You might also like
- Coffee ProductionDocument6 pagesCoffee ProductionXara XinnirahNo ratings yet
- Planting. Coffee Is A Crop That Mostly Grows On Tropical and Subtropical Climates. Usually, TheseDocument8 pagesPlanting. Coffee Is A Crop That Mostly Grows On Tropical and Subtropical Climates. Usually, Theseimo konsensyaNo ratings yet
- V2500-RR-Line and Base Maintenance - Course NotesDocument541 pagesV2500-RR-Line and Base Maintenance - Course NotesM AliNo ratings yet
- 14 3 PDFDocument54 pages14 3 PDFastikNo ratings yet
- Air StarterDocument31 pagesAir StarterHung Marine100% (5)
- Automatic Recirculation ValveDocument3 pagesAutomatic Recirculation ValveIsares PodkohNo ratings yet
- Chap9 Downstream ProcessingDocument25 pagesChap9 Downstream ProcessingsadatrafiaNo ratings yet
- Cassava StrachDocument82 pagesCassava StrachDenis FebriansyahNo ratings yet
- Sweet Sorghum Ethanol ProductionDocument8 pagesSweet Sorghum Ethanol ProductionTri Wijaya PurnamaNo ratings yet
- CENTRIFUGATIONDocument29 pagesCENTRIFUGATIONvaniagiraldiNo ratings yet
- Notes of Sugar Manufacturing ProcessDocument27 pagesNotes of Sugar Manufacturing ProcesskujagdishNo ratings yet
- Down Stream ProcessingDocument44 pagesDown Stream ProcessingShifa ChoudharyNo ratings yet
- C47E OMM Inspection ChecksheetsDocument13 pagesC47E OMM Inspection ChecksheetsturboshaftNo ratings yet
- Corn To Starch Production Flow ChartDocument10 pagesCorn To Starch Production Flow ChartHari TharanNo ratings yet
- Role of different filter media in water purificationDocument34 pagesRole of different filter media in water purificationArchie SolisNo ratings yet
- Coffee ProcessingDocument7 pagesCoffee ProcessingKroya HunNo ratings yet
- 0711858Document17 pages0711858Budhi Prakash MeenaNo ratings yet
- Bab 1 - Preparation of Raw Material Part ADocument48 pagesBab 1 - Preparation of Raw Material Part AAzwin Ahmad100% (2)
- GT 6FA-DLN Start Up and TuningDocument4 pagesGT 6FA-DLN Start Up and Tuningkarthikeyan murugesan0% (1)
- Sludge Treatment MethodsDocument9 pagesSludge Treatment Methodsrollrams100% (1)
- Downstream ProcessingDocument5 pagesDownstream ProcessingLuis Hernandez AlvarezNo ratings yet
- Decanter CentrifugeDocument6 pagesDecanter CentrifugeSadieNo ratings yet
- Turbocharger Operating ManualDocument12 pagesTurbocharger Operating ManualRoberto UrzuaNo ratings yet
- Introduction To CassavaDocument43 pagesIntroduction To Cassavajames agboNo ratings yet
- Paper Manufacturing from Pulp to MarketDocument26 pagesPaper Manufacturing from Pulp to MarketRaja GuruNo ratings yet
- cpd220 Gs tt4000Document66 pagescpd220 Gs tt4000oscar72008100% (2)
- Small-Scale Coffee Processing: Agricultural and Botanical AspectsDocument8 pagesSmall-Scale Coffee Processing: Agricultural and Botanical Aspectsanakarylle100% (1)
- Investigation Into Courses of Pavement FailureDocument59 pagesInvestigation Into Courses of Pavement FailureAhmed BinNo ratings yet
- Lauter TunDocument27 pagesLauter TunVohinh NgoNo ratings yet
- Starch Protein Potatoes B RR 10-11-0003Document12 pagesStarch Protein Potatoes B RR 10-11-0003Nilesh B ChaudhariNo ratings yet
- Sugarcane Composition and ProcessingDocument7 pagesSugarcane Composition and Processingpacoto livingstoneNo ratings yet
- COFFEE PRODUCTION STEPSDocument5 pagesCOFFEE PRODUCTION STEPScoteNo ratings yet
- Chapter 1-WPS OfficeDocument17 pagesChapter 1-WPS OfficeAlexter de GalaNo ratings yet
