INTERNATIONAL Iso
STANDARD 10675-1
First edition
2008-03-01
Non-destructive testing of welds —
Acceptance levels for radiographic
testing —
Part 1:
Steel, nickel, titanium and their alloys
Essais non destructifs des assemblages soudés — Niveaux
diacceptation pour évaluation par radiographie —
Partie 1: Acier, nickel, ttane et leurs alliages
Reference number
180 10675-1:2008(E)
180 2008
NUCLEAR NDT R& S SRL - BUCURESTI
ISO 10675-1:2008(E)
POF disclaimer
‘This POF fle may contain embeded typetaces. In accordance with Fdobe's owasing policy. this fle may be printed or viewed but
shall not be edited unless the typefaces which are embedded are licensed to and installed on the computer performing the exiting, 0
ownioacing this fie, pales accept therein the responsibilty of not infinging Adobe's licensing poly. The ISO Central Secretariat
‘accepts no liability in this area,
‘Adobe isa trademark of Adobe Systems Incorporated
Details ofthe software products used to create this POF file can be found in the General Info relative to the fle; the POF-ereation
‘parameters were optimized for printing. Every care has been taken to ensue thatthe fe is sultable fr Use by ISO member bodes. In
the unlikely event tha a problem relating to I's found, please inform the Central Secretariat atthe acress given below,
A COPYRIGHT PROTECTED DOCUMENT
© 180.2008
Al rights reserved, Urless otherwise specitied, no part of ths publation may be reproduced or uiized in any form or by any means,
‘electronic or mechanical including photocopying and microti, withouk perission in writing from either ISO atthe adress below oF
150s member body ia the county ofthe requester
180 copyright offee
Case postale 56 = CH-1211 Geneva 20
Tol #41 22 74901 11
Fax + 41 22 74909 47
E-mail copyright@so or9
Web win is0 0°
Publioned in Switzerland
ii {© 180 2008 — All sighs reserved
NUCLEAR NDT R& S SRL - BUCURESTI
ISO 10675-1:2008(E)
Contents
Foreword,
Scope
Normative references.
Radiographic technique nn
General
onon
Acceptance leVel8..nonn
Annex A (informative) Guide to the limitati
Annex B (informative) Examples for determination of area percentage (%) of imperfections.
Annex C (normative) Sum of acceptable areas.
Bibliography.
(© 150 2008 ~ Allright ceserved ii
NUCLEAR NDT R& S SRL - BUCURESTI
Foreword
1SO (the International Organization for Standardization) is a worldwide federation of national standards bodies
(ISO member bodies). The work of preparing International Standards is normally carried out through ISO
technical committees. Each member body interested in a subject for which a technical committee has been
established has the right 10 be represented on that committee. International organizations, governmental and
non-governmental, in liaison with ISO, also take part in the work. ISO collaborates closely with the
\atemational Electrotechnical Commission (IEC) on all matters of electrotechnical standardization,
International Standards are drafted in accordance with the rules given in the ISO/IEC Directives, Part 2.
The main task of technical committees is to prepare International Standards. Draft International Standards
adopted by the technical committees are circulated to the member bodies for voting. Publication as an
International Standard requires approval by at least 75 % of the member bodies casting a vote.
Attention is drawn to the possibilty that some of the elements of this document may be the subject of patent
rights. [SO shall not be held responsible for identifying any of all such patent rights.
ISO 10675-1 was prepared by the European Committee for Standardization (as EN 42517-1:2006) and was
adopted, under a special “fast-track procedure’, by Technical Committee ISO/TC 44, Welding and allied
processes, Subcommittee SC 5, Testing and inspection of welds, in parallel with its approval by the ISO
member bodies.
Requests for official interpretations of any aspect of this part of ISO 10675 should be directed to the
‘Secretariat of ISO/TC 44/SC 5 via your national standards body. A complete listing of these bodies can be
found at wivw.iso.org.
wv © 180 2008 ~ Al rights reserved
NUCLEAR NDT R& S SRL - BUCURESTI
INTERNATIONAL STANDARD ISO 10675-1:2008(E)
Non-destructive testing of welds — Acceptance levels for
radiographic testing —
Part 1:
Steel, nickel, titanium and their alloys
1 Scope
This part of ISO 10675 specifies acceptance levels for indications from imperfections in butt welds of stee!,
nickel, titanium and their alloys detected by radiographic testing. If agreed, the acceptance levels may be
applied to other types of welds or materials.
