You might also like
- Lab ReportDocument8 pagesLab ReportDaniel InemughaNo ratings yet
- Full Factorial DesignDocument14 pagesFull Factorial DesignPae TankNo ratings yet
- How Sampling Errors Impact Metallurgy Balance Meterial Mass BalancingDocument15 pagesHow Sampling Errors Impact Metallurgy Balance Meterial Mass BalancingDr. Khan MuhammadNo ratings yet
- Appendix B - Emission Calculations: DataDocument4 pagesAppendix B - Emission Calculations: DataKyaw HtikeNo ratings yet
- Mech Eng Tensile Test Steel AluminiumDocument4 pagesMech Eng Tensile Test Steel AluminiumKano MolapisiNo ratings yet
- Sample Number Friction Coefficient Brake Drag (NM)Document11 pagesSample Number Friction Coefficient Brake Drag (NM)Guru PrasadNo ratings yet
- Mohammed Hama Honia Ali Aya SaadDocument5 pagesMohammed Hama Honia Ali Aya SaadHonya Hemn AliNo ratings yet
- 66 Ijmperdapr201866Document8 pages66 Ijmperdapr201866TJPRC PublicationsNo ratings yet
- Effect of Thickness and Stress Ratio on Fatigue Crack Growth After OverloadDocument8 pagesEffect of Thickness and Stress Ratio on Fatigue Crack Growth After OverloadKamal MankariNo ratings yet
- Week10 - Explicit Dynamic ContactDocument9 pagesWeek10 - Explicit Dynamic ContactjshanakaNo ratings yet
- Wetico Water Tank 70m Shell Ultimate ChecksDocument2 pagesWetico Water Tank 70m Shell Ultimate ChecksChristian Paul SanguyoNo ratings yet
- Resistencia-CorrienteDocument6 pagesResistencia-CorrienteRoberto Armando LlanosNo ratings yet
- 1 s2.0 S221201731630041X MainDocument7 pages1 s2.0 S221201731630041X MainTrupti bagalNo ratings yet
- Putri Fadila Tugas Hidrologi 2 (062240111854)Document33 pagesPutri Fadila Tugas Hidrologi 2 (062240111854)Annisa frNo ratings yet
- Min-400B (B. Tech Project 2018-19) : Machinability and Engineering Simulation of Al - 4.5% Cu - 3% Tib CompositeDocument44 pagesMin-400B (B. Tech Project 2018-19) : Machinability and Engineering Simulation of Al - 4.5% Cu - 3% Tib CompositetabrezNo ratings yet
- Prediction of Specific Wear Rate of Titanium Alloys Using Machine LearningDocument16 pagesPrediction of Specific Wear Rate of Titanium Alloys Using Machine LearningP.sravan KumarNo ratings yet
- Analysis The Effects of Process Parameters in En24 Alloy Steel During CNC Turning by Using MadmDocument5 pagesAnalysis The Effects of Process Parameters in En24 Alloy Steel During CNC Turning by Using MadmshashikantNo ratings yet
- Empirical Study DataDocument2 pagesEmpirical Study DataHadi Moheb-AlizadehNo ratings yet
- Highway Lab ReportDocument23 pagesHighway Lab ReportGayan WaidyaratneNo ratings yet
- Modeling and Optimization of Machining Parameters For Minimizing Surface Roughness and Tool Wear For EN100Cr6 Steel Dry TurningDocument10 pagesModeling and Optimization of Machining Parameters For Minimizing Surface Roughness and Tool Wear For EN100Cr6 Steel Dry TurningEditor IJTSRDNo ratings yet
- Triaxial Test (CD)Document10 pagesTriaxial Test (CD)ManikyaMayankNo ratings yet
- TMT Control DataDocument3 pagesTMT Control Dataanon_647217551No ratings yet
- Effect of Cutting Speed, Feed Rate and Depth of Cut On Surface Roughness of Mild Steel in Turning OperationDocument6 pagesEffect of Cutting Speed, Feed Rate and Depth of Cut On Surface Roughness of Mild Steel in Turning OperationSourav PatilNo ratings yet
- Wang, Miller - The Effects of Mean and Alternating Shear Stresses On Short Fatigue Crack Growth RatesDocument14 pagesWang, Miller - The Effects of Mean and Alternating Shear Stresses On Short Fatigue Crack Growth RatesDavid C HouserNo ratings yet
- Unconfined Compression Test On Soil Stabilisation With Lime: Fig. Shear Stress Failure PlaneDocument7 pagesUnconfined Compression Test On Soil Stabilisation With Lime: Fig. Shear Stress Failure PlaneAnonymous X3aejJNo ratings yet
