You might also like
- EOQ ApplicationDocument33 pagesEOQ ApplicationNAZMUL HAQUENo ratings yet
- P3 - InventoryControlDocument43 pagesP3 - InventoryControlamirah khansaNo ratings yet
- EOQ Model: Economic Order QuantityDocument21 pagesEOQ Model: Economic Order Quantityrzia809No ratings yet
- The New 3D Layout for Oil & Gas Offshore Projects: How to ensure successFrom EverandThe New 3D Layout for Oil & Gas Offshore Projects: How to ensure successRating: 4.5 out of 5 stars4.5/5 (3)
- EOQ and ABC Analysis: Economic Order QuantityDocument21 pagesEOQ and ABC Analysis: Economic Order QuantityHitesh Kumar SharmaNo ratings yet
- CISA EXAM-Testing Concept-Recovery Time Objective (RTO) & Recovery Point Objective (RPO)From EverandCISA EXAM-Testing Concept-Recovery Time Objective (RTO) & Recovery Point Objective (RPO)Rating: 1 out of 5 stars1/5 (2)
- US Stroller AnsDocument4 pagesUS Stroller AnsBrayan Jimenez Barba0% (1)
- Session 18Document26 pagesSession 18sgNo ratings yet
- OM Calculations - EOQDocument48 pagesOM Calculations - EOQPrajaktaNo ratings yet
- Productivity Improvement High Pressure Die Casting: Presentation byDocument26 pagesProductivity Improvement High Pressure Die Casting: Presentation byNIMISHNo ratings yet
- Economic Order QuantityDocument11 pagesEconomic Order Quantityramanexotic007No ratings yet
- Inventory ModelsDocument30 pagesInventory ModelsAmarendra Sharma ChennapragadaNo ratings yet
- Determine Space Needs for Production LineDocument33 pagesDetermine Space Needs for Production LineNurhayati SitorusNo ratings yet
- FALLSEM2021-22 MEE1024 TH VL2021220103001 Reference Material I 05-Aug-2021 5 Inventory ModelsDocument40 pagesFALLSEM2021-22 MEE1024 TH VL2021220103001 Reference Material I 05-Aug-2021 5 Inventory ModelsAyush BhushanNo ratings yet
- Inventory ManagementDocument89 pagesInventory ManagementOumaShuNo ratings yet
- Inventory Control EOQ ModelDocument44 pagesInventory Control EOQ ModelHOD MEC BVC Engineering Colelge OdalarevuNo ratings yet
- Calculate Break-Even PointDocument26 pagesCalculate Break-Even PointRatnesh Kumar RaiNo ratings yet
- inventory managementDocument23 pagesinventory managementdpriyamtandonNo ratings yet
- Chapter 2 EOQ MODELDocument24 pagesChapter 2 EOQ MODELHamdan Hassin100% (2)
- WINSEM2021-22 MEE1024 TH VL2021220503026 Reference Material I 05-01-2022 5 Inventory ModelsDocument37 pagesWINSEM2021-22 MEE1024 TH VL2021220503026 Reference Material I 05-01-2022 5 Inventory ModelsNikhil VinodNo ratings yet
- PT FM ADocument4 pagesPT FM ANabil NizamNo ratings yet
- CHAPTER - 3 Capacity PlanningDocument67 pagesCHAPTER - 3 Capacity PlanningDar AltasmemNo ratings yet
- Plantas de ChancadoDocument29 pagesPlantas de Chancadoeiner1110_609484259No ratings yet
- Production Planning & Control:: InventoryDocument51 pagesProduction Planning & Control:: InventoryAfiq AsyrafNo ratings yet
- Inventory Control - AC For StudentsDocument38 pagesInventory Control - AC For StudentsShubham KumarNo ratings yet
- EOQ Model: Ken HomaDocument18 pagesEOQ Model: Ken HomatohemaNo ratings yet
- CHAPTER - 3 Capacity PlanningDocument39 pagesCHAPTER - 3 Capacity PlanningAhmed Samir MorsyNo ratings yet
