You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5811)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1092)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (844)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (348)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Lug Support DesignDocument11 pagesLug Support Designimrancenakk100% (6)
- PS01Document9 pagesPS01Sii Olog-olog PlonkNo ratings yet
- EvaporationDocument14 pagesEvaporationSFKNo ratings yet
- Air-Cooled Reciprocating 30gt Liquid Chiller CarrierDocument55 pagesAir-Cooled Reciprocating 30gt Liquid Chiller CarrierHernan Jesus Guanipa50% (2)
- Liu 2021Document8 pagesLiu 2021maría joséNo ratings yet
- Direct Lithium Extraction: What Mining Investors Should KnowDocument60 pagesDirect Lithium Extraction: What Mining Investors Should Knowmaría joséNo ratings yet
- UntitledDocument104 pagesUntitledmaría joséNo ratings yet
- Unit 3 - Tiger Time 1Document10 pagesUnit 3 - Tiger Time 1maría joséNo ratings yet
- Lithium Mining: From Resource Exploration To Battery Grade Lithium Salt ProductionDocument20 pagesLithium Mining: From Resource Exploration To Battery Grade Lithium Salt Productionmaría joséNo ratings yet
- 1 s2.0 S1674987122001384 MainDocument17 pages1 s2.0 S1674987122001384 Mainmaría joséNo ratings yet
- Ew1c00040 Si 001Document4 pagesEw1c00040 Si 001maría joséNo ratings yet
- A Method For Iron Determination During Copper Electrometallurgy ADocument88 pagesA Method For Iron Determination During Copper Electrometallurgy Amaría joséNo ratings yet
- Attachment 0Document32 pagesAttachment 0maría joséNo ratings yet
- Molecules 24 02275Document10 pagesMolecules 24 02275maría joséNo ratings yet
- Extreme Sulfur-Cycling in Acid Brine Lake EnvironmDocument16 pagesExtreme Sulfur-Cycling in Acid Brine Lake Environmmaría joséNo ratings yet
- Batteries 08 00083 v2Document24 pagesBatteries 08 00083 v2maría joséNo ratings yet
- Pol.J.Environ - Stud.Vol24 No3 1277-1282Document7 pagesPol.J.Environ - Stud.Vol24 No3 1277-1282maría joséNo ratings yet
- Acssuschemeng 9b05116Document9 pagesAcssuschemeng 9b05116maría joséNo ratings yet
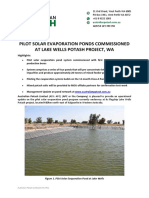
- Pilot Solar Evaporation Ponds CommissionedDocument5 pagesPilot Solar Evaporation Ponds Commissionedmaría joséNo ratings yet
- Metals 11 01758Document16 pagesMetals 11 01758maría joséNo ratings yet
- Brochure - Oil CoalescerDocument2 pagesBrochure - Oil Coalescermaría joséNo ratings yet
- Copper Sulphate Crystallization Plants at Remote LDocument6 pagesCopper Sulphate Crystallization Plants at Remote Lmaría joséNo ratings yet
- Copper Sulphate Market G.9093453.PowerpointDocument5 pagesCopper Sulphate Market G.9093453.Powerpointmaría joséNo ratings yet
- Toromocho Jan2017 Competent Persons ReportDocument147 pagesToromocho Jan2017 Competent Persons Reportmaría joséNo ratings yet
- 513 Binary Extract Ant Slim GDocument10 pages513 Binary Extract Ant Slim Gmaría joséNo ratings yet
- Wang 2018Document11 pagesWang 2018maría joséNo ratings yet
- Gas Coalescing Filters 1Document6 pagesGas Coalescing Filters 1maría joséNo ratings yet
- Liquid Chromatography of Ions CL BR ISO-10304-1-1992Document11 pagesLiquid Chromatography of Ions CL BR ISO-10304-1-1992maría joséNo ratings yet
- Bromide (Titrimetric) 320 - 1Document5 pagesBromide (Titrimetric) 320 - 1maría joséNo ratings yet
- Calcium and Magnesium AAS ISO-7980-1986Document8 pagesCalcium and Magnesium AAS ISO-7980-1986maría joséNo ratings yet
- Standard Methods Bromide3Document6 pagesStandard Methods Bromide3maría joséNo ratings yet
