You might also like
- Hitting A Powder at A Dead End and Compacting It. Another MethodDocument12 pagesHitting A Powder at A Dead End and Compacting It. Another Methodshare videoNo ratings yet
- LES Analysis of Mixture Formation and Ignitability in An Unsteady Methane JetDocument6 pagesLES Analysis of Mixture Formation and Ignitability in An Unsteady Methane Jetkurniawan waskitoNo ratings yet
- Throwing of Fire-Extinguishing Powder Jets From BarrelsDocument4 pagesThrowing of Fire-Extinguishing Powder Jets From BarrelsHai PhamNo ratings yet
- Glossary of Terms Used in Explosives and BlastingDocument13 pagesGlossary of Terms Used in Explosives and BlastingAgha Shafi Jawaid KhanNo ratings yet
- Hindawi Concrete TempDocument13 pagesHindawi Concrete TempRadhaAnanthalekshmiNo ratings yet
- Effect of Hardness On Erosion of W C - C o Composites: M. T. LaugierDocument3 pagesEffect of Hardness On Erosion of W C - C o Composites: M. T. LaugiermichaellaugierNo ratings yet
- 10.fire Part 3Document28 pages10.fire Part 3Faiz SaibolNo ratings yet
- Polymeric MaterialsDocument20 pagesPolymeric MaterialsRomeo RizziNo ratings yet
- Solid Conveying in Vane Extruder For Polymer Processing: Effects On Pressure EstablishmentDocument10 pagesSolid Conveying in Vane Extruder For Polymer Processing: Effects On Pressure EstablishmentИгорь БезукладниковNo ratings yet
- Find The Optimum Cyclone Size With Respect To The Fines in Pneumatic Conveying SystemsDocument5 pagesFind The Optimum Cyclone Size With Respect To The Fines in Pneumatic Conveying SystemsezequieltoniNo ratings yet
- Influence of Confining Pressure On The Combustion Dynamics of Selected ExplosivesDocument8 pagesInfluence of Confining Pressure On The Combustion Dynamics of Selected ExplosivesAnonymous sn5PGOsD53No ratings yet
- JournalOfLossPreventionInTheProcessIndustries v14 P475to487Document13 pagesJournalOfLossPreventionInTheProcessIndustries v14 P475to487SapphireNo ratings yet
- PerforatingDocument78 pagesPerforatingامير العذاريNo ratings yet
- Blasting Rock: and MethodsDocument61 pagesBlasting Rock: and MethodsSeraphin BibaNo ratings yet
- Correlations To Predict Frictional Pressure Loss of Hydraulic-Fracturing Slurry in Coiled TubingDocument15 pagesCorrelations To Predict Frictional Pressure Loss of Hydraulic-Fracturing Slurry in Coiled TubingErdal AYDINNo ratings yet
- Cased Hole PerforatingDocument19 pagesCased Hole PerforatingRolando Gabriel Segovia Perez100% (1)
- 1 - Die SwellDocument11 pages1 - Die Swellsalmatu31No ratings yet
- Art. Bellissimo Su Quenching Flame ArresterDocument15 pagesArt. Bellissimo Su Quenching Flame Arrestercristiano meiNo ratings yet
- Ms PDFDocument15 pagesMs PDFfiroz989No ratings yet
- Art 1Document7 pagesArt 1Ana Laura LopesNo ratings yet
- Lecture 4Document12 pagesLecture 4Alok KumarNo ratings yet
- Montecarlo ApproachDocument9 pagesMontecarlo ApproachDebasishNathNo ratings yet
- Turbulent Jet Initiation of Detonation in Hydrogen-Air MixturesDocument6 pagesTurbulent Jet Initiation of Detonation in Hydrogen-Air MixturesKonstantinKotNo ratings yet
- Assessment of Pressure Waves Generated by ExplosivDocument16 pagesAssessment of Pressure Waves Generated by Explosivdiana nistoranNo ratings yet
- Xi Paper 29 PDFDocument17 pagesXi Paper 29 PDFSHAILENDRANo ratings yet
- Finite Element Simulation of Explosive WeldingDocument14 pagesFinite Element Simulation of Explosive WeldingWahyu Lailil FaisNo ratings yet
- A. R. Piriz Et Al - The Z-Pinch Snowplow Model RevisitedDocument1 pageA. R. Piriz Et Al - The Z-Pinch Snowplow Model RevisitedCola7890No ratings yet