- How to Plan Capacity NeedsDocument16 pagesHow to Plan Capacity NeedsAnadi Ranjan100% (1)
- CHAP 2 Manufacturing OperationDocument24 pagesCHAP 2 Manufacturing OperationSyahmi HasanNo ratings yet
- Ch16 262-266Document5 pagesCh16 262-266Sajid AliNo ratings yet
- Classification of MaterialsDocument35 pagesClassification of Materials28ihaNo ratings yet
- OMT 8604 Logistics in Supply Chain Management: Master of Business AdministrationDocument42 pagesOMT 8604 Logistics in Supply Chain Management: Master of Business AdministrationMr. JahirNo ratings yet
- M - IDocument47 pagesM - IJagan MahatoNo ratings yet
- Pom Ii: Independent Demand InventoryDocument44 pagesPom Ii: Independent Demand InventoryAshokNo ratings yet
- Lecture 03 (Stochastic Inventory)Document30 pagesLecture 03 (Stochastic Inventory)Hassaan RajpootNo ratings yet
- Inventory ModelsDocument40 pagesInventory Modelskartiklodhi9770No ratings yet
- Gestión de compras y proveedores: análisis ABC, EOQ y Lote ÓptimoDocument49 pagesGestión de compras y proveedores: análisis ABC, EOQ y Lote ÓptimoJavier Holgado RiveraNo ratings yet
- Bergerac System Case Analysis-Group 1Document11 pagesBergerac System Case Analysis-Group 1Karan Trivedi100% (1)
- STOCK TIME DIAGRAM AND INVENTORY COSTSDocument21 pagesSTOCK TIME DIAGRAM AND INVENTORY COSTSArun SudarshanNo ratings yet
- Introduction to Manufacturing SystemsDocument13 pagesIntroduction to Manufacturing SystemsAbenezer PhiliposNo ratings yet
- Theory of ConstraintsDocument30 pagesTheory of Constraintsapi-3696776100% (4)
- PROJECT - UpdatedDocument7 pagesPROJECT - UpdatedSuraj GantayatNo ratings yet
- Week 5 - Production SmoothingDocument34 pagesWeek 5 - Production SmoothingQuynh Chau Tran100% (1)
- Chapter 8 Inventroy Management OSCMDocument54 pagesChapter 8 Inventroy Management OSCMShafayet JamilNo ratings yet
- Lecture-2Document18 pagesLecture-2Dave RyanNo ratings yet
- Chapter 4 - Inventory MGTDocument31 pagesChapter 4 - Inventory MGTMelak TsehayeNo ratings yet
- Chapter Five: Inventory Cost Control ModelDocument28 pagesChapter Five: Inventory Cost Control ModelEthiopian Ayele SeyfeNo ratings yet
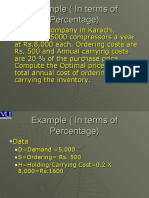
- Example (In Terms of Percentage)Document30 pagesExample (In Terms of Percentage)Anaya MalikNo ratings yet
- Production Planning & Control Course OutlineDocument64 pagesProduction Planning & Control Course OutlineandullaNo ratings yet
- Unit 2.2 InventoryDocument90 pagesUnit 2.2 InventorySridhara tvNo ratings yet
- Inventory Control Techniques .Document23 pagesInventory Control Techniques .Vujjini GiribabuNo ratings yet
- Chapter 02Document106 pagesChapter 02TeresaNo ratings yet
- Me 351 Unit - 4Document116 pagesMe 351 Unit - 4Somesh ShuklaNo ratings yet
- Independent Demand Inventory Management: by 2 Edition © Wiley 2005 Powerpoint Presentation by R.B. Clough - UnhDocument38 pagesIndependent Demand Inventory Management: by 2 Edition © Wiley 2005 Powerpoint Presentation by R.B. Clough - UnhSaurav ShawNo ratings yet
- Inventory ModelsDocument9 pagesInventory ModelshavillaNo ratings yet
- Chapter 5 Limiting Factors and Throughput Accounting: Answer 1Document10 pagesChapter 5 Limiting Factors and Throughput Accounting: Answer 1DOODGE CHIDHAKWANo ratings yet