- Boric Acid Volumetric Method ISO-1914-1972Document4 pagesBoric Acid Volumetric Method ISO-1914-1972maría joséNo ratings yet
- Calcium and Magnesium ISO-2482-1973Document8 pagesCalcium and Magnesium ISO-2482-1973maría joséNo ratings yet
- I 1472 95Document24 pagesI 1472 95maría joséNo ratings yet
- Chapter8 Real Gases and Mixture of GasesDocument26 pagesChapter8 Real Gases and Mixture of GasesMUHAMMED FAISALNo ratings yet
- SeismicReflectionandRefractionMethods PDFDocument9 pagesSeismicReflectionandRefractionMethods PDFjyoti tanwarNo ratings yet
- Activity I LAbDocument3 pagesActivity I LAbEllaineNo ratings yet
- Von Mises Yield 3Document11 pagesVon Mises Yield 3Akhil NemaNo ratings yet
- Flow Stagnation PropertiesDocument8 pagesFlow Stagnation PropertiesHamza ShahidNo ratings yet
- Manhole Head LossesDocument11 pagesManhole Head Lossesjoseph_mscNo ratings yet
- Vdocuments - MX - Heat Exchangers Selection Design and Construction by Ead Saunders Longman PDFDocument2 pagesVdocuments - MX - Heat Exchangers Selection Design and Construction by Ead Saunders Longman PDFGun ApriantoNo ratings yet
- Chem ImpDocument19 pagesChem Imparunimapll98No ratings yet
- Calorific Value Course Using Boys CalorimeterDocument7 pagesCalorific Value Course Using Boys CalorimeterJOHANAN OROKNo ratings yet
- Ebarra Pumps PDFDocument99 pagesEbarra Pumps PDFJudy Ann CastorNo ratings yet
- Salençon, J. and Pecker EC8 Foundation Bearing CapacityDocument20 pagesSalençon, J. and Pecker EC8 Foundation Bearing CapacityYang LuNo ratings yet
- Mesh DiscretIzationDocument45 pagesMesh DiscretIzationdfcortesvNo ratings yet
- CHE/CHS 2515 CHE/CHS 2516 CHE/CHS 3515 CHE/CHS 3516: Physical ChemistryDocument11 pagesCHE/CHS 2515 CHE/CHS 2516 CHE/CHS 3515 CHE/CHS 3516: Physical ChemistryChristopher JeyakumarNo ratings yet
- PDF Actuator Datasheet - CompressDocument1 pagePDF Actuator Datasheet - Compresshellraizer1978No ratings yet
- Solucionario - Groover Ejercicios ForjaDocument6 pagesSolucionario - Groover Ejercicios ForjaEdgard López BriceñoNo ratings yet
- Compressor Formula PDFDocument1 pageCompressor Formula PDFAli zeinabiNo ratings yet
- Shear Strength - Introduction and Shear StrengthTestingDocument76 pagesShear Strength - Introduction and Shear StrengthTestingAli Saeed100% (1)
- ALA 1 Chapter 9 - Fluid DynamicsDocument9 pagesALA 1 Chapter 9 - Fluid Dynamicsphoenix eastwoodNo ratings yet
- Acoustic-Induced-Vibration Case Study For WDDM Onshore FacilitiesDocument5 pagesAcoustic-Induced-Vibration Case Study For WDDM Onshore FacilitiesMaría José JapaNo ratings yet
- A Review of Stress, Strain, and Material Behavior: 2.1 Shows The Relationship Between The 1-2-3Document20 pagesA Review of Stress, Strain, and Material Behavior: 2.1 Shows The Relationship Between The 1-2-3sarwankumarpalNo ratings yet
- Stress Distribution Within Circular Cylinders in CompressionDocument12 pagesStress Distribution Within Circular Cylinders in CompressionNabil Dhiya UlhaqNo ratings yet
- Plate Load TestDocument8 pagesPlate Load TestSamad Shaikh BuildconNo ratings yet
- Study ChemDocument13 pagesStudy ChemJanthina Rose AusteroNo ratings yet
- Improved Control Valve Sizing For Multiphase FlowDocument5 pagesImproved Control Valve Sizing For Multiphase FlowFatih FıratNo ratings yet
- R-Values of Insulation and Other Building MaterialsDocument8 pagesR-Values of Insulation and Other Building MaterialsDhanyaUnniNo ratings yet
- Non Linear Time History Analysis of An Elevated Water Tank: IjarstDocument8 pagesNon Linear Time History Analysis of An Elevated Water Tank: IjarstLuis Wilmer Nuñez EchaccayaNo ratings yet