The acceptance levels may be related to welding standards, application standards, specifications or codes.
This part of ISO 10675 assumes that the radiographic testing has been carried out in accordance with
1SO 17636
When assessing whether a weld meets the requirements specified for a weld quality level, the sizes of
imperfections permitted by standards are compared with the dimensions of indications revealed by a
radiograph made of the weld.
2 Normative references
The following referenced documents are indispensable for the application of this document. For dated
references, only the edition cited applies. For undated references, the latest edition of the referenced
document (inciuding any amendments) applies
1SO 5817, Welding — Fusion-welded joints in steel, nickel, titanium and their alloys (beam welding
excluded) — Quality levels for imperfections
ISO 6520-1, Welding and allied processes — Classification of geometric imperfections in metallic materials —
Part 1: Fusion welding
ISO 17636, Non-destructive testing of welds — Radiographic testing of fusion-welded joints
3. Radiographic technique
Depending on the weld quality level, radiographic technique A or B in accordance with ISO 17636 is used as
shown in Table 1
© 180 2008 ~ Al eights reserved 1
NUCLEAR NDT R&S SRL - BUCURESTI
2008(E)
Table 1 — Radiographic testing
Quality levels in accordance| Testing techniques and Acceptance levels in
with ISO 5817 classes in accordance with accordance with
180 17636 this part of ISO 10675
B B 1
c Be 2
D A 3
® However, the minimum numberof exposure for cxcumleretia wold testing may corespond tothe requirements of
class A of 150 17636.
4 General
Welded joints should be visually tested and evaluated in accordance with ISO 17637 before radiographic
testing.
‘The acceptance levels in this part of ISO 10675 are basically valid for evaluation of imperfections which
cannot be detected and evaluated by visual testing. Surface imperfections (such as undercut and excessive
penetration, surface damage, weld spatter etc.) which, due to object geometry, cannot be evaluated, but
Where the interpreter suspects the ISO 5817 quality levels are not fufiled, shall be subject to more specific
testing.
When quantification of undercut andior excessive penetration by radiographic testing is required, specific
procedures using test exposures may be applied in order to establish a basis for approximate quantification in
accordance with the requirements of ISO §817. This shall be specified
5 Acceptance levels
The acceptance levels for indications are shown in Table 2 and Table 3. The types of imperfections are
selected from ISO 5817 and defined in |SO 6520-1.
The symbols used in Table 2 and Table 3 are the following:
1 length of indication, in euilimetres:
S nominal butt weld thickness, in millimetres;
material thickness, in milimetres;
L__any 100 mm testing length, in milimetres;
Wp. Width of the weld, or cross surface imperfection, in millimetres;
/h width of indication, the width or height of surface imperfection, in milimetres;
diameter of pore; in milimetres;
width of excess penetration of weld, in millimetres;
‘A _ sum of projected areas of indications related to L x Wp in %:
31 summary length of imperfections within L, in millimetres.
Indications shall not be divided into different ranges L.
2 {© 1S0 2008 — llrightsreserved
NUCLEAR NOT R& S SRL - BUCURESTI
1SO 10675-1:2008(E)
Table 2 - Acceptance levels for internal indications in butt welds
Tear
No. | Imperfections it ‘Acceptance level3* | Acceptance level 2* ‘Acceptance level 4
aa oaoe aes ari reno
a) 50,45, max. 5mm d<0,3s, max. 4mm dg $0,2s, max. 3mm
Single layer L= 100mm L= 100mm
(2012, 2011) d<0,4s, max. 5mm S03, max. 4mm
Le L=100mm L=100mm
Porosity (2013) d0,4s, max. 4mm d<0,3s, max.3mm d<0,2s,max.2mm
ay caer oma eoeo a a a za
Single layer 504s, max, 4mm d<0,3s, max. 3mm od £0,2s, max. 2mm
Elam elated ina sis
5¢ Elongated cavities | h <0,4s, max. 4mm h< 0,38, max. 3mm h<0,2s, max. 2mm
(2018) and worms |. ax 75mm, |S/ee,max Som, | S/¢s,mex, 25mm,
(other than crater pipes) | / 25 mm Not permitted ame
7 [eraeroe ata [nso max dams
eee
9 ‘Metallic inclusions (304)
{other than copper)
750,48, max. 4 mm
150,38, max. 3 mm
150,28, max. 2mm
{© 1S0 2008 — Alrights reserved
(continued)
NUCLEAR NDT R& S SRL - BUCUREST!