- Inventory control models: Understanding the EOQ modelDocument19 pagesInventory control models: Understanding the EOQ modelHary FandeliNo ratings yet
- Operations Worksheet wk2 - DoneDocument56 pagesOperations Worksheet wk2 - DoneArjun KhoslaNo ratings yet
- Operations Management: Dr. Mashkur ZafarDocument30 pagesOperations Management: Dr. Mashkur ZafarArjun KhoslaNo ratings yet
- Operations Management Week 1Document49 pagesOperations Management Week 1Arjun KhoslaNo ratings yet
- Operations Worksheet wk3Document29 pagesOperations Worksheet wk3Arjun KhoslaNo ratings yet
- Operations Management Week 2 New1Document112 pagesOperations Management Week 2 New1Arjun KhoslaNo ratings yet
- SCMDocument14 pagesSCMArjun KhoslaNo ratings yet
- Chapter-4: Causal/Experimental Research DesignsDocument34 pagesChapter-4: Causal/Experimental Research DesignsArjun KhoslaNo ratings yet
- Business Research MethodsDocument57 pagesBusiness Research MethodsKunal SainiNo ratings yet
- Key operations questions and design modelsDocument18 pagesKey operations questions and design modelsArjun KhoslaNo ratings yet
- Ratan GoyalDocument6 pagesRatan GoyalArjun KhoslaNo ratings yet
- Attitude Measurement and ScalingDocument41 pagesAttitude Measurement and ScalingAniket PuriNo ratings yet
- Sampling Fundamentals ModifiedDocument45 pagesSampling Fundamentals ModifiedArjun KhoslaNo ratings yet
- Fundamental & Advanced Analytics Using SAS ProceduresDocument14 pagesFundamental & Advanced Analytics Using SAS ProceduresArjun KhoslaNo ratings yet
- Factor AnalysisDocument28 pagesFactor AnalysisArjun KhoslaNo ratings yet
- China Legal LawsDocument5 pagesChina Legal LawsArjun KhoslaNo ratings yet
- Clustering - Case Study 4Document27 pagesClustering - Case Study 4Arjun KhoslaNo ratings yet
- Data Collection Techniques ModifiedDocument32 pagesData Collection Techniques ModifiedArjun KhoslaNo ratings yet
- Conditional and Iterative Constructs GuideDocument17 pagesConditional and Iterative Constructs GuideArjun KhoslaNo ratings yet
- Working With SAS DatesDocument6 pagesWorking With SAS DatesArjun KhoslaNo ratings yet
- Fundamental & Advanced Analytics Using SAS ProceduresDocument14 pagesFundamental & Advanced Analytics Using SAS ProceduresArjun KhoslaNo ratings yet
- Chapter 1Document5 pagesChapter 1Chloe SteelNo ratings yet
- India EV Story: Emerging Opportunities in India's Growing Electric Vehicle MarketDocument74 pagesIndia EV Story: Emerging Opportunities in India's Growing Electric Vehicle MarketHARSHA100% (2)
- 15 BitcoinDocument35 pages15 BitcoingilmersalazarNo ratings yet
- Domestic Investment in IndiaDocument42 pagesDomestic Investment in IndiaArjun KhoslaNo ratings yet
- Working With SAS DatesDocument6 pagesWorking With SAS DatesArjun KhoslaNo ratings yet
- VI Subsetting and Combining Data SetsDocument17 pagesVI Subsetting and Combining Data SetsArjun KhoslaNo ratings yet
- DPRDocument5 pagesDPRArjun KhoslaNo ratings yet
- Study MaterialDocument88 pagesStudy MaterialArjun KhoslaNo ratings yet
- Study MatDocument34 pagesStudy MatArjun KhoslaNo ratings yet
- Managing inventory levels in supply chainsDocument60 pagesManaging inventory levels in supply chainsShambhavi AryaNo ratings yet
