You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5819)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1092)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (845)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (348)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Carburadores ManualDocument205 pagesCarburadores Manualjorge alonso67% (3)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Uop PenexDocument282 pagesUop PenexAsif100% (9)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Diesel Generator Set K19 Series: Specification SheetDocument3 pagesDiesel Generator Set K19 Series: Specification SheetBajero jcni0% (1)
- PT6T36Document234 pagesPT6T36thomas100% (3)
- Dissolved-Air Flotation (DAF) Application and DesignDocument3 pagesDissolved-Air Flotation (DAF) Application and DesignAsifNo ratings yet
- Process Control Fundamentals - ADDDocument115 pagesProcess Control Fundamentals - ADDAsifNo ratings yet
- FCC Petrochemicals Production at Minimum CapexDocument5 pagesFCC Petrochemicals Production at Minimum CapexAsifNo ratings yet
- Maximising Yields and Profits From The FCC UnitDocument4 pagesMaximising Yields and Profits From The FCC UnitAsifNo ratings yet
- 59a f2015 Lng-Aaa SD SrreportDocument24 pages59a f2015 Lng-Aaa SD SrreportAsifNo ratings yet
- Crude Switch OptimizationDocument23 pagesCrude Switch OptimizationAsifNo ratings yet
- Raw Water Flow SchemeDocument1 pageRaw Water Flow SchemeAsifNo ratings yet
- Pilot Scaleup Techniques For Solid Dosage Form - An Overview For TabletsDocument7 pagesPilot Scaleup Techniques For Solid Dosage Form - An Overview For TabletsAsifNo ratings yet
- Catalytic Naphtha Reforming: January 2006Document12 pagesCatalytic Naphtha Reforming: January 2006AsifNo ratings yet
- Wastewater Treatment-BlanksDocument17 pagesWastewater Treatment-BlanksAsifNo ratings yet
- PPD ClariantDocument9 pagesPPD ClariantAsifNo ratings yet
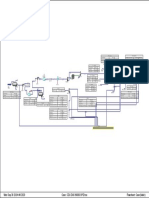
- Wed Sep 30 17:24:56 2020 Case: NHT and GRU - HSC Flowsheet: Case (Main)Document1 pageWed Sep 30 17:24:56 2020 Case: NHT and GRU - HSC Flowsheet: Case (Main)AsifNo ratings yet
- Visio ORC 1@35000BPD New HRA PDFDocument1 pageVisio ORC 1@35000BPD New HRA PDFAsifNo ratings yet
- Octane & RVP Calc SheetDocument8 pagesOctane & RVP Calc SheetAsifNo ratings yet
- Trays and Packing Random & Structured PDFDocument9 pagesTrays and Packing Random & Structured PDFAsifNo ratings yet
- NHT PDFDocument1 pageNHT PDFAsifNo ratings yet
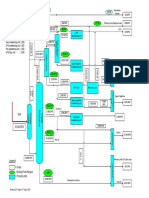
- Wed Sep 30 20:04:48 2020 Case: CDU DAS 69000 BPD - HSC Flowsheet: Case (Main)Document1 pageWed Sep 30 20:04:48 2020 Case: CDU DAS 69000 BPD - HSC Flowsheet: Case (Main)AsifNo ratings yet
- Affinity Laws LimitationsDocument3 pagesAffinity Laws LimitationsAsifNo ratings yet
- Crosby Handbook PDFDocument93 pagesCrosby Handbook PDFAsifNo ratings yet
- Install The ATF (Automatic Transaxle Fluid) Oil Cooler Hoses (C) - Page 116 of 138Document15 pagesInstall The ATF (Automatic Transaxle Fluid) Oil Cooler Hoses (C) - Page 116 of 138flash_24014910No ratings yet
- Isuzu PDFDocument2 pagesIsuzu PDFbilal saeedNo ratings yet