- Amyote 1989. Lycopodium Dust Explosions in A Hartmann Bomb - Effects of TurbulenceDocument8 pagesAmyote 1989. Lycopodium Dust Explosions in A Hartmann Bomb - Effects of TurbulenceHamed SattarNo ratings yet
- A5 WedgeSplittingTestDocument9 pagesA5 WedgeSplittingTestPrayush RajbhandariNo ratings yet
- Model For Indirect Determination of The Tensile Stree-Strain Curve Carmona2012Document13 pagesModel For Indirect Determination of The Tensile Stree-Strain Curve Carmona2012MICHAEL MWONGANo ratings yet
- Blast Response of Industrial Structures - Ali SariDocument98 pagesBlast Response of Industrial Structures - Ali SariMUTHUKKUMARAMNo ratings yet
- Crystallization of Poly (Ethylene Terephthalate) Under Tensile Strain: Crystalline Development Versus Mechanical BehaviourDocument7 pagesCrystallization of Poly (Ethylene Terephthalate) Under Tensile Strain: Crystalline Development Versus Mechanical BehaviourPiyalarp LudeelerdNo ratings yet
- Drilling Manual: Subject: Use of Explosives in Drilling OperationsDocument16 pagesDrilling Manual: Subject: Use of Explosives in Drilling OperationsMostafa ElghifaryNo ratings yet
- Debschutz 1993Document7 pagesDebschutz 1993Hannan yusuf KhanNo ratings yet
- Revisiting The Dang Van CriterionDocument5 pagesRevisiting The Dang Van CriterionHsan HaddarNo ratings yet
- The Use of Utilizable Explosives To Increase The Efficiency of An ExplosionDocument4 pagesThe Use of Utilizable Explosives To Increase The Efficiency of An ExplosionAnonymous sn5PGOsD53No ratings yet
- On The Modeling of Continuous Mixers. Part II: The CokneaderDocument13 pagesOn The Modeling of Continuous Mixers. Part II: The CokneaderAuro SinghNo ratings yet
- Rep039 003Document17 pagesRep039 003Ilhame HarNo ratings yet
- Final Report Proposal 6-04-252Document3 pagesFinal Report Proposal 6-04-252Yousfi MohamedNo ratings yet
- 10 PDFDocument38 pages10 PDFTejinder SinghNo ratings yet
- Fracture, Fatigue, Failure and Damage Evolution, Volume 3Document6 pagesFracture, Fatigue, Failure and Damage Evolution, Volume 3Ali FahemNo ratings yet
- Design Strategies of Particle Dampers For Large Scale ApplicationsDocument32 pagesDesign Strategies of Particle Dampers For Large Scale ApplicationsrathanNo ratings yet
- Numerical Simulation of Composition B High Explosive Charge Desensitization in Gap Test Assembly After Loading by Precursor WaveDocument7 pagesNumerical Simulation of Composition B High Explosive Charge Desensitization in Gap Test Assembly After Loading by Precursor WaveDhruv PatelNo ratings yet
- 10.1016 J.ijfatigue.2016.12.024 in Situ Fretting Fatigue Crack Propagation Analysis Using Synchrotron X Ray RadiographyDocument14 pages10.1016 J.ijfatigue.2016.12.024 in Situ Fretting Fatigue Crack Propagation Analysis Using Synchrotron X Ray Radiographyhamid rezaNo ratings yet
- Hisaatsu Kato Et Al - Application of Overdriven Detonation in High Density Explosive To Shaped ChargeDocument8 pagesHisaatsu Kato Et Al - Application of Overdriven Detonation in High Density Explosive To Shaped ChargeTuoma2No ratings yet
- FrictionDocument8 pagesFrictionperalta78No ratings yet
- The Mechanical Behaviour of Aluminium FoDocument15 pagesThe Mechanical Behaviour of Aluminium FoGaneah laxmanNo ratings yet
- 10.1515 - Phys 2019 0022Document8 pages10.1515 - Phys 2019 0022yjt211No ratings yet
- 2012 PEERS TandraTranBussmannJonesDocument19 pages2012 PEERS TandraTranBussmannJonesMOISE DIONNo ratings yet
- Applicability of Composite Charpy Impact Method For Strain Hardening Textile Reinforced Cementitious CompositesDocument9 pagesApplicability of Composite Charpy Impact Method For Strain Hardening Textile Reinforced Cementitious CompositesfaisalNo ratings yet