- Chemo AssDocument2 pagesChemo AssaNo ratings yet
- GrowingDocument39 pagesGrowingMuzammil QamarNo ratings yet
- Cornmeal-Masa Processing GuideDocument6 pagesCornmeal-Masa Processing GuideairineNo ratings yet
- What Is MillingDocument13 pagesWhat Is MillingSumit NirmalNo ratings yet
- 02 4Document21 pages02 4Hang U LieNo ratings yet
- Coffee ProcessingDocument8 pagesCoffee Processingphạm thanh phongNo ratings yet
- DS CUFP2311 10 08 23 AddDocument10 pagesDS CUFP2311 10 08 23 AdddoenepmoviesNo ratings yet
- Small-Scale Coffee Processing MethodsDocument8 pagesSmall-Scale Coffee Processing MethodsMcAriek Julu NahashonNo ratings yet
- Term Paper MidtermDocument15 pagesTerm Paper MidtermMahonyNo ratings yet
- Ratoon ManagementDocument2 pagesRatoon ManagementArjun TayadeNo ratings yet
- Technology of Drying Melon VarietiesDocument4 pagesTechnology of Drying Melon VarietiesAcademic JournalNo ratings yet
- A Kinetic Study of The Enzymatic Hydrolysis of Cassava StarchDocument6 pagesA Kinetic Study of The Enzymatic Hydrolysis of Cassava StarchInternational Journal of Science and Engineering Investigations100% (2)
- Downstream ProcessingDocument53 pagesDownstream ProcessingNaevisweloveuNo ratings yet
- Activity 1-4 (Midterms)Document75 pagesActivity 1-4 (Midterms)Arnel SisonNo ratings yet
- Coffee 33Document52 pagesCoffee 33Merera TesfayeNo ratings yet
- Complete lines for processing pickled gherkinsDocument5 pagesComplete lines for processing pickled gherkinsbharat.tumuluru2431No ratings yet
- JuteDocument23 pagesJutekavi RAJ SenNo ratings yet
- chemical process technology (Autosaved)Document19 pageschemical process technology (Autosaved)septicmoneyNo ratings yet
- Performance of A Hydrocyclone For Separation of Hulls From Cotyledons of Some Grain LegumesDocument3 pagesPerformance of A Hydrocyclone For Separation of Hulls From Cotyledons of Some Grain LegumesIOSRJEN : hard copy, certificates, Call for Papers 2013, publishing of journalNo ratings yet
- MaltingDocument20 pagesMaltingSagar ShahNo ratings yet
- Products Utilization From BananaDocument37 pagesProducts Utilization From BananaShauQi Lutfi100% (1)
- Juice Extraction and Filtration: Course: Dairy and Food EngineeringDocument7 pagesJuice Extraction and Filtration: Course: Dairy and Food EngineeringAditya Shrivastava100% (1)
- Chemistry Assighnment: Submitted By-: Mrs. Deepshikha MamDocument24 pagesChemistry Assighnment: Submitted By-: Mrs. Deepshikha MamRaviVasdevNo ratings yet
- METHODS OF PULSE MILLING - WET, DRY, HOME AND COMMERCIALDocument7 pagesMETHODS OF PULSE MILLING - WET, DRY, HOME AND COMMERCIALsuresh100% (1)
- Hnd2 Hot443-Cpt436 PPT Lec 4Document22 pagesHnd2 Hot443-Cpt436 PPT Lec 4MuhammadNo ratings yet
- FiltrationDocument9 pagesFiltrationyosifNo ratings yet
- Sago Tree ManufactureDocument22 pagesSago Tree ManufactureIzzatNo ratings yet
- Soil ErosionDocument23 pagesSoil ErosionFanuel MsangiNo ratings yet
- Rotary Vacuum Drum FilterDocument4 pagesRotary Vacuum Drum FilterAnonymous aeUjQAj0No ratings yet
- Tapioca Roots Peeling & Washing Rasping Screening Dewatering Pulverization Globulation Sizing Roasting Drying Polishing Dry Screening Packing SagoDocument2 pagesTapioca Roots Peeling & Washing Rasping Screening Dewatering Pulverization Globulation Sizing Roasting Drying Polishing Dry Screening Packing SagoJane ArdolyenceNo ratings yet
- Potato StarchDocument10 pagesPotato StarchEshaNo ratings yet
