You might also like
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (844)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5814)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (348)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1092)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Hydraulic Cylinder - ReferenceDocument95 pagesHydraulic Cylinder - ReferenceWarren RiveraNo ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Re92060 2014-04Document28 pagesRe92060 2014-04Ibrahim GökmenNo ratings yet
- Revision of Tariff in Students Special and Roam Free Plans Under Prepaid Mobile ServicesDocument1 pageRevision of Tariff in Students Special and Roam Free Plans Under Prepaid Mobile ServicesWarren RiveraNo ratings yet
- Toyota Kanban System PDFDocument10 pagesToyota Kanban System PDFAman SharmaNo ratings yet
- Development of Kanban System at Local Manufacturing Company in Malaysia - Case StudyDocument6 pagesDevelopment of Kanban System at Local Manufacturing Company in Malaysia - Case StudyAarthy ChandranNo ratings yet
- Stuck in A Range: Punter's CallDocument4 pagesStuck in A Range: Punter's CallWarren RiveraNo ratings yet
- PremiumTechnicals-Nov26 15 GammonDocument2 pagesPremiumTechnicals-Nov26 15 GammonWarren RiveraNo ratings yet
- Varshit Doshi: Mobile: +91 8866514555 Address: D-502, Sahaj Sapphire, Opp APMC MarketDocument2 pagesVarshit Doshi: Mobile: +91 8866514555 Address: D-502, Sahaj Sapphire, Opp APMC MarketWarren RiveraNo ratings yet
- Javascript InterviewDocument5 pagesJavascript InterviewWarren RiveraNo ratings yet
- Managers and Their Information NeedsDocument34 pagesManagers and Their Information NeedsWarren RiveraNo ratings yet
- Innovheads Design Studio: DT 09/12/15 Sr. No Size Inch SQ - Ft. Glass Work 1 2 3 4 5Document6 pagesInnovheads Design Studio: DT 09/12/15 Sr. No Size Inch SQ - Ft. Glass Work 1 2 3 4 5Warren RiveraNo ratings yet
- 1-Carbon Fibre RainforcedDocument21 pages1-Carbon Fibre RainforcedWarren RiveraNo ratings yet
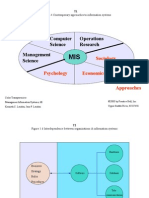
- Computer Science Operations Research Technical Approaches: Sociology Economics Psychology Behavioral ApproachesDocument101 pagesComputer Science Operations Research Technical Approaches: Sociology Economics Psychology Behavioral ApproachesWarren RiveraNo ratings yet
- Engineering Graphics - 25 Questions Bank: ScaleDocument4 pagesEngineering Graphics - 25 Questions Bank: ScaleWarren RiveraNo ratings yet