- Jpconf12 377 012051Document10 pagesJpconf12 377 012051Anonymous PD0xpDErNo ratings yet
- Ren 2016 IOP Conf. Ser. Mater. Sci. Eng. 137 012007 PDFDocument8 pagesRen 2016 IOP Conf. Ser. Mater. Sci. Eng. 137 012007 PDFMun JiwonNo ratings yet
- The New Methods For Scuffing and Pitting Investigation of Coated Materials For Heavy Loaded, Lubricated ElementsDocument17 pagesThe New Methods For Scuffing and Pitting Investigation of Coated Materials For Heavy Loaded, Lubricated ElementsMurthy MandalikaNo ratings yet
- Charoensirisomboon 1998Document5 pagesCharoensirisomboon 1998varsha patilNo ratings yet
- 08 Notch SensitivityDocument8 pages08 Notch SensitivityamokhtaNo ratings yet
- Determining of Damping Factor of Belt On The Basis of Hysteresis Loop in Calculation of Conveyor Belt Rolling ResistanceDocument10 pagesDetermining of Damping Factor of Belt On The Basis of Hysteresis Loop in Calculation of Conveyor Belt Rolling ResistanceSuwan De SilvaNo ratings yet
- Cho 20091Document7 pagesCho 20091muhammadNo ratings yet
- Vibration Welding of Thermoplastics. Part I: Phenomenology of The Welding ProcessDocument10 pagesVibration Welding of Thermoplastics. Part I: Phenomenology of The Welding ProcessUriel PeñaNo ratings yet
- Applied Thermal Engineering: Research PaperDocument10 pagesApplied Thermal Engineering: Research PapermohamedNo ratings yet
- Granular Materials at Meso-scale: Towards a Change of Scale ApproachFrom EverandGranular Materials at Meso-scale: Towards a Change of Scale ApproachNo ratings yet
- Now You See MeDocument7 pagesNow You See Meshare videoNo ratings yet
- Solved IIFT 2019 Paper With SolutionsDocument63 pagesSolved IIFT 2019 Paper With SolutionsRISHABH JAINNo ratings yet
- Assignment - 2 Principle of Management HSM-433Document12 pagesAssignment - 2 Principle of Management HSM-433share videoNo ratings yet
- Project Management Plan For Developing Content For E-Learning BusinessDocument8 pagesProject Management Plan For Developing Content For E-Learning Businessshare videoNo ratings yet
- Assignment 02 - Puneesh (17109040) : Company'S BackgroundDocument5 pagesAssignment 02 - Puneesh (17109040) : Company'S Backgroundshare videoNo ratings yet
- Rajat GoyalDocument8 pagesRajat Goyalshare videoNo ratings yet
- ModuleDocument172 pagesModuleAnand MurugananthamNo ratings yet
- D - KY /a 11/6 OIF P I. SL Nt-0Document28 pagesD - KY /a 11/6 OIF P I. SL Nt-0share videoNo ratings yet
- Compaction of Tungsten Using Explosive PDFDocument6 pagesCompaction of Tungsten Using Explosive PDFshare videoNo ratings yet
- MET 51 3 337 340 HoltzerDocument5 pagesMET 51 3 337 340 Holtzershare videoNo ratings yet
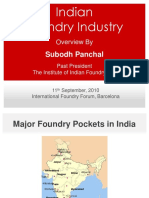
- Indian Foundry Industry - Subodh Panchal PDFDocument42 pagesIndian Foundry Industry - Subodh Panchal PDFshare videoNo ratings yet
- Status of Indian Foundry Industry: DR H Sundara MurthyDocument37 pagesStatus of Indian Foundry Industry: DR H Sundara MurthyAnonymous Cw0T1ANo ratings yet
- Foundrymarketinindia2014 Sample 150721080628 Lva1 App6892 PDFDocument36 pagesFoundrymarketinindia2014 Sample 150721080628 Lva1 App6892 PDFAtique MohammedNo ratings yet
- Newtrendsinfoundrytechnologiesautosaved 140221052924 Phpapp01 PDFDocument16 pagesNewtrendsinfoundrytechnologiesautosaved 140221052924 Phpapp01 PDFshare videoNo ratings yet
- Indian Foundry Industry - Subodh Panchal PDFDocument42 pagesIndian Foundry Industry - Subodh Panchal PDFshare videoNo ratings yet
- The Green House Effect SpeechDocument1 pageThe Green House Effect Speechdevajith0% (1)