- 312217807-NSCP-design-Response-Spectra SDDocument2 pages312217807-NSCP-design-Response-Spectra SDAndrea Mae SanchezNo ratings yet
- Experimental Investigation On Electrochemical Grinding (ECG) For Stainless Steel 316Document8 pagesExperimental Investigation On Electrochemical Grinding (ECG) For Stainless Steel 316shahadNo ratings yet
- Ijesrt: International Journal of Engineering Sciences & Research TechnologyDocument8 pagesIjesrt: International Journal of Engineering Sciences & Research TechnologyHakim SakibNo ratings yet
- Improving The Dimensional Accuracy and Surface Roughness of FDM Parts Using Optimization TechniquesDocument5 pagesImproving The Dimensional Accuracy and Surface Roughness of FDM Parts Using Optimization TechniquesRaghuNo ratings yet
- 5056 Aluminium HoneycombDocument2 pages5056 Aluminium Honeycombmacon20000No ratings yet
- Torsional Vibration Spread SheetDocument14 pagesTorsional Vibration Spread SheetRPDeshNo ratings yet
- "Tension Test": Duhok Polytechnic University Technical College Energy DepartmentDocument14 pages"Tension Test": Duhok Polytechnic University Technical College Energy DepartmentAryan IbrahemNo ratings yet
- Tensile TestDocument5 pagesTensile TestNabeel J. AwadNo ratings yet
- Ajm Jurnal PDFDocument9 pagesAjm Jurnal PDFrahmat nur karimNo ratings yet
- Table - 8 Conductor PropertiesDocument1 pageTable - 8 Conductor PropertiesMichael DarmstaedterNo ratings yet
- Exp-2 (T-3)Document21 pagesExp-2 (T-3)Tectonic ArtNo ratings yet
- Inspection OverviewDocument125 pagesInspection OverviewDheeraj RavichandranNo ratings yet
- CGT21027 BIDM Individual AssignmentDocument7 pagesCGT21027 BIDM Individual AssignmentBhargav Sri DhavalaNo ratings yet
- Stud Bolts DIN 976-1: 2002-12: 1. ScopeDocument6 pagesStud Bolts DIN 976-1: 2002-12: 1. ScopejayNo ratings yet
- Major ProjectDocument6 pagesMajor Projectgaurav kishoreNo ratings yet
- Weld Deposition DataDocument5 pagesWeld Deposition Datachetan85100% (4)
- QTBExercisesDocument17 pagesQTBExercisesLester ClaudioNo ratings yet
- Icmcer-2024Document25 pagesIcmcer-2024himanshumishra.nitrNo ratings yet
- Tensile Test Lab ReportDocument5 pagesTensile Test Lab ReportLudik CarvalhoNo ratings yet
- Optimization of Machining Parameters On Surface Finish and MRR in Turning Process For en 31 Steel Using Taguchi MethodDocument17 pagesOptimization of Machining Parameters On Surface Finish and MRR in Turning Process For en 31 Steel Using Taguchi MethodNaresh Kumar ReddyNo ratings yet
- 1997 Gioncu & Petcu - Available Rotation Capacity of Wide-Flange Beams and Beam-Columns Part 2. Experimental and Numerical TestsDocument26 pages1997 Gioncu & Petcu - Available Rotation Capacity of Wide-Flange Beams and Beam-Columns Part 2. Experimental and Numerical TestsAKNo ratings yet
- System Simulation Lab RashmiDocument19 pagesSystem Simulation Lab RashmiRashmi RanjanNo ratings yet
- Propiedades ZamakDocument5 pagesPropiedades ZamakMNNo ratings yet
- 52402-BDK-PIP-CS-010 Pipe Wall Thickness Rev 0Document3 pages52402-BDK-PIP-CS-010 Pipe Wall Thickness Rev 0sudjonoNo ratings yet
- V: 3.3 - 200 Volts P: 1.5 Watts: Silicon Zener DiodesDocument4 pagesV: 3.3 - 200 Volts P: 1.5 Watts: Silicon Zener DiodesFazar AhmadNo ratings yet
- Daily Eng Ref TablesDocument26 pagesDaily Eng Ref TablesPalaNo ratings yet
- How To Choose The Right Gauge Block ComparatorDocument15 pagesHow To Choose The Right Gauge Block ComparatorneramopNo ratings yet
- Study of Surface Morphology On Micro Machined Surfaces of AISI 316 by Die Sinker EDMDocument8 pagesStudy of Surface Morphology On Micro Machined Surfaces of AISI 316 by Die Sinker EDMSamir BoseNo ratings yet
