006Document6 pagesEffect of Ultrasonic Vibrations On Accelerating Heat Transfer of PCM 2006anfal amerNo ratings yet
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Effect of Vibration on the Heat Transfer Process in the Developing Region of Annulus with Rotating Inner Cylinder 2015 مهمDocument22 pagesEffect of Vibration on the Heat Transfer Process in the Developing Region of Annulus with Rotating Inner Cylinder 2015 مهمanfal amerNo ratings yet
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Effect of Vibration On Heat Transfer For Flow Normal To A Cylinder 1969Document5 pagesEffect of Vibration On Heat Transfer For Flow Normal To A Cylinder 1969anfal amerNo ratings yet
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- EFFECT OF VIBRATION ON NATURAL CONVECTION HEAT TRANSFER FROM VERTICAL FIN ARRAYS 1982 مضبوطDocument12 pagesEFFECT OF VIBRATION ON NATURAL CONVECTION HEAT TRANSFER FROM VERTICAL FIN ARRAYS 1982 مضبوطanfal amerNo ratings yet
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Effect of Vibration On Heat Transfer by ConvectionDocument1 pageEffect of Vibration On Heat Transfer by Convectionanfal amerNo ratings yet
- Numerical Study of Perforated Plate Convective Heat TransferDocument9 pagesNumerical Study of Perforated Plate Convective Heat Transferanfal amerNo ratings yet
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- 7 - Wadhah HusseinDocument9 pages7 - Wadhah HusseinAshraf EmadNo ratings yet
- Jeas 0516 4282Document5 pagesJeas 0516 4282anfal amerNo ratings yet
- Effect of oscillatory motion on heat transfer at vertical flat surfaces 2005 مهمDocument11 pagesEffect of oscillatory motion on heat transfer at vertical flat surfaces 2005 مهمanfal amerNo ratings yet
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Effect of Vibration On Forced Convection Heat Transfer For SiO2-Water Nanofluids 2014Document11 pagesEffect of Vibration On Forced Convection Heat Transfer For SiO2-Water Nanofluids 2014anfal amerNo ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Convective Heat Transfer Enhancement by Ultrasound 2012 مهمDocument12 pagesConvective Heat Transfer Enhancement by Ultrasound 2012 مهمanfal amerNo ratings yet
- Enhancement of Natural Convection Heat T PDFDocument14 pagesEnhancement of Natural Convection Heat T PDFanfal amerNo ratings yet
- Effect The Form of Perforation On The Heat Transfer in The Perforated FinsDocument10 pagesEffect The Form of Perforation On The Heat Transfer in The Perforated Finsanfal amerNo ratings yet
- Steady-State and Transient Heat Transfer Through Fins of Complex GeometryDocument17 pagesSteady-State and Transient Heat Transfer Through Fins of Complex Geometryanfal amerNo ratings yet
- Determiningrelationamong Shapeof Perforationand Convective Heattransferfrom Lateralfinarrangementusing Simulationby CFDDocument8 pagesDeterminingrelationamong Shapeof Perforationand Convective Heattransferfrom Lateralfinarrangementusing Simulationby CFDanfal amerNo ratings yet
- Vibration Analysis of Perforated Plates PDFDocument196 pagesVibration Analysis of Perforated Plates PDFanfal amerNo ratings yet
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (120)
- Paper20109 114 PDFDocument6 pagesPaper20109 114 PDFanfal amerNo ratings yet
- Simulate and Design Plate-Fin ExchangersDocument2 pagesSimulate and Design Plate-Fin Exchangersanfal amerNo ratings yet
- Henry's Bench: Keyes Ky-040 Arduino Rotary Encoder User ManualDocument4 pagesHenry's Bench: Keyes Ky-040 Arduino Rotary Encoder User ManualIsrael ZavalaNo ratings yet
- Structural Analysis of English SyntaxDocument26 pagesStructural Analysis of English SyntaxremovableNo ratings yet
- Pasir Ex UD - Am Tes 2024Document8 pagesPasir Ex UD - Am Tes 2024Achmad MaulanaNo ratings yet
- Proceso Gmaw (RMD)Document8 pagesProceso Gmaw (RMD)Wilfredo RamirezNo ratings yet
- IBEF Cement-February-2023Document26 pagesIBEF Cement-February-2023Gurnam SinghNo ratings yet