- 2017 - 10 - 05 - Propane Isotherms On The PV Plane Using The Peng-Robinson Equation of StateDocument13 pages2017 - 10 - 05 - Propane Isotherms On The PV Plane Using The Peng-Robinson Equation of StateshalalalaNo ratings yet
- Physical Chemistry - Energetics - Problems From Ex. - Heat Energy - Page 225 Student BKDocument5 pagesPhysical Chemistry - Energetics - Problems From Ex. - Heat Energy - Page 225 Student BKMin Khant ZawNo ratings yet
- E L S Chapter TestDocument7 pagesE L S Chapter TestMark John EspongaNo ratings yet
- Lecture13 Diffusion NptelDocument13 pagesLecture13 Diffusion NptelChinar MathurNo ratings yet
- Learning Module DDR 12Document11 pagesLearning Module DDR 12Josiel GarciaNo ratings yet
- Science-Reviewer TyphoonsDocument10 pagesScience-Reviewer TyphoonsLaxiava VaniaNo ratings yet
- African Knowledges and SciencesDocument176 pagesAfrican Knowledges and SciencesSNNo ratings yet
- Ecological Succession ActivityDocument3 pagesEcological Succession Activityapi-236697820100% (1)
- Fundamentals of Engineering Thermodynamics (Solutions Manual) (M. J. Moran & H. N. Shapiro)Document451 pagesFundamentals of Engineering Thermodynamics (Solutions Manual) (M. J. Moran & H. N. Shapiro)eltytanNo ratings yet
- Fabio Bozza (2003)Document13 pagesFabio Bozza (2003)Onnuri WonNo ratings yet
- Mrezni Kodeks 2019 enDocument62 pagesMrezni Kodeks 2019 enNedim HadžiaganovićNo ratings yet
- Earth and Life Science: RocksDocument15 pagesEarth and Life Science: Rocksangel annNo ratings yet
- Estimating Evaporation From Water SurfacesDocument27 pagesEstimating Evaporation From Water SurfacesVinh Do ThanhNo ratings yet
- Env Awareness ProblemsDocument2 pagesEnv Awareness ProblemsPaula FontesNo ratings yet
- BSDS 105 Environmental ManagementDocument7 pagesBSDS 105 Environmental ManagementEmmanuel M. ChiwaNo ratings yet
- Chemistry DPS PAPERDocument2 pagesChemistry DPS PAPERRoboNo ratings yet
- r05310804 Mass Transfer Operations IDocument8 pagesr05310804 Mass Transfer Operations ISrinivasa Rao GNo ratings yet
- Đề 6.Mh2022.Key Chi TiếtDocument18 pagesĐề 6.Mh2022.Key Chi Tiếttailieu hienNo ratings yet
- All Is SelfDocument2 pagesAll Is SelfMichaelNo ratings yet
- Evolution - The Extended Synthesis by Massimo PigliucciDocument505 pagesEvolution - The Extended Synthesis by Massimo PigliucciEduardo García100% (1)
- 2023 HCI H2 Chem Prelim Paper 1 Question PaperDocument14 pages2023 HCI H2 Chem Prelim Paper 1 Question PaperMinh LukeNo ratings yet
- Soil StabilizationDocument4 pagesSoil StabilizationVikas Kumar100% (1)
- Gas Turbines Technology, Efficiency and Performance by Donna J. Ciafone PDFDocument236 pagesGas Turbines Technology, Efficiency and Performance by Donna J. Ciafone PDFSrajanShettyNo ratings yet
- 1.1 National Service Training Progam Geographic Hazards and Disaster Risk Profiles of The Philippines ReportDocument19 pages1.1 National Service Training Progam Geographic Hazards and Disaster Risk Profiles of The Philippines ReportDaryl Oseña100% (1)
- CivilsTap - CSAT - 2021 - Lecture - 6 PYQDocument7 pagesCivilsTap - CSAT - 2021 - Lecture - 6 PYQPPPNo ratings yet
- Present Day Challenges in Power SystemsDocument80 pagesPresent Day Challenges in Power SystemsboopelectraNo ratings yet
- Free Nfpa Guide PDF A Guide To Nfpa 704 / Nfpa Fire Diamond LabelingDocument2 pagesFree Nfpa Guide PDF A Guide To Nfpa 704 / Nfpa Fire Diamond LabelingBen Geck100% (1)
- Building Block of NatureDocument2 pagesBuilding Block of NatureDharmendra SinghNo ratings yet
- Renewable 0 Energy 0 ReportDocument94 pagesRenewable 0 Energy 0 ReportTara Sinha100% (1)