You might also like
- London's Historic Railway Terminal Stations: An Illustrated HistoryFrom EverandLondon's Historic Railway Terminal Stations: An Illustrated HistoryNo ratings yet
- How Steam Locomotives Really Work - P. W. B. SemmensDocument4 pagesHow Steam Locomotives Really Work - P. W. B. Semmensferegugo0% (1)
- The World Commuter Great Journeys by TrainDocument400 pagesThe World Commuter Great Journeys by TrainMuluken MesfinNo ratings yet
- D&H World's Fair CarsDocument4 pagesD&H World's Fair Carsstaustell92No ratings yet
- Railwaylocomotiv 36 NewyuoftDocument426 pagesRailwaylocomotiv 36 NewyuoftKrishna VamsiNo ratings yet
- Pennsylvania Flyer Ready-To-Run Train Set Owner's ManualDocument20 pagesPennsylvania Flyer Ready-To-Run Train Set Owner's ManualFrank SchipaniNo ratings yet
- The History of TrainsDocument2 pagesThe History of TrainsDyah WoroNo ratings yet
- Engineering Vol 72 1901-11-22Document32 pagesEngineering Vol 72 1901-11-22ian_newNo ratings yet
- Norwegian Steam TrainsDocument6 pagesNorwegian Steam TrainsJorgen FloodNo ratings yet
- The Norris Locomotive Works: A Forgotten Industrial Giant of PhiladelphiaDocument4 pagesThe Norris Locomotive Works: A Forgotten Industrial Giant of PhiladelphiaHarry KyriakodisNo ratings yet
- Polly Catalogue Oct 2013Document100 pagesPolly Catalogue Oct 2013Stephanie BeckNo ratings yet
- Back To Basics: Part 1 - Components of A Steam LocomotiveDocument28 pagesBack To Basics: Part 1 - Components of A Steam LocomotivekabuldasNo ratings yet
- B&O Railroad North Vernon ArticleDocument6 pagesB&O Railroad North Vernon ArticlewicksjrNo ratings yet
- East Broad Top Study 1990Document170 pagesEast Broad Top Study 1990jhfriedmNo ratings yet
- Diesel and Electric Locomotive SpecificationsDocument5 pagesDiesel and Electric Locomotive SpecificationsSurendra KumarNo ratings yet
- The Last of The D&H Commuter TrainsDocument3 pagesThe Last of The D&H Commuter Trainsstaustell92No ratings yet
- ST Pancras GasometersDocument2 pagesST Pancras GasometersFuzzy_Wood_PersonNo ratings yet
- Locomotive PDFDocument216 pagesLocomotive PDFelenaluca91% (11)
- Railwayana Auction Catalogue: April 2013Document84 pagesRailwayana Auction Catalogue: April 2013The Crewe Heritage Centre100% (1)
- Oil Train International Runaway Train: The Reckless Expansion of Crude-By-Rail in North AmericaDocument30 pagesOil Train International Runaway Train: The Reckless Expansion of Crude-By-Rail in North AmericaSpokane City CouncilNo ratings yet
- L & S W R Drummond Passenger & Mixed Traffic Locomotive Classes: A Survey & OverviewFrom EverandL & S W R Drummond Passenger & Mixed Traffic Locomotive Classes: A Survey & OverviewNo ratings yet
- Talgo train market and planningDocument8 pagesTalgo train market and planningMichael MartinNo ratings yet
- Understanding EMU ConceptsDocument16 pagesUnderstanding EMU ConceptsHARSH MATHURNo ratings yet
- Great Western: County Classes: The Churchward 4-4-0s, 4-4-2 Tanks and Hawksworth 4-6-0sFrom EverandGreat Western: County Classes: The Churchward 4-4-0s, 4-4-2 Tanks and Hawksworth 4-6-0sNo ratings yet
