Injection Molding Design Guidelines
Much has been written regarding design guidelines for injection molding. Yet, the design
guidelines can be summed up in just a few design rules.
Use uniform wall thickness throughout the part. This will minimize sinking,
warping, residual stresses, and improve mold fill and cycle times.
Use generous radius at all corners. The inside corner radius should be a minimum
of one material thickness.
Use the least thickness compliant with the process, material, or product design
requirements. Using the least wall thickness for the process ensures rapid cooling,
short cycle times, and minimum shot weight. All these result in the least possible
part cost.
Design parts to facilitate easy withdrawal from the mold by providing draft (taper)
in the direction of mold opening or closing.
Use ribs or gussets to improve part stiffness in bending. This avoids the use of
thick section to achieve the same, thereby saving on part weight, material costs,
and cycle time costs.
Uniform Walls
Parts should be designed with a minimum wall thickness consistent with part
function and mold filling considerations. The thinner the wall the faster the part
cools, and the cycle times are short, resulting in the lowest possible part costs.
Also, thinner parts weight less, which results in smaller amounts of the plastic
used per part which also results in lower part costs.
The wall thicknesses of an injection-molded part generally range from 2 mm to 4
mm (0.080 inch to 0.160 inch). Thin wall injection molding can produce walls as
thin as 0.5 mm (0.020 inch).
The need for uniform walls
Thick sections cool slower than thin sections. The thin section first solidifies, and
the thick section is still not fully solidified. As the thick section cools, it shrinks and
the material for the shrinkage comes only from the unsolidified areas, which are
connected, to the already solidified thin section.
This builds stresses near the boundary of the thin section to thick section. Since
the thin section does not yield because it is solid, the thick section (which is still
liquid) must yield. Often this leads to warping or twisting. If this is severe enough,
the part could even crack.
� Uniform wall thicknesses reduce/eliminate this problem.
Uniform walled parts are easier to fill in the mold cavity, since the molten plastic
does not face varying restrictions as it fills.
What if you cannot have uniform walls, (due to design limitations) ?
When uniform walls are not possible, then the change in section should be as
gradual as possible.
Coring can help in making the wall sections uniform, and eliminate the problems
associated with non-uniform walls.
� Warping problems can be reduced by building supporting features such as
gussets.
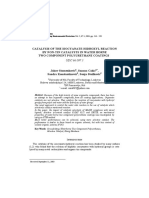
Radius
Sharp corners greatly increase the stress concentration. This high amount of
stress concentration can often lead to failure of plastic parts.
Sharp corners can come about in non-obvious places. Examples of this are a boss
attached to a surface, or a strengthening rib. These corners need to be radiused
just like all other corners. The stress concentration factor varies with radius, for a
given thickness.
� As can be seen from the above chart, the stress concentration factor is quite high
for R/T values lesss than 0.5. For values of R/T over 0.5 the stress concentration
factor gets lower.
The stress concentration factor is a multiplier factor, it increases the stress.
Actual Stress = Stress Concentration Factor K x Stress Calculated
This is why it is recommended that inside radiuses be a minimum of 1 x thickness.
In addition to reducing stresses, fillet radiuses provide streamlined flow paths for
the molten plastic resulting in easier fills.
Typically, at corners, the inside radius is 0.5 x material thickness and the outside
radius is 1.5 x material thickness. A bigger radius should be used if part design
will allow it.
�Voids and Shrinkage
Shrinkage is caused by intersecting walls of non-uniform wall thickness. Examples
of these are ribs, bosses, and other projections of the nominal wall. If these
projections have greater wall thicknesses, they will solidify slower. The region
where they are attached to the nominal wall will shrink along with the projection,
resulting in a sink in the nominal wall.
Shrink can be minimized by maintaining rib thicknesses to 50 to 60% of the walls
they are attached to.
Bosses located at corners can result in very thick walls causing sinks. Bosses can
be isolated using the techniques illustrated.
Warpage
Thick sections cool slower than thin sections. The thin section first solidifies, and
the thick section is still not fully solidified. As the thick section cools, it shrinks and
the material for the shrinkage comes only from the unsolidified areas, which are
connected, to the already solidified thin section.
� This builds stresses near
the boundary of the thin
section to thick section.
Since the thin section
does not yield because it
is solid, the thick section
(which is still liquid)
must yield. Often this
leads to warping or
twisting. If this is severe
enough, the part could
even crack.
Other causes:
Warping can also be
caused due to non-
uniform mold
temperatures or cooling
rates.
Non-uniform packing or
pressure in the mold.
Alignment of polymer
molecules and fiber
reinforcing strands
during the mold fill
results in preferential
properties in the part.
Molding process conditions--too high a injection pressure or temperature or
improper temperature and cooling of the mold cavity. Generally, it is best to
follow the resin manufacturer's guidelines on process conditions and only vary
conditions within the limits of the guidelines.
It is not good practice to go beyond the pressure and temperature
recommendations to compensate for other defects in the mold. If runners need to
be sized differently to allow for a proper fill, or gate sizes that need to be
changed, then those changes need to happen.
Otherwise the finished parts will have too much built in stresses, could crack in
service or warp-leading to more severe problems such as customer returns or
field service issues.
The reason for draft
Drafts (or taper) in a mold, facilitates part removal from the mold. The amount of
draft angle depends on the depth of the part in the mold, and its required end use
function.
The draft is in the offset angle in a direction parallel to the mold opening and
closing.
� It is best to allow for as much draft as possible for easy release from the mold. As
a nominal recommendation, it is best to allow 1 to 2 degrees of draft, with an
additional 1.5° min. per 0.025 mm (0.001 inch) depth of texture. See below.
The mold parting line can be relocated to split the draft in order to minimize it. If
no draft is acceptable due to design considerations, then a side-action mold (cam-
actuated) may be required at a greater expense in tooling.
The reason for texture
Textures and Lettering can be molded on the surfaces, as an aesthetic aid or
for incorporating identifying information, either for end users or factory. Texturing
also helps hide surface defects such as knit lines, and other surface imperfections.
The depth of texture or letters is somewhat limited, and extra draft needs to be
provided to allow for mold withdrawal without marring the surface.
Draft for texturing is somewhat dependant on the mold design and the specific
mold texture. Guidelines are readily available from the mold texture suppliers or
mold builders.
As a general guideline, 1.5° min. per 0.025mm (0.001 inch) depth of texture
needs to be allowed for in addition to the normal draft. Usually for general office
equipment such as lap-top computers a texture depth of 0.025 mm (0.001 inch)
is used and the min. draft recommended is 1.5 °. More may be needed for heavier
textures surfaces such as leather texture (with a depth of 0.125 mm/0.005 inch)
that requires a min. draft of 7.5°.