You might also like
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Palanpur Design 16-ModelDocument1 pagePalanpur Design 16-Modelkavin patelNo ratings yet
- Arsh Consultants: Mission & VisionDocument4 pagesArsh Consultants: Mission & Visionkavin patelNo ratings yet
- 004 MTFB (20-21) 16.83x20.77Document1 page004 MTFB (20-21) 16.83x20.77kavin patelNo ratings yet
- Palanpur Design SectionsDocument1 pagePalanpur Design Sectionskavin patelNo ratings yet
- 101 - NAV - SAOI - Maflipur 24-05AS PER ARCHI COMMENTS18-09-ModelDocument1 page101 - NAV - SAOI - Maflipur 24-05AS PER ARCHI COMMENTS18-09-Modelkavin patelNo ratings yet
- 2-Nov-2020 GB DETAILS-ModelDocument1 page2-Nov-2020 GB DETAILS-Modelkavin patelNo ratings yet
- 07.01.2021 Ground Floor Slab Layout and Details (1) - ModelDocument1 page07.01.2021 Ground Floor Slab Layout and Details (1) - Modelkavin patelNo ratings yet
- Gov. - Dholka Sport Authority-ModelDocument1 pageGov. - Dholka Sport Authority-Modelkavin patelNo ratings yet
- Statement of Account: Date Narration Chq./Ref - No. Value DT Withdrawal Amt. Deposit Amt. Closing BalanceDocument12 pagesStatement of Account: Date Narration Chq./Ref - No. Value DT Withdrawal Amt. Deposit Amt. Closing Balancekavin patelNo ratings yet
- STR 237Document144 pagesSTR 237kavin patel100% (1)
- Gov. - Dholka Sport Authority-Model PDFDocument1 pageGov. - Dholka Sport Authority-Model PDFkavin patelNo ratings yet
- LaodcombinationDocument1 pageLaodcombinationkavin patelNo ratings yet
- G+2 Pranavbhai's bunglow-ModelFFSLABDocument1 pageG+2 Pranavbhai's bunglow-ModelFFSLABkavin patelNo ratings yet
- Design of PergolasDocument3 pagesDesign of Pergolaskavin patelNo ratings yet
- That Is GreatDocument5 pagesThat Is Greatkavin patelNo ratings yet
- Paper Title (Use Style: Paper Title) : Subtitle As Needed (Paper Subtitle)Document3 pagesPaper Title (Use Style: Paper Title) : Subtitle As Needed (Paper Subtitle)kavin patelNo ratings yet
- Literature ReviewDocument8 pagesLiterature Reviewkavin patelNo ratings yet
- Ship ToDocument1 pageShip Tokavin patelNo ratings yet
- EstimateDocument3 pagesEstimatekavin patelNo ratings yet
- Ship ToDocument1 pageShip Tokavin patelNo ratings yet
- 6th Central Pay Commission Salary CalculatorDocument15 pages6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- Go Go Go Go.......................................................................Document53 pagesGo Go Go Go.......................................................................kavin patelNo ratings yet
- Moment of Inertia (Graphics)Document32 pagesMoment of Inertia (Graphics)NanowordNo ratings yet
- Passport Rushin PDFDocument1 pagePassport Rushin PDFkavin patelNo ratings yet
- Education: Degree Branch Year of Passing College/School University/Board ScoreDocument2 pagesEducation: Degree Branch Year of Passing College/School University/Board Scorekavin patelNo ratings yet
- High Rise BuildingDocument41 pagesHigh Rise BuildingweeteoNo ratings yet
- AbstractDocument1 pageAbstractkavin patelNo ratings yet
- Resume - : Nikunj R. Patadia AddressDocument6 pagesResume - : Nikunj R. Patadia Addresskavin patelNo ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (120)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Inspection Release NoteDocument69 pagesInspection Release NotebigurijunnataNo ratings yet
- Project Engineer First Aider ForemanDocument1 pageProject Engineer First Aider ForemanInathan GarciaNo ratings yet