- Railwayana Auction Catalogue: April 2014Document88 pagesRailwayana Auction Catalogue: April 2014The Crewe Heritage CentreNo ratings yet
- 58 Pioneer Zephyr 1934Document6 pages58 Pioneer Zephyr 1934Martin J.No ratings yet
- Gas Turbine-Electric LocomotiveDocument4 pagesGas Turbine-Electric LocomotiveaghakhanyNo ratings yet
- Railway Interiors2013Document108 pagesRailway Interiors2013christian_campean100% (1)
- US Army S160 ClassDocument6 pagesUS Army S160 ClassNancy CunninghamNo ratings yet
- Albany Union Station L&RP No. 12 Jan. - Feb. 1988Document14 pagesAlbany Union Station L&RP No. 12 Jan. - Feb. 1988staustell92100% (1)
- The Walschaerts Valve GearDocument2 pagesThe Walschaerts Valve Gearstaustell92No ratings yet
- ECoS 2 Handbuch ESUKG en User Manual Edition I February 2010 EbookDocument48 pagesECoS 2 Handbuch ESUKG en User Manual Edition I February 2010 Ebookmodeltog_tossenNo ratings yet
- Steam Power Quarterly v-XXIXDocument46 pagesSteam Power Quarterly v-XXIXSean100% (2)
- Auto KrazDocument20 pagesAuto Krazwildflo100% (1)
- The Great Western Railway in the First World WarFrom EverandThe Great Western Railway in the First World WarRating: 4 out of 5 stars4/5 (1)
- March 08 Logging Town 25 North Part 2Document2 pagesMarch 08 Logging Town 25 North Part 2api-190819948No ratings yet
- Prices RoundhouseDocument8 pagesPrices RoundhouseFrancisco FerrandoNo ratings yet
- LIRR Locomotive Roster 1836 - 1871Document24 pagesLIRR Locomotive Roster 1836 - 1871Bob Diamond100% (1)
- MAY 2023 Walthers New Product Announcement PDFDocument7 pagesMAY 2023 Walthers New Product Announcement PDFColin 't HartNo ratings yet
- The History of Using Solar EnergyDocument8 pagesThe History of Using Solar Energyarnika33No ratings yet
- United Traction Co. Last Trolley Rides August 10, 1946Document2 pagesUnited Traction Co. Last Trolley Rides August 10, 1946staustell92100% (1)
- Steamboats - Hudson River - From 1786Document214 pagesSteamboats - Hudson River - From 1786Clyde Steamers100% (1)
- Locomotive Boiler Construction, Working and UsesDocument7 pagesLocomotive Boiler Construction, Working and UsesOmar Ramirez SarmientoNo ratings yet
- GFRDocument41 pagesGFRedyvis100% (1)
- SMH Rail SDN BHD - InnoTrans - AusstellerDocument2 pagesSMH Rail SDN BHD - InnoTrans - Ausstellerchoon yong lohNo ratings yet
- Steam on the Southern and Western: A New Glimpse of the 1950s & 1960sFrom EverandSteam on the Southern and Western: A New Glimpse of the 1950s & 1960sRating: 4 out of 5 stars4/5 (1)
- Rail Engineering 101Document131 pagesRail Engineering 101Lee WebbNo ratings yet
- 2017 Hornby CatalogueDocument72 pages2017 Hornby CatalogueCaradine GeorgeNo ratings yet
- Cat RM500Document16 pagesCat RM500Harangozó EdinaNo ratings yet
- Bonfiglioni 300 Series (NEMA)Document276 pagesBonfiglioni 300 Series (NEMA)Pieter van der WaltNo ratings yet
- Farm and Garden Tractors (1920)Document304 pagesFarm and Garden Tractors (1920)"Rufus"No ratings yet
- 2013 Prestolite CatalogDocument32 pages2013 Prestolite CatalogAlan ArcuriNo ratings yet
