You might also like
- Process Systems and Materials for CO2 Capture: Modelling, Design, Control and IntegrationFrom EverandProcess Systems and Materials for CO2 Capture: Modelling, Design, Control and IntegrationAthanasios I. PapadopoulosNo ratings yet
- Hydrotreating - UOP - A Honeywell CompanyDocument59 pagesHydrotreating - UOP - A Honeywell CompanySamNo ratings yet
- Catalytic: Reactivities, Networks, Kinetics High-Pressure HydroprocessingDocument38 pagesCatalytic: Reactivities, Networks, Kinetics High-Pressure HydroprocessingEdgar ZitroNo ratings yet
- Multiphase Reactor Engineering for Clean and Low-Carbon Energy ApplicationsFrom EverandMultiphase Reactor Engineering for Clean and Low-Carbon Energy ApplicationsYi ChengNo ratings yet
- Pre-Reformer Catalyst in A Hydrogen PlantDocument4 pagesPre-Reformer Catalyst in A Hydrogen Plantbikas_saha100% (1)
- Experimental Methods in Catalytic Research: Physical Chemistry: A Series of MonographsFrom EverandExperimental Methods in Catalytic Research: Physical Chemistry: A Series of MonographsRobert B. AndersonNo ratings yet
- Modeling of Fixed Bed Catalytic Reactors: Computers & Chemical Engineering December 1985Document12 pagesModeling of Fixed Bed Catalytic Reactors: Computers & Chemical Engineering December 1985sergioln001No ratings yet
- High-Pressure Fluid Phase Equilibria: Phenomenology and ComputationFrom EverandHigh-Pressure Fluid Phase Equilibria: Phenomenology and ComputationNo ratings yet
- FCC Propylene Production Tech PaperDocument8 pagesFCC Propylene Production Tech PaperMaría Belén JaureguiNo ratings yet
- Simulation and Performance Analysis of Propane Propylene SplitterDocument4 pagesSimulation and Performance Analysis of Propane Propylene SplitterAnonymous UY9QffNo ratings yet
- Chemical Process Retrofitting and Revamping: Techniques and ApplicationsFrom EverandChemical Process Retrofitting and Revamping: Techniques and ApplicationsGade Pandu RangaiahNo ratings yet
- Delayed Coking InnovationsDocument19 pagesDelayed Coking InnovationsJavier Lopez100% (2)
- Modeling and Simulation of Methanation Catalytic Reactor in Ammonia UnitDocument8 pagesModeling and Simulation of Methanation Catalytic Reactor in Ammonia UnitMartin NizNo ratings yet
- Current Status, Research Trends, and ChallengesDocument23 pagesCurrent Status, Research Trends, and Challengesqgi-tanyaNo ratings yet
- T2091 100 PDFDocument10 pagesT2091 100 PDFRICKY ECHANONo ratings yet
- ROSE® Process Offers Energy Savings For Solvent ExtractionDocument14 pagesROSE® Process Offers Energy Savings For Solvent Extractiona_abbaspourNo ratings yet
- A Hierarchical Decision Procedure For Process SynthesisDocument10 pagesA Hierarchical Decision Procedure For Process SynthesisDaniela BeltranNo ratings yet
- A. Radically Different Formulation and Solution of The Single-Stage Flash ProblemDocument14 pagesA. Radically Different Formulation and Solution of The Single-Stage Flash ProblemPrantik DasNo ratings yet
- Nicholas Oligomerization PDFDocument16 pagesNicholas Oligomerization PDFTanase DianaNo ratings yet
- The Hot Bypass Pressure Control Rev. Agosto 2018Document12 pagesThe Hot Bypass Pressure Control Rev. Agosto 2018luiz.henriqueNo ratings yet
- catalyticDehydrogenationLightAlkanesonMetals PDFDocument41 pagescatalyticDehydrogenationLightAlkanesonMetals PDFjulianamochizuki100% (2)
- Catalytic IsomerizationDocument7 pagesCatalytic Isomerizationanasaie20% (1)
- Lurgi's MPG Gasification Plus Rectisol Gas Purification - Advanced Process Combination For Reliable Syngas ProductionDocument22 pagesLurgi's MPG Gasification Plus Rectisol Gas Purification - Advanced Process Combination For Reliable Syngas Productionpippo2378793No ratings yet