- Safari ARMAX Z-Series ECU BrochureDocument8 pagesSafari ARMAX Z-Series ECU BrochureAlex TeixeiraNo ratings yet
- Especificações Técnicas - Motores JimbeiDocument4 pagesEspecificações Técnicas - Motores JimbeiWiterMarcosNo ratings yet
- Stihl Fs 87: Instruction ManualDocument48 pagesStihl Fs 87: Instruction ManualtomNo ratings yet
- Bioenergy Conversion Systems: Sergio CaparedaDocument32 pagesBioenergy Conversion Systems: Sergio CaparedaAntony ChackoNo ratings yet
- SECTION 1.. Manual - Balanced Pressure Proportioning Pump SkidDocument45 pagesSECTION 1.. Manual - Balanced Pressure Proportioning Pump SkidANGE VANESSA DIAZ QUINTERONo ratings yet
- Petroland PL 02 OkDocument9 pagesPetroland PL 02 Okmantenimiento keruiNo ratings yet
- D13 500T, EU6HT - Eng - 01 - 310999630Document3 pagesD13 500T, EU6HT - Eng - 01 - 310999630ESCC OfficeNo ratings yet
- Bomag Bw11rh Pneumatic-Tired Roller Service Repair ManualDocument220 pagesBomag Bw11rh Pneumatic-Tired Roller Service Repair ManualAbraham RamirezNo ratings yet
- HH 160 MO - BrochureDocument2 pagesHH 160 MO - BrochureCentrifugal SeparatorNo ratings yet
- котировки PLATTS ARGUS по 25 апреля 2018Document5 pagesкотировки PLATTS ARGUS по 25 апреля 2018Конрад Карлович МихельсонNo ratings yet
- Manual de Mecánica Del Motor Isuzu 4ZD1Document112 pagesManual de Mecánica Del Motor Isuzu 4ZD1jorge lastra100% (1)
- Kumar Pre ReportDocument60 pagesKumar Pre ReportKr AyushNo ratings yet
- 2Tr-Fe EngineDocument3 pages2Tr-Fe EngineMaxi SardiNo ratings yet
- Filipino InventorsDocument12 pagesFilipino InventorsOmar James Abdulgani LimNo ratings yet
- Lycoming T53Document3 pagesLycoming T53cecil josef liganNo ratings yet
- 1862.oil Refinery Walk Through. Rev-04Document20 pages1862.oil Refinery Walk Through. Rev-04Oktay SongurNo ratings yet
- Technical Data Sheet: Wynn's Diesel Turbo CleanerDocument2 pagesTechnical Data Sheet: Wynn's Diesel Turbo CleanerLeon Alexander WilliamsNo ratings yet
- Black Liquor Gasification Summary and Conclusions1Document12 pagesBlack Liquor Gasification Summary and Conclusions1Larisse BatalhaNo ratings yet
- Engine Control SystemDocument12 pagesEngine Control SystemPopescu IonNo ratings yet
- 26071-100-583-GST-00004 - 000 - EDG First EnergizationDocument104 pages26071-100-583-GST-00004 - 000 - EDG First Energizationwidionosucipto29No ratings yet
- Grains Which Show Signs of Fissures or Fractures or SplintersDocument28 pagesGrains Which Show Signs of Fissures or Fractures or SplintersDave RoneNo ratings yet
- MaK M20 - Инстр. по экспл.ГТН R4-3Document104 pagesMaK M20 - Инстр. по экспл.ГТН R4-3Serhii100% (1)
- M138 Engine SpecificationsDocument10 pagesM138 Engine SpecificationsWyattNo ratings yet
- Section 10-03: Speed Control System, Electronic 1995 Bronco/F-Series Workshop Manual Diagnosis and TestingDocument8 pagesSection 10-03: Speed Control System, Electronic 1995 Bronco/F-Series Workshop Manual Diagnosis and TestingHassan Vela VenegasNo ratings yet
- Colombia's GHG Emissions Reduction ScenarioDocument24 pagesColombia's GHG Emissions Reduction ScenarioWilson MuñozNo ratings yet