You might also like
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Information-Machine ToolsDocument21 pagesInformation-Machine ToolsBharat VinjamuriNo ratings yet
- Jan 2023 Course List - Computer Science and EngineeringDocument3 pagesJan 2023 Course List - Computer Science and EngineeringBharat VinjamuriNo ratings yet
- Book Exhibition Books-2022-2023Document1 pageBook Exhibition Books-2022-2023Bharat VinjamuriNo ratings yet
- Module 1 - Session - 1 - Intro To AIDocument18 pagesModule 1 - Session - 1 - Intro To AIBharat VinjamuriNo ratings yet
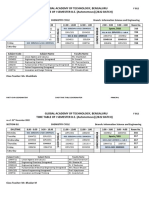
- 20-11-22 - Time Table-Chemistry Cycle PDFDocument7 pages20-11-22 - Time Table-Chemistry Cycle PDFBharat VinjamuriNo ratings yet
- Solid Edge Fundamentals PDFDocument1,539 pagesSolid Edge Fundamentals PDFOtto Heinrich Wehmann100% (1)
- Modeling and Predicting Adhesive Wear Behaviour of Aluminium-Silicon Alloy Using Neural NetworksDocument4 pagesModeling and Predicting Adhesive Wear Behaviour of Aluminium-Silicon Alloy Using Neural NetworksBharat VinjamuriNo ratings yet
- Optimization of Hematite and Quartz Bioflotation by AN Artificial Neural Network (ANN)Document12 pagesOptimization of Hematite and Quartz Bioflotation by AN Artificial Neural Network (ANN)Bharat VinjamuriNo ratings yet
- 2022 First Semester Scheme Syllabus CV Stream Physics CycleDocument17 pages2022 First Semester Scheme Syllabus CV Stream Physics CycleBharat VinjamuriNo ratings yet
- SolidEdge Surface ModelingDocument290 pagesSolidEdge Surface ModelingNguyen Tien LuongNo ratings yet
- 1 s2.0 S2238785418301467 MainDocument22 pages1 s2.0 S2238785418301467 MainBharat VinjamuriNo ratings yet
- Sheet Design Solid DesignDocument710 pagesSheet Design Solid DesignRoyal Ritesh SharmaNo ratings yet
- Evaluation Guidelines Tier II v0Document27 pagesEvaluation Guidelines Tier II v0Anonymous D5OSzzfNo ratings yet
- ANN Approach For The Prediction of Abrasive Wear PDFDocument7 pagesANN Approach For The Prediction of Abrasive Wear PDFBharat VinjamuriNo ratings yet
- Machine Learning A Z Q ADocument52 pagesMachine Learning A Z Q ADina Garan100% (1)
- CAPA For IA 2018-19Document2 pagesCAPA For IA 2018-19Bharat VinjamuriNo ratings yet
- Investigation of The Electroless Nickel Plated Sic Particles in Metal Matrix CompositesDocument8 pagesInvestigation of The Electroless Nickel Plated Sic Particles in Metal Matrix CompositesBharat VinjamuriNo ratings yet
- Artificial Neural Network Prediction of Cu-Al O Composite Properties Prepared by Powder Metallurgy MethodDocument5 pagesArtificial Neural Network Prediction of Cu-Al O Composite Properties Prepared by Powder Metallurgy MethodBharat VinjamuriNo ratings yet
- INDUSTRIAL VISITS at MEDDocument14 pagesINDUSTRIAL VISITS at MEDBharat VinjamuriNo ratings yet
- Implementation of TQM in The Automotive SMEsDocument3 pagesImplementation of TQM in The Automotive SMEsBharat VinjamuriNo ratings yet
- Letter of Recommendation for Vyshnav Raju P's Master's ApplicationDocument1 pageLetter of Recommendation for Vyshnav Raju P's Master's ApplicationBharat VinjamuriNo ratings yet
- Study On The Performance of Electroless Nickel Coating On Aluminium For Cylinder LinersDocument8 pagesStudy On The Performance of Electroless Nickel Coating On Aluminium For Cylinder LinersBharat Vinjamuri100% (1)
- National Board Accreditation Pro-formaDocument9 pagesNational Board Accreditation Pro-formaBharat Vinjamuri100% (1)
- Lic Visit 2018Document22 pagesLic Visit 2018Bharat VinjamuriNo ratings yet
- Tea AccountDocument1 pageTea AccountBharat VinjamuriNo ratings yet
