You might also like
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- 6 Pile GroupDocument4 pages6 Pile GroupAnonymous nwByj9L100% (1)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Composites in Aerospace IndustryDocument20 pagesComposites in Aerospace IndustryMansi AroraNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5813)
- American Standard Blind Rivet Ifi 114Document5 pagesAmerican Standard Blind Rivet Ifi 114yoshdog@gmail.comNo ratings yet
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (348)
- Cuáles Son Las Etapas de Un ProyectoDocument5 pagesCuáles Son Las Etapas de Un Proyectoyelys100% (1)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1092)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (844)
- Cimentaciones Monobloques - Postes v0.2Document3 pagesCimentaciones Monobloques - Postes v0.2cabapena100% (1)
- Project Management For Construction - Construction PlanningDocument19 pagesProject Management For Construction - Construction PlanningFarid MorganNo ratings yet
- KochDocument181 pagesKochRichard FelipNo ratings yet
- Memoria Descriptiva ArquitecturaDocument3 pagesMemoria Descriptiva ArquitecturaPatricia Feria Vilchez80% (10)
- Site Analysis On A Context of Land Use AnalysisDocument9 pagesSite Analysis On A Context of Land Use AnalysisBharat OraonNo ratings yet
- 1.1.1 A.aislada-2eeDocument11 pages1.1.1 A.aislada-2eeGonzales EnriqueNo ratings yet
- Diseño A Flexo-Compresión 1Document15 pagesDiseño A Flexo-Compresión 1Luis LeivaNo ratings yet
- Especificaciones Tecnicas Finales-Acceso Vial Planta Amoniaco y Urea (22!06!2015)Document37 pagesEspecificaciones Tecnicas Finales-Acceso Vial Planta Amoniaco y Urea (22!06!2015)Jaime JlNo ratings yet
- Meeting PointsDocument2 pagesMeeting PointsPrateek JhanjiNo ratings yet
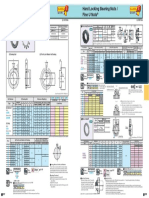
- HLB Flier MisumiDocument1 pageHLB Flier MisumiJayden BarnesNo ratings yet
- Sandman® Mission Pump Parts ListDocument2 pagesSandman® Mission Pump Parts ListMazhar HussainNo ratings yet
- Informe Semanal N°5Document10 pagesInforme Semanal N°5Andres LeytonNo ratings yet
- Análisis de Costos de Un Edificio MultifamiliarDocument88 pagesAnálisis de Costos de Un Edificio MultifamiliarCésar Toscano Mateo100% (1)
- Columns and SlabsDocument22 pagesColumns and SlabsMohammedAbbasNo ratings yet
- COA Rules and Regulations PDFDocument38 pagesCOA Rules and Regulations PDFAyushi JainNo ratings yet
- Appendix B: List of Ppas: Rank GAM Total Proj. Number Programs ProjectsDocument6 pagesAppendix B: List of Ppas: Rank GAM Total Proj. Number Programs ProjectsJustine RazonNo ratings yet
- Unit 9 Project Stakeholder ManagementDocument14 pagesUnit 9 Project Stakeholder ManagementTemesgen ZereabrukNo ratings yet
- Paper-1 Test-1Document65 pagesPaper-1 Test-1Sri100% (1)
- Tutorial Gestproject2010Document211 pagesTutorial Gestproject2010Quique CáceresNo ratings yet
- Sched of DoorsDocument1 pageSched of DoorsRandy FarenasNo ratings yet
- Unops Meru-Site Status ReportDocument5 pagesUnops Meru-Site Status ReportBright MuzaNo ratings yet
- Catalogo EcuaceramicaDocument88 pagesCatalogo EcuaceramicaFranco TamayoNo ratings yet
- Ficha Técnica TECHNIFLO SCMH 50x32-160Document3 pagesFicha Técnica TECHNIFLO SCMH 50x32-160kcentenoNo ratings yet
- Percentage Conversion Chart For Slopes & GradientsDocument1 pagePercentage Conversion Chart For Slopes & GradientscrohasNo ratings yet
- Cofragem e DescofragemDocument8 pagesCofragem e DescofragemnelnotaNo ratings yet
- Primera Practica Calificada Ec-511i 2021-2Document1 pagePrimera Practica Calificada Ec-511i 2021-2José Luis Quispe GarayNo ratings yet