- Memorial de Cálculo de espessura mínima do costadoDocument13 pagesMemorial de Cálculo de espessura mínima do costadofabio50002No ratings yet
- DETERMINE SOIL CONSOLIDATION CHARACTERISTICSDocument3 pagesDETERMINE SOIL CONSOLIDATION CHARACTERISTICSShivamPaulNo ratings yet
- SL-T - Nour ShamsahDocument12 pagesSL-T - Nour ShamsahPRATEEK SHARMANo ratings yet
- No. 2 UAS Mekanika Fluida Perorangan (Hilmi Haidar Alif)Document32 pagesNo. 2 UAS Mekanika Fluida Perorangan (Hilmi Haidar Alif)Hilmi Haidar AlifNo ratings yet
- (Click On Fault Tests) AB Impedance Characteristic (Shot Test)Document3 pages(Click On Fault Tests) AB Impedance Characteristic (Shot Test)Aqeel AhmedNo ratings yet
- Aerial Bundle Conductor Abc CableDocument1 pageAerial Bundle Conductor Abc CableBrianNo ratings yet
- AppendiH Jurisdiction Areas of RPONewDocument1 pageAppendiH Jurisdiction Areas of RPONewZeeshan AnwarNo ratings yet
- American Welding Society (AWS)Document26 pagesAmerican Welding Society (AWS)ramprakash202No ratings yet
- American Welding Society (AWS)Document26 pagesAmerican Welding Society (AWS)ramprakash202No ratings yet
- Psychometric ChartDocument1 pagePsychometric ChartZeeshan AnwarNo ratings yet
- Welding Symbols GuideDocument17 pagesWelding Symbols GuideZeeshan AnwarNo ratings yet
- Journal Bearings and Their LubricationDocument8 pagesJournal Bearings and Their LubricationYanuar KrisnahadiNo ratings yet
- Pipe Chart PDFDocument2 pagesPipe Chart PDFCarlos Rivera0% (1)
- Intro To PneumaticsDocument30 pagesIntro To PneumaticskabirbNo ratings yet
- Pipe Chart PDFDocument2 pagesPipe Chart PDFCarlos Rivera0% (1)
- Diaphragm Valves and Actuators GuideDocument8 pagesDiaphragm Valves and Actuators GuideZeeshan AnwarNo ratings yet
- 1 4122Document1 page1 4122Zeeshan AnwarNo ratings yet
- NFPA Purge PressurizationDocument2 pagesNFPA Purge PressurizationZeeshan Anwar0% (1)
- Emi Calculator 08Document2 pagesEmi Calculator 08Zeeshan AnwarNo ratings yet
- Motor EfficiencyDocument8 pagesMotor EfficiencyZeeshan AnwarNo ratings yet
- Gate Me 2011 PDFDocument22 pagesGate Me 2011 PDFmartiinNo ratings yet
- Autocad ShortcutsDocument21 pagesAutocad ShortcutsZeeshan AnwarNo ratings yet
- Answer Key Gate 2012Document2 pagesAnswer Key Gate 2012Tejas ParmarNo ratings yet
- Emi Calculator 08Document2 pagesEmi Calculator 08Zeeshan AnwarNo ratings yet
- Everything about case hardening steelDocument2 pagesEverything about case hardening steelFrancisco Botelho Carlos100% (1)
- Vacuum Breaker Valve PDFDocument2 pagesVacuum Breaker Valve PDFZeeshan AnwarNo ratings yet
- Steam TurbineDocument7 pagesSteam Turbinesaadharisnedian100% (3)
- Unique TCS Questions-AnswerDocument18 pagesUnique TCS Questions-AnswerAmaresh LenkaNo ratings yet
- Simple Client Server Inventory Control SystemDocument66 pagesSimple Client Server Inventory Control SystemFarha FatimaNo ratings yet
- Gate Syllabus PDFDocument3 pagesGate Syllabus PDFArunachalam NarayananNo ratings yet
- Final Synopsis On Food Adultreation and ControlDocument5 pagesFinal Synopsis On Food Adultreation and ControlMohammad Bilal0% (1)
- History of Campus Journalism in the PhilippinesDocument54 pagesHistory of Campus Journalism in the PhilippinesRommel Angelo KirongNo ratings yet
- Weierman Okstate 0664M 10946 PDFDocument107 pagesWeierman Okstate 0664M 10946 PDFAEROWORKERNo ratings yet
- Kaizen and Six SigmaDocument26 pagesKaizen and Six Sigmaprofessor_cwardNo ratings yet
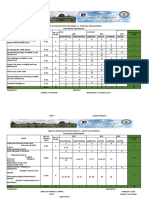
- Table of Specification For Grade 12 - Personal Development First Quarter ExaminationDocument17 pagesTable of Specification For Grade 12 - Personal Development First Quarter ExaminationArgie Joy Marie AmpolNo ratings yet