- The Effect of Electroless Ni Coating of SiC Particles On The Corrosion Behavior of A356 Based Squeeze Cast CompositeDocument10 pagesThe Effect of Electroless Ni Coating of SiC Particles On The Corrosion Behavior of A356 Based Squeeze Cast CompositeBharat VinjamuriNo ratings yet
- Global Academy of Technology Department of Mechanical EngineeringDocument2 pagesGlobal Academy of Technology Department of Mechanical EngineeringBharat VinjamuriNo ratings yet
- Rolling Contact Wear StudiesDocument236 pagesRolling Contact Wear StudiesBharat VinjamuriNo ratings yet
- 8 TH Semester SurveyDocument2 pages8 TH Semester SurveyBharat VinjamuriNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- ReportingDocument15 pagesReportingBea SancoverNo ratings yet
- Zinc Plating InformationDocument4 pagesZinc Plating Informationankur panwarNo ratings yet
- Digital Marketing Study on Tactics and ChannelsDocument13 pagesDigital Marketing Study on Tactics and Channels720721206028 MADHESH DNo ratings yet
- CISM Application FRM Eng 1115121Document17 pagesCISM Application FRM Eng 1115121humdilNo ratings yet
- Concept: Ge-Mckinsey Nine-Box MatrixDocument5 pagesConcept: Ge-Mckinsey Nine-Box MatrixVijay Singh Kumar VijayNo ratings yet
- W7 - SE - Marketing Sales PDFDocument17 pagesW7 - SE - Marketing Sales PDFMikel AustinNo ratings yet
- F2 PSPP-Project Status of Purchased PartsDocument6 pagesF2 PSPP-Project Status of Purchased PartsOropeza LizbethNo ratings yet
- Buma 30033 Business Process Outsourcing 102 UpdatedDocument140 pagesBuma 30033 Business Process Outsourcing 102 Updatednicole bondocNo ratings yet
- CiscoDocument14 pagesCiscoPallav EdwankarNo ratings yet
- Planning PDFDocument3 pagesPlanning PDFLily HoneyNo ratings yet
- 3Pl Vs 4Pl: Amitabh PatnaikDocument12 pages3Pl Vs 4Pl: Amitabh PatnaikSandeep Kumar NayakNo ratings yet
- Question Bank 2marks Q A ErpDocument6 pagesQuestion Bank 2marks Q A Erpkarthir26No ratings yet
- Productivity and Quality ToolsDocument13 pagesProductivity and Quality ToolsLove Lee Hallarsis FabiconNo ratings yet
- Final MBA 2019 Bylaws 21.10.19Document156 pagesFinal MBA 2019 Bylaws 21.10.19Faraz SiddiquiNo ratings yet
- MARK3085 Case 1 Hubble Contact Lenses Assignment QuestionsDocument2 pagesMARK3085 Case 1 Hubble Contact Lenses Assignment Questionsjoe abi mansourNo ratings yet
- Business Model Canvas GuideDocument28 pagesBusiness Model Canvas GuideFlorence Reyes100% (1)
- Tentative ScheduleDocument7 pagesTentative ScheduleHermi MulugetaNo ratings yet
- Optimize warehouse layout and capacity managementDocument79 pagesOptimize warehouse layout and capacity managementFreddy Vega Macías100% (1)
- 5S OptimizationDocument13 pages5S OptimizationZakariya BelalNo ratings yet
- Fast. Flexible. Focused.: IIFL Holdings Limited 21 Annual ReportDocument172 pagesFast. Flexible. Focused.: IIFL Holdings Limited 21 Annual ReportAvinash JainNo ratings yet
- Customer ServiceDocument10 pagesCustomer ServiceBenita S MonicaNo ratings yet
- Quizz Chap#05: Business To Business Sales (B2B)Document6 pagesQuizz Chap#05: Business To Business Sales (B2B)Tuấn AnhNo ratings yet
- Adidas Growth StrategiesDocument5 pagesAdidas Growth StrategiesbigbosssongnguNo ratings yet
- Red Bull Channel ManagementDocument10 pagesRed Bull Channel ManagementHassan Ali TayyabNo ratings yet
- MOP-002 Fabrication ProcedureDocument3 pagesMOP-002 Fabrication ProcedureAjay G GopalNo ratings yet
- ATH AssignmentDocument5 pagesATH AssignmentAnonymous qbVaMYIIZ83% (6)
- Marketing PlanDocument6 pagesMarketing Planapi-711511353No ratings yet
- Business Process TestingDocument9 pagesBusiness Process TestingMaheema BhatteNo ratings yet
- Manuja WeerasingheDocument18 pagesManuja WeerasingheAmitha MadhubashiniNo ratings yet
- Trading UpDocument14 pagesTrading UpBranny TerreroNo ratings yet