- Mutant ChroniclesDocument3 pagesMutant ChroniclesZoth BernsteinNo ratings yet
- If Else ExercisesDocument5 pagesIf Else ExercisesHoney Jean PerezNo ratings yet
- Āyāt Al-Aḥkām, Ayat Al-AhkamDocument6 pagesĀyāt Al-Aḥkām, Ayat Al-AhkamRasoul NamaziNo ratings yet
- Case Analysis: A Simple Strategy at Costco: Informative Background InformationDocument15 pagesCase Analysis: A Simple Strategy at Costco: Informative Background InformationFred Nazareno CerezoNo ratings yet
- The Challenge To Live According To The Gospel: 21 February 2021 1st Sunday of Lent Year BDocument4 pagesThe Challenge To Live According To The Gospel: 21 February 2021 1st Sunday of Lent Year BSam MaestroNo ratings yet
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Instability of Slender Concrete Deep BeamDocument12 pagesInstability of Slender Concrete Deep BeamFrederick TanNo ratings yet
- Dassault Systems Academic CalenderDocument5 pagesDassault Systems Academic CalenderSarath KumarNo ratings yet
- NS2-DVN-2540.Rev4 - Profomal Packing List BLR Piping Hanger Support Beam-Unit 2 - 20200710Document27 pagesNS2-DVN-2540.Rev4 - Profomal Packing List BLR Piping Hanger Support Beam-Unit 2 - 20200710PHAM PHI HUNGNo ratings yet
- Kuka Interbus InterfaceDocument11 pagesKuka Interbus InterfaceAnonymous Zh6p3ENo ratings yet
- 7-Drug Delivery Systems 3Document26 pages7-Drug Delivery Systems 3Ibrahim Al ShantiNo ratings yet
- Please Answer This Sincerely An TruthfullyDocument3 pagesPlease Answer This Sincerely An TruthfullyTiffany Tan100% (1)
- The DAMA Guide To The Data Management Body of Knowledge - First EditionDocument430 pagesThe DAMA Guide To The Data Management Body of Knowledge - First Editionkakarotodesu100% (10)
- Cat The GuardianDocument4 pagesCat The GuardianKostas FourtounisNo ratings yet
- SPC Company BrochureDocument22 pagesSPC Company BrochureDaivasigamaniNo ratings yet
- Assignment 1 To 7Document23 pagesAssignment 1 To 7KashishNo ratings yet
- The Light BulbDocument6 pagesThe Light Bulbapi-244765407No ratings yet
- National Institute of Industrial Engineering: Part - B (10 Marks) : Answer All The QuestionsDocument4 pagesNational Institute of Industrial Engineering: Part - B (10 Marks) : Answer All The QuestionsTulasi PatleNo ratings yet
- Reading Comprehension Pre TestDocument7 pagesReading Comprehension Pre TestMimimiyuhNo ratings yet
- ParaklesisDocument23 pagesParaklesisDiana ObeidNo ratings yet
- Litotriptor Intracorporeo NeumaticoDocument4 pagesLitotriptor Intracorporeo NeumaticoJuan VasquezNo ratings yet
- 02 - Consumerism Then and NowDocument28 pages02 - Consumerism Then and NowGeorge TsangNo ratings yet
- TelemetryDocument8 pagesTelemetryKristin WiseNo ratings yet
- Department of Labor: BC Bond ListDocument67 pagesDepartment of Labor: BC Bond ListUSA_DepartmentOfLabor100% (1)
- LinuxSocials RoadmapDocument12 pagesLinuxSocials RoadmapShrutiNo ratings yet
- Advantage Dis OqpskDocument5 pagesAdvantage Dis OqpskHarun AminurasyidNo ratings yet
- Waves and Beaches: The Powerful Dynamics of Sea and CoastFrom EverandWaves and Beaches: The Powerful Dynamics of Sea and CoastRating: 4 out of 5 stars4/5 (1)
- Introduction to the Explicit Finite Element Method for Nonlinear Transient DynamicsFrom EverandIntroduction to the Explicit Finite Element Method for Nonlinear Transient DynamicsNo ratings yet
- Offshore Mechanics: Structural and Fluid Dynamics for Recent ApplicationsFrom EverandOffshore Mechanics: Structural and Fluid Dynamics for Recent ApplicationsNo ratings yet
- The Laws of Thermodynamics: A Very Short IntroductionFrom EverandThe Laws of Thermodynamics: A Very Short IntroductionRating: 4.5 out of 5 stars4.5/5 (10)
- Einstein's Fridge: How the Difference Between Hot and Cold Explains the UniverseFrom EverandEinstein's Fridge: How the Difference Between Hot and Cold Explains the UniverseRating: 4.5 out of 5 stars4.5/5 (51)