- Modeling of Hydro CrackerDocument19 pagesModeling of Hydro Crackerapi-3709413100% (2)
- Catalytic ConversionDocument27 pagesCatalytic ConversionKuldeep singh ChandelNo ratings yet
- 3 3 MR Robert PardemannDocument47 pages3 3 MR Robert Pardemannhoremheb1No ratings yet
- Muñoz Et Al. Comparison of Correlations For Estimating Product Yields From Delayed CokingDocument12 pagesMuñoz Et Al. Comparison of Correlations For Estimating Product Yields From Delayed CokingSergioDanielContreras100% (1)
- ThermodynamicsDocument2 pagesThermodynamicsvinovictory8571No ratings yet
- HSFCCDocument22 pagesHSFCCdonald55555100% (1)
- Modeling of Naphtha Reforming Unit Applying Detailed 2014 Chemical EngineerDocument30 pagesModeling of Naphtha Reforming Unit Applying Detailed 2014 Chemical Engineerdownload100% (1)
- DMEDocument7 pagesDMEc_vivi92No ratings yet
- Understanding Gas Treatment FundamentalsDocument8 pagesUnderstanding Gas Treatment Fundamentalsazotik1985No ratings yet
- Preflash DrumDocument27 pagesPreflash DrumGarry David100% (1)
- D1 - T3 - Michael Goff - Black & VeatchDocument30 pagesD1 - T3 - Michael Goff - Black & VeatchSumant AggNo ratings yet
- Divided Wall Column 496Document6 pagesDivided Wall Column 496GeorgeNo ratings yet
- Towards A Zero Gasoline Refinery PTQ Parts 1 2Document15 pagesTowards A Zero Gasoline Refinery PTQ Parts 1 2Anil UpadhyaNo ratings yet
- PC 2 2008 MohaddecyDocument8 pagesPC 2 2008 MohaddecyAnonymous 1FaavtNo ratings yet
- Modeling and Simulation of Steam CrackersDocument6 pagesModeling and Simulation of Steam CrackersFathan FathullahNo ratings yet
- CAT-16-6 Intro To CRC-FCC Qunzhu Li-Luoyang Weida Petrochemical Eng CoDocument54 pagesCAT-16-6 Intro To CRC-FCC Qunzhu Li-Luoyang Weida Petrochemical Eng CoAle SanzNo ratings yet
- Steam Methane Reforming Reaction Process Intensification by Using A ReactorDocument14 pagesSteam Methane Reforming Reaction Process Intensification by Using A ReactorserchNo ratings yet
- Coke Tower DesignDocument14 pagesCoke Tower DesignMahendra Rathore100% (1)
- A Review of The Water Gas Shift Reaction KineticsDocument35 pagesA Review of The Water Gas Shift Reaction KineticsRickyWisaksono100% (1)
- A New Power, Methanol, and DME Polygeneration Process Using Integrated Chemical Looping SystemsDocument15 pagesA New Power, Methanol, and DME Polygeneration Process Using Integrated Chemical Looping SystemsCriveanuNNarcisNo ratings yet
- Section-IV Shutdown Rev4Document12 pagesSection-IV Shutdown Rev4Balasubramanian CNo ratings yet
- PEP Report 267A: Ihs ChemicalDocument8 pagesPEP Report 267A: Ihs ChemicalVinh Do ThanhNo ratings yet
- Distillation Part 1 Experimental Validation of Column Simulations PDFDocument9 pagesDistillation Part 1 Experimental Validation of Column Simulations PDFRajendraNo ratings yet
- GTL TechnologyDocument24 pagesGTL Technologychaitanya_scribd100% (1)
- Catalytic Reformer SimDocument10 pagesCatalytic Reformer Simmihaileditoiu2010No ratings yet
- Simulation and Optimization of Distillation Processes For Separating A Close-Boiling Mixture of N-Butanol and IsobutanolDocument6 pagesSimulation and Optimization of Distillation Processes For Separating A Close-Boiling Mixture of N-Butanol and IsobutanolZangNo ratings yet
- Thermodynamics For ChemistsDocument532 pagesThermodynamics For Chemistsbarb201No ratings yet
- Conoco Iag Npra Am-02-44Document15 pagesConoco Iag Npra Am-02-44Sachin KamathNo ratings yet
- RP153E Toc PDFDocument12 pagesRP153E Toc PDFAshwani KumarNo ratings yet
- Advances in The OCC Process For Propylene ProductionDocument6 pagesAdvances in The OCC Process For Propylene ProductionAngel Richard MamaniNo ratings yet
- Selective Hydrogenation of Methyl Acetylene and Propadiene in An IndustrialDocument7 pagesSelective Hydrogenation of Methyl Acetylene and Propadiene in An IndustrialAdrian Fernandez BelloNo ratings yet