- Accountability and Continuous ImprovementDocument8 pagesAccountability and Continuous ImprovementLex Jethro Valdopenas100% (1)
- CHAPTER-III DoneDocument5 pagesCHAPTER-III DoneThresia LozaritaNo ratings yet
- The Insights Discovery SystemDocument123 pagesThe Insights Discovery SystemALTERINDONESIA100% (1)
- Factors Affecting Internal Audit Effectiveness in Ethiopian BanksDocument87 pagesFactors Affecting Internal Audit Effectiveness in Ethiopian BanksErmi ManNo ratings yet
- RESEARCH Q1 Written Work1Document13 pagesRESEARCH Q1 Written Work1jprodrigo782No ratings yet
- Question and Answer - 15Document31 pagesQuestion and Answer - 15acc-expertNo ratings yet
- Practical Research Module 6.fDocument5 pagesPractical Research Module 6.fDianne Masapol100% (1)
- WWW - Uttaranchaluniversity.ac - in Arcadia Grant, PO-Chandanwari, Premnagar Dehradun (Uttarakhand) - 248007 7351828000,0135-2772135 0135-2772231Document1 pageWWW - Uttaranchaluniversity.ac - in Arcadia Grant, PO-Chandanwari, Premnagar Dehradun (Uttarakhand) - 248007 7351828000,0135-2772135 0135-2772231Gaurav ChilwalNo ratings yet
- Makingmistakes - Video2 - VideodescriptionDocument3 pagesMakingmistakes - Video2 - VideodescriptionKevin MaharajNo ratings yet
- Types of Goals and PlansDocument6 pagesTypes of Goals and PlansLê Hoàng LâmNo ratings yet
- An Ethics Framework For Public HealthDocument19 pagesAn Ethics Framework For Public HealthLaura ZahariaNo ratings yet
- Fat Ores BahreinDocument16 pagesFat Ores BahreinAmanda MacielNo ratings yet
- Analysis of Marketing and Sales AqualiteDocument41 pagesAnalysis of Marketing and Sales AqualiteAnuj Dahiya100% (1)
- The Case of EthiopiaDocument5 pagesThe Case of EthiopiaMelkamu Amare ARAGIENo ratings yet
- VAMCatalog 2011Document116 pagesVAMCatalog 2011Mohamad Syahril BidiNo ratings yet
- Nursing Core Competencies For Quality LevelDocument5 pagesNursing Core Competencies For Quality Leveljava_biscocho1229No ratings yet
- Calculating Variance and Standard Deviation of Discrete Random VariablesDocument3 pagesCalculating Variance and Standard Deviation of Discrete Random VariablesGeosippi San Antonio LaymanNo ratings yet
- Group A - Consolidated Article Critique - Managing Family Business TensionsDocument4 pagesGroup A - Consolidated Article Critique - Managing Family Business TensionsRonelyCalairoNo ratings yet
- Allen Johnson, Timothy Earle - The Evolution of Human Societies - From Foraging Group To Agrarian State, Second Edition-Stanford University Press (2000)Document585 pagesAllen Johnson, Timothy Earle - The Evolution of Human Societies - From Foraging Group To Agrarian State, Second Edition-Stanford University Press (2000)Jean S MendozaNo ratings yet
- Schwartz and Weiss, 1978aDocument2 pagesSchwartz and Weiss, 1978aAtika WulandariNo ratings yet
- An Assessment of E-Marketing As A Strategic Tool For Software Companies in MauritiusDocument8 pagesAn Assessment of E-Marketing As A Strategic Tool For Software Companies in MauritiusYoushrin YearooNo ratings yet
- Amity University Summer Internship Guidelines 2016-20Document31 pagesAmity University Summer Internship Guidelines 2016-20Ilu Singh0% (1)
- General Knowledge & Current Affairs E-BookDocument1,263 pagesGeneral Knowledge & Current Affairs E-BookQuestionbangNo ratings yet
- Human Resources at The AES CorpDocument3 pagesHuman Resources at The AES Corpeko.rakhmat100% (1)
- 662 - Ok JOUR 30023 News Reporting and Writing by Plathottam (COMMON) For BAJ 1-1D, 1-1N & 1-2NDocument235 pages662 - Ok JOUR 30023 News Reporting and Writing by Plathottam (COMMON) For BAJ 1-1D, 1-1N & 1-2NDenice CruzNo ratings yet