- Retailer or E-Tailer JORSDocument10 pagesRetailer or E-Tailer JORSdaxstarNo ratings yet
- Review Question in PPC Answer KeyDocument11 pagesReview Question in PPC Answer KeyDoey NutNo ratings yet
- INVENTORY PLANNINGDocument7 pagesINVENTORY PLANNINGandov9No ratings yet
- Module 2 Accounting For MaterialsDocument32 pagesModule 2 Accounting For MaterialsGhillian Mae GuiangNo ratings yet
- Materials ManagementDocument52 pagesMaterials ManagementakulavarshiniNo ratings yet
- Inventory Management Techniques and ModelsDocument29 pagesInventory Management Techniques and ModelsChow DhuryNo ratings yet
- Assignment of Inventory ManagementDocument3 pagesAssignment of Inventory ManagementHarsh Chauhan100% (1)
- Inventory ControlDocument26 pagesInventory ControlhajarawNo ratings yet
- Module 7 - Managing InventoryDocument28 pagesModule 7 - Managing InventoryMuhammad FaisalNo ratings yet
- Inventory Management: Abhishek SinhaDocument41 pagesInventory Management: Abhishek SinhaAbhishek SinhaNo ratings yet
- Hammad IM Lecture11Document51 pagesHammad IM Lecture11Arslan KhalidNo ratings yet
- SV - Chapter 4 - Inventory ManagementDocument19 pagesSV - Chapter 4 - Inventory ManagementK60 Lê Phạm Yến ThyNo ratings yet
- Index: Cost Sheet Material Costing Labour CostingDocument63 pagesIndex: Cost Sheet Material Costing Labour CostingKartik GuptaNo ratings yet
- Economic Order Quantit1Document2 pagesEconomic Order Quantit1prachi goelNo ratings yet
- Inventory Management Techniques for Cost OptimizationDocument5 pagesInventory Management Techniques for Cost OptimizationBesha SoriganoNo ratings yet
- Manage Inventory Costs with EOQ ModelsDocument30 pagesManage Inventory Costs with EOQ ModelsGopi SNo ratings yet
- Operations Management GuideDocument13 pagesOperations Management GuideHo Sol JungNo ratings yet
- Introduction To Inventory Management: Unit - 1Document52 pagesIntroduction To Inventory Management: Unit - 1edgarNo ratings yet
- Review - Logistics DEDocument71 pagesReview - Logistics DEHuệ Hứa ThụcNo ratings yet
- Assignment 3 - 2020Document4 pagesAssignment 3 - 2020Mpho NkuNo ratings yet
- Economic Order Quantity Model: A Review: December 2014Document5 pagesEconomic Order Quantity Model: A Review: December 2014yovirolandNo ratings yet
- CF Tutorial 11 - SolutionsDocument5 pagesCF Tutorial 11 - SolutionschewNo ratings yet
- Material ManagementDocument0 pagesMaterial ManagementdeepakjothivelNo ratings yet
- Athletic Knit InventoryDocument9 pagesAthletic Knit InventoryAnagha BhatkarNo ratings yet
- Assignment 2-Feb2023Document18 pagesAssignment 2-Feb2023NURUL HANISNo ratings yet
- Work Sheet 1Document6 pagesWork Sheet 1Sourabh PatidarNo ratings yet
- Quantitative Models For Decision Making: Prepared By: Ellen-Zyra R. CapillasDocument42 pagesQuantitative Models For Decision Making: Prepared By: Ellen-Zyra R. CapillasEllen-Zyra CapillasNo ratings yet
- Inventory Management and Control: Dependent and Independent Demand ItemsDocument8 pagesInventory Management and Control: Dependent and Independent Demand ItemsRafiaNo ratings yet
- Working Capital Practice SetDocument12 pagesWorking Capital Practice SetRyan Malanum AbrioNo ratings yet