- Surgical DiathermyDocument27 pagesSurgical DiathermyNimi Batubo100% (1)
- Introduction To Capillary PressureDocument15 pagesIntroduction To Capillary PressureMuhammad MirNo ratings yet
- Part Cat-Soil Compactor BW 212Document218 pagesPart Cat-Soil Compactor BW 212Dhru Ti100% (7)
- Manual Grindex - Bravo400.Document26 pagesManual Grindex - Bravo400.Roque LlamoccaNo ratings yet
- Mic Electronics Research ReportDocument17 pagesMic Electronics Research ReportSudipta BoseNo ratings yet
- MES ManualDocument122 pagesMES ManualDenis AlfinNo ratings yet
- Semester Syllabus For M. Sc. in Chemistry: School of Chemistry (AutonomousDocument22 pagesSemester Syllabus For M. Sc. in Chemistry: School of Chemistry (AutonomousDachou GeetuNo ratings yet
- Sunlight Battery 12V 12ahDocument1 pageSunlight Battery 12V 12ahCarolyn MunozNo ratings yet
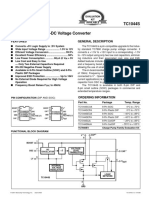
- TC1044S Charge Pump DC-TO-DC Voltage Converter: Features General DescriptionDocument11 pagesTC1044S Charge Pump DC-TO-DC Voltage Converter: Features General DescriptionAlex Lorz BalboaNo ratings yet
- Austria PowerpointDocument6 pagesAustria PowerpointSammie WainainaNo ratings yet
- Effects of Mass Transfer On Heat and Mass Transfer Characteristics Between Water Surface and AirstreamDocument11 pagesEffects of Mass Transfer On Heat and Mass Transfer Characteristics Between Water Surface and AirstreamPiterNo ratings yet
- Maersk LDocument12 pagesMaersk LAbhishek Kumar0% (1)
- Electromagnetic RadiationDocument22 pagesElectromagnetic RadiationSelva Kumar0% (1)
- Aakas Aiats 2020 Test1 29-07-2019Document119 pagesAakas Aiats 2020 Test1 29-07-2019gyandatt100% (3)
- TEC2647Z-2+PIR San BernardoDocument9 pagesTEC2647Z-2+PIR San BernardodinkoheNo ratings yet
- A New Development in Completion Methods - The Limited Entry TechniqueDocument8 pagesA New Development in Completion Methods - The Limited Entry TechniqueJosé TimanáNo ratings yet
- 5456 de Filter PressDocument6 pages5456 de Filter PressmbhadelNo ratings yet
- MC 10206242 0001Document8 pagesMC 10206242 0001Yang MaNo ratings yet
- WTP NotesDocument9 pagesWTP Notessanjee2No ratings yet
- DNV Maritime Forecast 2050 2021-WebDocument82 pagesDNV Maritime Forecast 2050 2021-WebДмитрий Ганжа100% (1)
- Voltage DropDocument18 pagesVoltage DropVaughn GaneloNo ratings yet
- Parts-Gm3 0Document43 pagesParts-Gm3 0ناصرقوجيلNo ratings yet
- 356850-103 QRefGde Eltek-Power-Sys 1v0 (1) ELECTRICODocument36 pages356850-103 QRefGde Eltek-Power-Sys 1v0 (1) ELECTRICORomi Raof67% (3)
- General Catalogue: Compressors & Condensing UnitsDocument88 pagesGeneral Catalogue: Compressors & Condensing UnitsJader Leon100% (1)
- ECM433 LAB 1 (Reference Update)Document10 pagesECM433 LAB 1 (Reference Update)Nina WalinNo ratings yet
- IRF460 Hexfet Transistors THRU-HOLE (TO-204AA/AE) 500V, N-CHANNELDocument8 pagesIRF460 Hexfet Transistors THRU-HOLE (TO-204AA/AE) 500V, N-CHANNELJoseph SantanaNo ratings yet
- PPC Zimbabwe Site Visit: Darryll Castle - CEO PPC Limited Kelibone Masiyane - MD PPC ZimbabweDocument38 pagesPPC Zimbabwe Site Visit: Darryll Castle - CEO PPC Limited Kelibone Masiyane - MD PPC ZimbabweBrandon ChinyanduNo ratings yet
- CAT 323 DL 2013 LeafletDocument20 pagesCAT 323 DL 2013 LeafletLuka BornaNo ratings yet
- Drive-Technology: SDA - Spindle Direct Drive ActuatorDocument19 pagesDrive-Technology: SDA - Spindle Direct Drive ActuatorYAKOVNo ratings yet
- MA 40 - Premium Quality Stationary Gas Engine OilDocument2 pagesMA 40 - Premium Quality Stationary Gas Engine OilRaden ArdyNo ratings yet
- Guidelines for Chemical Process Quantitative Risk AnalysisFrom EverandGuidelines for Chemical Process Quantitative Risk AnalysisRating: 5 out of 5 stars5/5 (1)
