You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5810)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1092)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (843)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (346)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Transmission Control Unit (TCU) Calibration With 700 or Higher SoftwareDocument6 pagesTransmission Control Unit (TCU) Calibration With 700 or Higher SoftwareDavy GonzalezNo ratings yet
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- TreeView Structure in Excel VBADocument4 pagesTreeView Structure in Excel VBApanjumuttaiNo ratings yet
- VDHS-9 Bounce and Pitch MotionsDocument25 pagesVDHS-9 Bounce and Pitch MotionsAmiljkovicviNo ratings yet
- Staad Design CodesDocument7 pagesStaad Design CodespanjumuttaiNo ratings yet
- Chinese Design Code GB50100Document3 pagesChinese Design Code GB50100panjumuttaiNo ratings yet
- Aci 350Document7 pagesAci 350panjumuttaiNo ratings yet
- RCC DesignDocument4 pagesRCC Designpanjumuttai0% (2)
- Ref TextsDocument11 pagesRef TextspanjumuttaiNo ratings yet
- Jindal Power Limited 4000MW UMPP at Odisha Design Basis Report For Civil Structural Architectural WorksDocument3 pagesJindal Power Limited 4000MW UMPP at Odisha Design Basis Report For Civil Structural Architectural WorkspanjumuttaiNo ratings yet
- Jindal Power Limited 4000MW UMPP at Odisha Design Basis Report For Civil Structural Architectural WorksDocument1 pageJindal Power Limited 4000MW UMPP at Odisha Design Basis Report For Civil Structural Architectural WorkspanjumuttaiNo ratings yet
- Janani JananiDocument4 pagesJanani JananipanjumuttaiNo ratings yet
- Kingspan Logstor Handling and Installation Manual User Installation Guide en EurDocument290 pagesKingspan Logstor Handling and Installation Manual User Installation Guide en Eurvalentin.gomez-valadesNo ratings yet
- Shipping CompaniesDocument34 pagesShipping CompaniesSKN100% (1)
- Apollo II Nitro - ManualDocument44 pagesApollo II Nitro - ManualRogelio VillarrealNo ratings yet
- Jet Airways Web Booking Eticket (GDVAIV) - Khanna PDFDocument3 pagesJet Airways Web Booking Eticket (GDVAIV) - Khanna PDFVarun Khanna100% (1)
- Bituminous MacadamDocument3 pagesBituminous MacadamEnd EndNo ratings yet
- AIR - 210 PQsDocument92 pagesAIR - 210 PQscbourguigNo ratings yet
- IJETR023042Document4 pagesIJETR023042erpublicationNo ratings yet
- REAM Guidelines On Geometric Design of RoadsDocument91 pagesREAM Guidelines On Geometric Design of RoadsHong Rui ChongNo ratings yet
- Lowrider - January 2015 USADocument108 pagesLowrider - January 2015 USAenricoioNo ratings yet
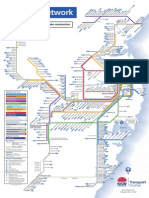
- CityRail Network MapDocument1 pageCityRail Network MapRaisu96No ratings yet
- 05 Descriptive TextDocument3 pages05 Descriptive TextAisyatur RosyidahNo ratings yet
- All-Time FPM/CCPM For Selected Machines: Order by FrequencyDocument19 pagesAll-Time FPM/CCPM For Selected Machines: Order by FrequencybensonmechanicalNo ratings yet
- English For The Oil Industry Unit 8Document8 pagesEnglish For The Oil Industry Unit 8FREDORCA1209No ratings yet
- King Sheet Pile - ICE PaperDocument6 pagesKing Sheet Pile - ICE Papergaurave999No ratings yet
- DP Operations Guidelines - SEACORDocument7 pagesDP Operations Guidelines - SEACORRoyNo ratings yet
- Speech of Mamata Banerjee Introducing The RailwayDocument47 pagesSpeech of Mamata Banerjee Introducing The Railwayapi-25886395No ratings yet
- Sustainability Dimensions of Transport SystemsDocument1 pageSustainability Dimensions of Transport SystemsJoshua AndrewNo ratings yet
- Accident of GT (Fr9 Fa+) & Its Retrieval: Incident ReportDocument6 pagesAccident of GT (Fr9 Fa+) & Its Retrieval: Incident Reportdeltamechcons3167No ratings yet
- Ocimf - Sire Inspection at Oil Terminals in SporeDocument3 pagesOcimf - Sire Inspection at Oil Terminals in SporePetar AleksandrovNo ratings yet
- Acas GpwsDocument42 pagesAcas GpwsAnonymous 9IodFpq100% (1)
- Corrosion by Concentrated Sulfuric Acid Steel Pipes and Tanks I21319914Document8 pagesCorrosion by Concentrated Sulfuric Acid Steel Pipes and Tanks I21319914carlos sotoNo ratings yet
- HYUNDAI ManijaDocument52 pagesHYUNDAI ManijaCheril Hurtado TorresNo ratings yet
- Silk RouteDocument18 pagesSilk RouteSumanyuu N100% (1)
- Automotive Market Report h1 2021 EnglishDocument17 pagesAutomotive Market Report h1 2021 EnglishTemo IbrahimNo ratings yet
- Flats in Supertech Cape Town NoidaDocument4 pagesFlats in Supertech Cape Town NoidarealityinfrapvtNo ratings yet
- McKinna 57 PilothouseDocument11 pagesMcKinna 57 PilothouseDenison Yacht SalesNo ratings yet
- Calculos Generales Camiones PDFDocument278 pagesCalculos Generales Camiones PDFAntonio Herrera CazorlaNo ratings yet