- Fab Separator Coal Miil PT SEMEN TONASADocument27 pagesFab Separator Coal Miil PT SEMEN TONASAmoddysNo ratings yet
- ISO 2768-mk EN ISO 13920-BF: Tanasa C. Tanasa CDocument1 pageISO 2768-mk EN ISO 13920-BF: Tanasa C. Tanasa CDaniel ProncoschiNo ratings yet
- WorkOrder 10 06 2020 PDFDocument2 pagesWorkOrder 10 06 2020 PDFJay CuaNo ratings yet
- CUBO Homebuyer's Guide 2021 - 01.01.21Document44 pagesCUBO Homebuyer's Guide 2021 - 01.01.21ANNLNo ratings yet
- Guide 01300Document2 pagesGuide 01300djukalNo ratings yet
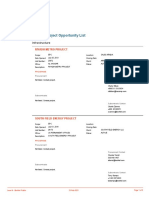
- Bechtel Project Opportunity List: InfrastructureDocument9 pagesBechtel Project Opportunity List: InfrastructureDhanu NikkuNo ratings yet
- Method Statement Demolition & Removal of Courtyard Flooring, Asphalt, Curb Stones, Block Wall & SeatsDocument26 pagesMethod Statement Demolition & Removal of Courtyard Flooring, Asphalt, Curb Stones, Block Wall & SeatsIrfan AliNo ratings yet
- 1CP01 MDS CR Con SS08 000008 (C01)Document15 pages1CP01 MDS CR Con SS08 000008 (C01)Pavlos InglesisNo ratings yet
- Supply and Delivery of Panelboards: (ABB CIRCUIT-Breakers)Document3 pagesSupply and Delivery of Panelboards: (ABB CIRCUIT-Breakers)Interfield Const CorpNo ratings yet
- Cuplock EngineeringDocument14 pagesCuplock Engineeringkauffmanj09No ratings yet
- Nuvoco Vistas IPO AnalysisDocument5 pagesNuvoco Vistas IPO AnalysisDaksh MaruNo ratings yet
- Sika Watertight Concrete System - CAD GuidanceDocument4 pagesSika Watertight Concrete System - CAD GuidancePaulo Garcia0% (1)
- Prefabricated Structures PDFDocument51 pagesPrefabricated Structures PDFAlex Christopher64% (14)
- 110 - Technical Specification 220kV Moose + Zebra WB - 10-ADocument255 pages110 - Technical Specification 220kV Moose + Zebra WB - 10-AwaniasimNo ratings yet
- Small Construction Company ProfileDocument17 pagesSmall Construction Company ProfileMajaya JonasiNo ratings yet
- Prada TransformerDocument23 pagesPrada TransformerPablo García PettersNo ratings yet
- MS For Trial Hole Excavation.Document4 pagesMS For Trial Hole Excavation.TamilananthNo ratings yet
- 00UMF611 - LAYOUT A ARRANGEMENT POWER HOUSE - Equipment Location Plan - 005Document2 pages00UMF611 - LAYOUT A ARRANGEMENT POWER HOUSE - Equipment Location Plan - 005Anonymous sLRlLluNo ratings yet
- Example Method Statement For The Installation of Roof TrussesDocument8 pagesExample Method Statement For The Installation of Roof TrussesSai Shankar LakshminarayananNo ratings yet
- Mep Spec 3Document80 pagesMep Spec 3loc khaNo ratings yet
- Cement Testing ServicesDocument18 pagesCement Testing Servicessiddhi jadhavNo ratings yet
- Inspection and Test Plan - Wooden Wall Panel InstallationDocument2 pagesInspection and Test Plan - Wooden Wall Panel Installationexia1992No ratings yet
- Variation Order ProcedureDocument30 pagesVariation Order ProcedureMoinuddin Ansari75% (4)
- Abdala AgreementDocument5 pagesAbdala AgreementEMINAT PRINCENo ratings yet
- Saso 145Document8 pagesSaso 145Ayman EwaisNo ratings yet
- API 650 ENOC Spec. - Rev.3 - Dated 22-09-2005Document21 pagesAPI 650 ENOC Spec. - Rev.3 - Dated 22-09-2005Elias EliasNo ratings yet
- Specifications: I. General ProvisionsDocument4 pagesSpecifications: I. General Provisionsemem CatzNo ratings yet
- Scope of Works Proposed 6-Storey Mixed-Used Commercial and Residential Building With Roof DeckDocument8 pagesScope of Works Proposed 6-Storey Mixed-Used Commercial and Residential Building With Roof DeckAngel RondillaNo ratings yet