Table 2 (concluded)
‘Type of internal
Imperfections in
0. ince level3® | Acceptance level22 | Acceptance level 1
WX impotence with, | Acceptance level 3 Acceptance level 2 tance ley
180 6520-4
10. | Copper inclusions Not permitted ae a
eee Not permitted Not permines
11€ J Lack of fusion (401) | Permitted, but only
inlermitently and not om
breaking the surface ee Not permitted
B/S 25mm, L= 100mm
122 [Lack of penetration .
(402) ee Not permitted Not permitted
Acceptance lovels 3 and 2 may be specified with sux X, which denotes that allindcations over 25 mm are unacceptable.
> See Annex C, Figure C.1 and Figue 2 (normative)
© See Annex C, Figure C.3 and Figure C4 (normative)
1S See Annex C, Fgute C5 and Figue C.8 (normative)
Ifthe length ofthe weld is below 100 mm, then the maximum length of ndiations shall not exceed 25% of that wel,
(© 150 2008 ~ Al rights reserved
NUCLEAR NDT R& S SRL - BUCURESTI
ISO 10675-1:2008(E)
Table 3 - Surface imperfections: The acceptance levels are those defined for visual testing.
‘These defects are normally evaluated by visual testing
Type of surface
lo. | imperfections in a a ye
Ne accordance with, | Acceptance level 32 | Acceptance level 2 Acceptar M4
180 6520-1
13. | Crater cracks (104) Not permitted Not permitted Not permitted
“4a _|Underout, continues ana] 500% transiton 8 |Smooth wansiion [Smooth transition is
intermittent (6011,6012) | reaured ne ees
ek Ont For t> 3mm Fort>3mm Fort> 3mm
S026 max tmem | [Shrinkage groove {r0ot| Smooth transition is| Smooth transition is |Smooth transition is|
undercut 5013) required required required
For t> 3 mm. Fort>3mm For t> 3mm
1.25 mm, $825 mm, 1.25 mm,
hrs0,2t.max.2mm, —|h0,1t max. 1mm +h $0,05t, max. 0,5 mm
For0.Smmsts3mm |For0,Smmsts3mm | For0.5mmst<3mm
hs 0,2mm + 0,16 125mm, hs 0,1¢ Not permitted
15a | Excess penetration (504) |h< 1 mm +066 hstmm+036 hs1mm+0,16
0,5 mm 5 t3.mm
8p | Excess penetration (504) | hs 1 mm + 1,06, ns 1mm +066, hs1mm+026,
foam max. 5 mm. max. 4 am max. 3m
16 | Stray arc (601) Permitted, ifthe
properties of the parent Not permitted Not permitted
metal are not affected
17 | Spatter (602) ‘Acceptance depends on application, ¢.g, material, corrosion protection
T=25 mm)
82 [Root concavity (515)|hs 0.2mm +0,1t Not pennited
08mm 3.mm
Tinear misalignment
s02mm +0251
ns02mm 0,15
ns02mm+O1t
218 | en
0.5mm ss<3mm
Dip [Linear misalignment, — [hs0.251,max 5mm |h<0,15imax 4mm — |hs0.1t max Omm
longitudinal welds (507)
3>3mm
Tinear misalignment,
circumferential welds
(607)
ate
$20,5mm
ns05t,
max. 4 mm
ns05t,
max. 3 mm
ne05t,
‘max. 2 mm.
Acoeptance levels 3 and 2 may be specied with sufi X, which denotes that ll inicatons over 25 mm are unacceptable
(© 150 2008 ~ All rights reserved
NUCLEAR NDT R& S SRL - BUCURESTI
1SO 10675-1:2008(E)
Annex A
(informative)
Guide to the limitations of radiographic testing
NOTE The numbers between brackets conform to those used in ISO 6520-1
A.1 Volumetric imperfections in butt welds
Porosities and gas pores (2011, 2013, 2018 and 2017)
‘Wormholes and elongated cavities (2016 and 2015)
Solid inclusions (300)
Copper inclusions (3042)
The above imperfections listed in Table 2 will be readily detected using radiographic technique A or B of
ISO 47636 as shown in Table 1 of this part of ISO 10675.
