You might also like
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (589)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5796)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1091)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- NTPC DiaryDocument97 pagesNTPC Diaryacorna0% (1)
- Column Flotation A Selected Review. Part I. Finch1991Document12 pagesColumn Flotation A Selected Review. Part I. Finch1991mancel cardenasNo ratings yet
- 8ADocument17 pages8Aselene50% (2)
- Effect of Particle Size On The Reverse Flotation of Subbituminous CoalDocument8 pagesEffect of Particle Size On The Reverse Flotation of Subbituminous Coalmancel cardenasNo ratings yet
- An Improved Model For Simulation of Flotation Circuits PDFDocument13 pagesAn Improved Model For Simulation of Flotation Circuits PDFmancel cardenasNo ratings yet
- Seed Moisture Dependent On Physical and MechanicalDocument15 pagesSeed Moisture Dependent On Physical and Mechanicalmancel cardenasNo ratings yet
- (English) History of Insurance in India - Keerthi History (DownSub - Com)Document5 pages(English) History of Insurance in India - Keerthi History (DownSub - Com)Monnu montoNo ratings yet
- Case AnalysisDocument25 pagesCase AnalysisNem Morera100% (1)
- Mining Valuation Lesson: Cut-Off Grade Theory and Practice: 04 Dec 2011 Comment: 0Document8 pagesMining Valuation Lesson: Cut-Off Grade Theory and Practice: 04 Dec 2011 Comment: 0davidchaileNo ratings yet
- SWOT Analysis On Readymade Garment Industry in BangladeshDocument3 pagesSWOT Analysis On Readymade Garment Industry in BangladeshMd.Latifull Alam100% (1)
- Republic of The Philippines Nueva Vizcaya State University Bayombong, Nueva Vizcaya STRATEGIC PLAN 2019-2023 Extension and Training ProgramDocument4 pagesRepublic of The Philippines Nueva Vizcaya State University Bayombong, Nueva Vizcaya STRATEGIC PLAN 2019-2023 Extension and Training ProgramJoemar SubongNo ratings yet
- GW 05 5 en 2204 MaDocument100 pagesGW 05 5 en 2204 MaazharzebNo ratings yet
- FAR - Biological AssetsDocument1 pageFAR - Biological AssetsJun JunNo ratings yet
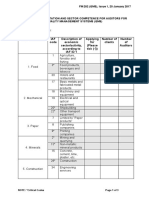
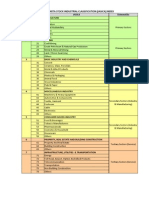
- FM 202 QMS Issue 1-20 JanDocument4 pagesFM 202 QMS Issue 1-20 Jandaniel manafNo ratings yet
- Custom Seat Rail FormDocument1 pageCustom Seat Rail FormIvan Ezequiel CastilloNo ratings yet
- Daftar Emiten BEIDocument23 pagesDaftar Emiten BEIisnaini latifah0% (1)
- Critical Thinking and Discussion Question (Chpter8)Document3 pagesCritical Thinking and Discussion Question (Chpter8)Qasih Izyan100% (3)
- Underwater Cutting and Welding KitDocument5 pagesUnderwater Cutting and Welding Kitromeo baveraNo ratings yet
- The Pretoria News July 11 2017 PDFDocument25 pagesThe Pretoria News July 11 2017 PDFBoki VaskeNo ratings yet
- Thailand at The Turn of CenturyDocument2 pagesThailand at The Turn of CenturyAlexis MechaelaNo ratings yet
- V1 BHI - Parkkent PresentationDocument71 pagesV1 BHI - Parkkent PresentationA. U. QureshiNo ratings yet
- A Guide To Insurance ClaimsDocument6 pagesA Guide To Insurance ClaimsNKOYOYO HANNINGTONNo ratings yet
- A Study On Perception of Investors Investing in Life InsuranceDocument109 pagesA Study On Perception of Investors Investing in Life InsuranceSujal BedekarNo ratings yet
- Swot Beekeeping BGDocument8 pagesSwot Beekeeping BGlorenzo1970No ratings yet
- Indian Economy On The Eve of IndependenceDocument38 pagesIndian Economy On The Eve of Independencesocial sites100% (3)
- Ayub KhanDocument8 pagesAyub KhanAbdul AleemNo ratings yet
- Unece Standard Ffv-45 Mangoes: 2017 EDITIONDocument8 pagesUnece Standard Ffv-45 Mangoes: 2017 EDITIONNur A AlamNo ratings yet
- English Diagnostic Report Togo - Rev - Eng PDFDocument95 pagesEnglish Diagnostic Report Togo - Rev - Eng PDFfidelioas2000No ratings yet
- My Class NotesDocument24 pagesMy Class NotesKhushi ThakurNo ratings yet
- WATS - 2019 - IATA From Mail PDFDocument7 pagesWATS - 2019 - IATA From Mail PDFRombout100% (1)
- WM N Deltech 2012Document4 pagesWM N Deltech 2012Claudio TurlherNo ratings yet
- BFI 306 Finance ExamDocument4 pagesBFI 306 Finance ExamBOL AKETCHNo ratings yet
- Leonido Pulido PPT - Sept 3 2020Document16 pagesLeonido Pulido PPT - Sept 3 2020Karen Jella EscobinNo ratings yet
- Isbp PDFDocument2 pagesIsbp PDFmackjblNo ratings yet