- Sodium Bicarbonate: Nature's Unique First Aid RemedyFrom EverandSodium Bicarbonate: Nature's Unique First Aid RemedyRating: 5 out of 5 stars5/5 (21)
- Pulp and Paper Industry: Emerging Waste Water Treatment TechnologiesFrom EverandPulp and Paper Industry: Emerging Waste Water Treatment TechnologiesRating: 5 out of 5 stars5/5 (1)
- Phase Equilibria in Chemical EngineeringFrom EverandPhase Equilibria in Chemical EngineeringRating: 4 out of 5 stars4/5 (11)
- Well Control for Completions and InterventionsFrom EverandWell Control for Completions and InterventionsRating: 4 out of 5 stars4/5 (10)
- Coupled CFD-DEM Modeling: Formulation, Implementation and Application to Multiphase FlowsFrom EverandCoupled CFD-DEM Modeling: Formulation, Implementation and Application to Multiphase FlowsNo ratings yet
- Process Plant Equipment: Operation, Control, and ReliabilityFrom EverandProcess Plant Equipment: Operation, Control, and ReliabilityRating: 5 out of 5 stars5/5 (1)
- The Perfumed Pages of History: A Textbook on Fragrance CreationFrom EverandThe Perfumed Pages of History: A Textbook on Fragrance CreationRating: 4 out of 5 stars4/5 (1)
- Lees' Process Safety Essentials: Hazard Identification, Assessment and ControlFrom EverandLees' Process Safety Essentials: Hazard Identification, Assessment and ControlRating: 4 out of 5 stars4/5 (4)
- Water-Based Paint Formulations, Vol. 3From EverandWater-Based Paint Formulations, Vol. 3Rating: 4.5 out of 5 stars4.5/5 (6)
- Functional Safety from Scratch: A Practical Guide to Process Industry ApplicationsFrom EverandFunctional Safety from Scratch: A Practical Guide to Process Industry ApplicationsNo ratings yet
- An Applied Guide to Water and Effluent Treatment Plant DesignFrom EverandAn Applied Guide to Water and Effluent Treatment Plant DesignRating: 5 out of 5 stars5/5 (4)
- Fundamentals of Risk Management for Process Industry EngineersFrom EverandFundamentals of Risk Management for Process Industry EngineersNo ratings yet
- Fun Facts about Hydrogen : Chemistry for Kids The Element Series | Children's Chemistry BooksFrom EverandFun Facts about Hydrogen : Chemistry for Kids The Element Series | Children's Chemistry BooksNo ratings yet
- Nuclear Energy in the 21st Century: World Nuclear University PressFrom EverandNuclear Energy in the 21st Century: World Nuclear University PressRating: 4.5 out of 5 stars4.5/5 (3)
- Distillation Design and Control Using Aspen SimulationFrom EverandDistillation Design and Control Using Aspen SimulationRating: 5 out of 5 stars5/5 (2)
- First U.K. National Conference on Heat Transfer: The Institution of Chemical Engineers Symposium Series, Volume 2.86From EverandFirst U.K. National Conference on Heat Transfer: The Institution of Chemical Engineers Symposium Series, Volume 2.86No ratings yet
- The Stress Analysis of Pressure Vessels and Pressure Vessel Components: International Series of Monographs in Mechanical EngineeringFrom EverandThe Stress Analysis of Pressure Vessels and Pressure Vessel Components: International Series of Monographs in Mechanical EngineeringS. S. GillRating: 3.5 out of 5 stars3.5/5 (3)
- A New Approach to HAZOP of Complex Chemical ProcessesFrom EverandA New Approach to HAZOP of Complex Chemical ProcessesNo ratings yet
- Physical and Chemical Equilibrium for Chemical EngineersFrom EverandPhysical and Chemical Equilibrium for Chemical EngineersRating: 5 out of 5 stars5/5 (1)
- The Periodic Table of Elements - Halogens, Noble Gases and Lanthanides and Actinides | Children's Chemistry BookFrom EverandThe Periodic Table of Elements - Halogens, Noble Gases and Lanthanides and Actinides | Children's Chemistry BookNo ratings yet