- Caterpillar Cat Lift Trucks Spec Bb1766 DUNCAN FUND CENTRODocument14 pagesCaterpillar Cat Lift Trucks Spec Bb1766 DUNCAN FUND CENTROrichard cardenasNo ratings yet
- REMU Big FloatDocument2 pagesREMU Big FloatForomaquinasNo ratings yet
- Appendix 2 - Vehicle Valuation ChecklistDocument5 pagesAppendix 2 - Vehicle Valuation ChecklistRahel SorriNo ratings yet
- Steam Boilers VeloaDocument96 pagesSteam Boilers VeloaSteve WanNo ratings yet
- PREP MACHINES (From " - 42") : Pipe Equipment Specialists LTDDocument36 pagesPREP MACHINES (From " - 42") : Pipe Equipment Specialists LTDJorgeNo ratings yet
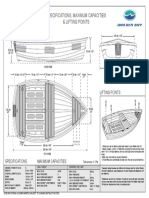
- Walker Bay 10 (WB 10F) Specifications, Maximum Capacities & Lifting PointsDocument1 pageWalker Bay 10 (WB 10F) Specifications, Maximum Capacities & Lifting PointsDragoNo ratings yet
- Bhel TG RollingDocument26 pagesBhel TG RollingAnand Swami100% (2)
- Gearing Success with M Series Geared MotorsDocument20 pagesGearing Success with M Series Geared Motorsjayesh gohilNo ratings yet
- 374DL SpecalogDocument28 pages374DL SpecalogDiego Osorio AguirreNo ratings yet
- Pit Viper 351Document6 pagesPit Viper 351Sebastian Robles100% (2)
- Ariens 927000 Series Riding Mower Repair ManualDocument66 pagesAriens 927000 Series Riding Mower Repair ManualProfCBSjr100% (1)
- 8490-25a Emsco FC-1600 7500psiDocument13 pages8490-25a Emsco FC-1600 7500psimrcaglarNo ratings yet
- P350P2 / P400E2: Perkins 2306C-E14TAG2Document1 pageP350P2 / P400E2: Perkins 2306C-E14TAG2jaime leonNo ratings yet
- 345C 365C 385C NPI Large Hydraulic Information IIDocument63 pages345C 365C 385C NPI Large Hydraulic Information IIAnjelo Jeanhpool Hidalgo AlvaradoNo ratings yet
- John Deere 770DDocument6 pagesJohn Deere 770DRonnie Van de PloegNo ratings yet
- Ds Pf8v71nDocument2 pagesDs Pf8v71nEsteban Medina Lemos100% (1)
- Return to Main Menu General Information ManualDocument278 pagesReturn to Main Menu General Information ManualDimas Fauzi86% (7)
- 6bta g1Document6 pages6bta g1Yè WințNo ratings yet
- Subdrives FranklinDocument24 pagesSubdrives FranklinEmanuel Fernandez CorreaNo ratings yet
- ASHRAE Presentation Nov 19, 2011Document119 pagesASHRAE Presentation Nov 19, 2011Harish MenonNo ratings yet
- Montacargas Hyster E50XNDocument3 pagesMontacargas Hyster E50XNricardo reyesNo ratings yet
- Emers-6024-En (6ctaa8.3-G7) PDFDocument2 pagesEmers-6024-En (6ctaa8.3-G7) PDFMohammed MostafaNo ratings yet
- CAT 320 SpecsDocument23 pagesCAT 320 SpecsFelipe Pisklevits LaubeNo ratings yet
- 385B - 385BL Specalog (AEHQ5464-02)Document28 pages385B - 385BL Specalog (AEHQ5464-02)suwarjitechnicNo ratings yet
- 6.8 L Engine Model: 6068TFM50 Rating: M2 - 175 HP (130 KW) at 2400 RPM M1 - 154 HP (115 KW) at 2300 RPM Application: MarineDocument2 pages6.8 L Engine Model: 6068TFM50 Rating: M2 - 175 HP (130 KW) at 2400 RPM M1 - 154 HP (115 KW) at 2300 RPM Application: Marineebey_endunNo ratings yet
- 116 Atlas Copco Roc d7 Handbook PDFDocument8 pages116 Atlas Copco Roc d7 Handbook PDFSANTIAGO AGUDELO BUITRAGONo ratings yet