A2 Cracks in butt welds
Crater cracks (104)
Cracks (100)
The detectability of cracks by radiographic testing depends on the crack height, the ramification (presence of
branching parts), opening width, direction of the X-ray beam to crack orientation and radiegraphic technique
parameters.
Reliable detection of all cracks is therefore limited. The use of radiographic technique B or better, as specified
in ISO 17636, will provide better crack detectability than radiographic technique A.
A.3 Planar imperfections in butt welds
Lack of fusion (401)
Lack of penetration (402)
The detection of lack of fusion and lack of penetration depends on characteristics of imperfections and
radiographic technique parameters.
Lack of side-wall fusion will prabably not be detected (except it is associated with other imperfections such as
slag inclusions) unless it is radiographed in direction of the side-wal.
(© 180 2008 ~ Al rights reserved 7
NUCLEAR NDT R& S SRL - BUCURESTI
Annex B
(informative)
Examples for determination of area percentage (%) of imperfections
‘The following figures give a presentation of different area percentage (%) of imperfections. This should assist
the assessment of imperfections on radiographs and fracture surfaces.
: oN
Figure B.4—- 2,5 %
8 (© 1S0 2008 - All ights reserves
NUCLEAR NDT R& S SRL - BUCURESTI
© ISO 2008 ~ All ights reserved
Figure B.9— 16 %
ISO 10675-1:2008(E)
NUCLEAR NDT R& S SRL - BUCURESTI
10 10675-1:2008(E)
Annex C
(normative)
Sum of acceptable areas
je
a
ie
[eda[” bad
L
Figure C.1 — Clustered porosity, D> dyz
2d)
i ee
[ea]
Figure €.2 — Clustered porosity, D < dae
The sum of the different pore areas (A;+A; ..) related to the evaluation area L x Ww, (Figure C.1).
If D is less than da: or da, whatever is smaller, an envelope surrounding the porosity area A,+Ay
shall be considered as one area af imperfection (Figure C.2).
2
q~tedhoe |
Figure C.3 — Linear porosity, D > d
40 (© 150 2008 ~All sights reserved
NUCLEAR NDT R&S SRL - BUCURESTI
ISO 10675-1:2008(E)
jure C.4 — Linear porosity, D
Figure C.6 — Elongated cavi
and wormholes, D
You might also like
- Nace MR0175-1998Document39 pagesNace MR0175-1998Alin TomozeiNo ratings yet
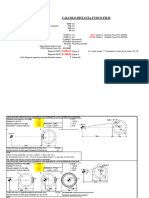
- UNICO EN 1435 Calcolo DFF + PosizioniDocument3 pagesUNICO EN 1435 Calcolo DFF + PosizioniAlin TomozeiNo ratings yet
- Mss sp44Document26 pagesMss sp44Alin TomozeiNo ratings yet
- 17637-2011-SR en Iso PDFDocument20 pages17637-2011-SR en Iso PDFAlin Tomozei100% (1)
- Acceptance Criteria Level B-B+Document2 pagesAcceptance Criteria Level B-B+Alin TomozeiNo ratings yet
- 13018-2002-SR enDocument12 pages13018-2002-SR enAlin TomozeiNo ratings yet
- 13927-2003-SR en PDFDocument16 pages13927-2003-SR en PDFAlin TomozeiNo ratings yet
- Aws Wi CH 5 PDFDocument5 pagesAws Wi CH 5 PDFAlin TomozeiNo ratings yet
- Aws B1 - 10 PDFDocument41 pagesAws B1 - 10 PDFAlin TomozeiNo ratings yet
- 1330.10-2003-SR enDocument30 pages1330.10-2003-SR enAlin TomozeiNo ratings yet
- Application Vs Energy of The SourceDocument1 pageApplication Vs Energy of The SourceAlin TomozeiNo ratings yet
- SR en 12517-1 - 2007Document19 pagesSR en 12517-1 - 2007Alin TomozeiNo ratings yet
- 4.workshop Valves 2010-07-08 FinalDocument80 pages4.workshop Valves 2010-07-08 FinalAlin TomozeiNo ratings yet
- 4.workshop Valves 2010-07-08 FinalDocument80 pages4.workshop Valves 2010-07-08 FinalAlin TomozeiNo ratings yet
- Fabrication and Installation of PipingDocument26 pagesFabrication and Installation of PipingAlin TomozeiNo ratings yet
- Hot Dip TPC9Document33 pagesHot Dip TPC9Alin Tomozei100% (1)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)