- AffanDocument9 pagesAffanAshnab Zahid KhanNo ratings yet
- Teknologi Pengolahan Pati - CORNDocument51 pagesTeknologi Pengolahan Pati - CORNSeptian Wahyu PriyonoNo ratings yet
- Foodtech Network - PROCESSING OF COCOADocument21 pagesFoodtech Network - PROCESSING OF COCOAKisa FatimaNo ratings yet
- Me ReportDocument12 pagesMe ReportUmit AkgulNo ratings yet
- HA Tech - BrochureDocument20 pagesHA Tech - BrochureSunil KumarNo ratings yet
- Van Grinsvenen Das JMC2014Document17 pagesVan Grinsvenen Das JMC2014Ahmed BinNo ratings yet
- Structural Design NoteDocument6 pagesStructural Design NoteAhmed BinNo ratings yet
- What Does Graphic Designers DoDocument3 pagesWhat Does Graphic Designers DoAhmed BinNo ratings yet
- STUDENTS INDUSTRIAL WORK EXPERIENCE SCHEMEaaaaaaDocument1 pageSTUDENTS INDUSTRIAL WORK EXPERIENCE SCHEMEaaaaaaAhmed BinNo ratings yet
- Model The Dynamics of Speed Governing System, Steam Turbine, and Multimass Shaft - SimulinkDocument5 pagesModel The Dynamics of Speed Governing System, Steam Turbine, and Multimass Shaft - SimulinkhitmancuteadNo ratings yet
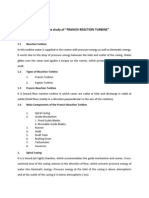
- Practical 2 To Make Study of "Francis Reaction Turbine"Document7 pagesPractical 2 To Make Study of "Francis Reaction Turbine"litrakhanNo ratings yet
- Energies 16 01878 PDFDocument20 pagesEnergies 16 01878 PDFsalmanshahidkhan226No ratings yet
- MICROMAT single-shaft shredder efficiently granulates plasticsDocument2 pagesMICROMAT single-shaft shredder efficiently granulates plasticskarnakesNo ratings yet
- Segmented Shaft Seal Brochure Apr 08Document4 pagesSegmented Shaft Seal Brochure Apr 08Zohaib AnserNo ratings yet
- Steam Turbine CompoundingDocument13 pagesSteam Turbine CompoundingDivya Prakash Srivastava100% (3)
- Watter Hammer HobasDocument35 pagesWatter Hammer HobasAnonymous 87xpkIJ6CFNo ratings yet
- Irjet-Power Generation From Small Wind MillDocument7 pagesIrjet-Power Generation From Small Wind MillAna Beatriz MesquitaNo ratings yet
- Term End Exam - Nov 2014 TurbomachinesDocument4 pagesTerm End Exam - Nov 2014 TurbomachinesyashvantNo ratings yet
- CFD Analysis of A Three Bladed H-Rotor oDocument12 pagesCFD Analysis of A Three Bladed H-Rotor oVăn Tuấn NguyễnNo ratings yet
- Applications and Technological Development of Vertical Axis Wind Turbines of Hi-VAWT Technology CorpDocument10 pagesApplications and Technological Development of Vertical Axis Wind Turbines of Hi-VAWT Technology CorpGautham NNo ratings yet
- ETD - III 2nd AssignmentDocument7 pagesETD - III 2nd Assignmentmallesh mendaNo ratings yet
- Discharge Increases As More Water Is Added Through RainfallDocument2 pagesDischarge Increases As More Water Is Added Through RainfallJonniel De GuzmanNo ratings yet
- Hydraulic Turbines: 1.0 Basic TerminologiesDocument21 pagesHydraulic Turbines: 1.0 Basic TerminologiesAriel GamboaNo ratings yet
- Generating electricity from fast moving vehiclesDocument10 pagesGenerating electricity from fast moving vehiclesPrateek TripathiNo ratings yet
- 1Document19 pages1Aryan ShrivaNo ratings yet
- Water Turbines With Exceptional EfficienciesDocument4 pagesWater Turbines With Exceptional EfficienciesHABINSHUTI FERDINANDNo ratings yet
- LRVP PowerDocument28 pagesLRVP Powermnbvcx213323No ratings yet
- Thermal & Hydraulic Machines EME-309Document4 pagesThermal & Hydraulic Machines EME-309Nidhi MishraNo ratings yet
- 1 Vortice de Agua PDFDocument4 pages1 Vortice de Agua PDFLechu SallesNo ratings yet