You might also like
- Productivity and Reliability-Based Maintenance Management, Second EditionFrom EverandProductivity and Reliability-Based Maintenance Management, Second EditionNo ratings yet
- Strategic Service Management A Complete Guide - 2020 EditionFrom EverandStrategic Service Management A Complete Guide - 2020 EditionNo ratings yet
- Green Products A Complete Guide - 2020 EditionFrom EverandGreen Products A Complete Guide - 2020 EditionRating: 5 out of 5 stars5/5 (1)
- Value Chain Management Capability A Complete Guide - 2020 EditionFrom EverandValue Chain Management Capability A Complete Guide - 2020 EditionNo ratings yet
- Digital Marketing Trends and Prospects: Develop an effective Digital Marketing strategy with SEO, SEM, PPC, Digital Display Ads & Email Marketing techniques. (English Edition)From EverandDigital Marketing Trends and Prospects: Develop an effective Digital Marketing strategy with SEO, SEM, PPC, Digital Display Ads & Email Marketing techniques. (English Edition)No ratings yet
- Project Quality Management A Complete Guide - 2019 EditionFrom EverandProject Quality Management A Complete Guide - 2019 EditionNo ratings yet
- Unit 05: Strategic Financial Management: Learning Outcome - The Learner Will: Assessment Criterion - The Learner CanDocument5 pagesUnit 05: Strategic Financial Management: Learning Outcome - The Learner Will: Assessment Criterion - The Learner Candinuka pereraNo ratings yet
- Leadership Style of BanglalinkDocument13 pagesLeadership Style of Banglalinkshariar MasudNo ratings yet
- Overview of ISO 9000 SeriesDocument16 pagesOverview of ISO 9000 SeriesAnil PantNo ratings yet
- Report On Quality Management (TQM)Document11 pagesReport On Quality Management (TQM)Samir Ahmed ShimulNo ratings yet
- Incepta Pharma HR ReportDocument40 pagesIncepta Pharma HR ReportToha Hossain UtshaNo ratings yet
- TQM - HeteroDocument114 pagesTQM - HeteroKartik Muppirisetty0% (1)
- Service QualityDocument25 pagesService Qualityrk0522No ratings yet
- Organizational Culture and HR Practices in Hotel IndustryDocument13 pagesOrganizational Culture and HR Practices in Hotel IndustryDeepu JoseNo ratings yet
- Quality Management ProjectDocument26 pagesQuality Management Projectantex nebyuNo ratings yet
- Consumers in Their Social and Cultural Settings 1224074696984551 8Document32 pagesConsumers in Their Social and Cultural Settings 1224074696984551 8Raja Chinna Malakonda Rayudu100% (1)
- Managing Operations Assignment IPE-MBA KSivabala Naidu PDFDocument18 pagesManaging Operations Assignment IPE-MBA KSivabala Naidu PDFNaidu01No ratings yet
- PRAN-RFL Group Public Affairs ActivitiesDocument5 pagesPRAN-RFL Group Public Affairs ActivitiesFU.NahianNo ratings yet
- On GradingDocument58 pagesOn Gradingkumar1992prashantNo ratings yet
- Implementation of JIT in Steel Industries of BangladeshDocument12 pagesImplementation of JIT in Steel Industries of Bangladeshanind2008100% (2)
- Report On "Production Management"Document15 pagesReport On "Production Management"Zannatun NayeemNo ratings yet
- Castrol PDFDocument50 pagesCastrol PDFPramit Babai Nag0% (1)
- Is JIT Manufacturing The Right PrescriptionDocument1 pageIs JIT Manufacturing The Right PrescriptionjoannakamNo ratings yet
- Part B - CritiqueDocument3 pagesPart B - CritiqueSrijeeta De100% (1)
- HRM Case Study: The Training and Development Dilemma at WHITNEY and CompanyDocument15 pagesHRM Case Study: The Training and Development Dilemma at WHITNEY and CompanyAjay Kumar Ramachandran75% (4)
- Different Types of ExcellenceDocument5 pagesDifferent Types of ExcellenceVasant ModiNo ratings yet
- Strategic Marketing ManagementDocument20 pagesStrategic Marketing ManagementNabeelAhmedSiddiqi100% (4)
- Job Description Fresher Customer ServiceDocument2 pagesJob Description Fresher Customer ServiceShweta raghavNo ratings yet
- Total Quality Management For Flipkart: Submitted By: - Aditya Tyagi Mba 3 Semester ERP ID - 0191MBA150Document26 pagesTotal Quality Management For Flipkart: Submitted By: - Aditya Tyagi Mba 3 Semester ERP ID - 0191MBA150DullStar MOTONo ratings yet
- 40 Case Study of Mercantile LawDocument26 pages40 Case Study of Mercantile Lawarid zeusNo ratings yet
- Operation ManagementDocument56 pagesOperation ManagementShriram DawkharNo ratings yet
- Types of Production SystemsDocument26 pagesTypes of Production SystemsAjinkya_Bhat_5012100% (5)
- What is marketing? An introductionDocument11 pagesWhat is marketing? An introductionAbhishek MukherjeeNo ratings yet
- Psychological Skills in Work PlaceDocument22 pagesPsychological Skills in Work PlaceInnocXnt KhanNo ratings yet
- Internship Report On Labaid PropertiesDocument114 pagesInternship Report On Labaid PropertiesAbanti Binte Farook100% (2)
- GE Nine MatrixDocument9 pagesGE Nine MatrixSiddhartha GhoshNo ratings yet
- A Study On VED Analysis Done at SRI IYYAN TEXTILE MILL PVT LTD, CoimbatoreDocument25 pagesA Study On VED Analysis Done at SRI IYYAN TEXTILE MILL PVT LTD, CoimbatoreKrishna Murthy ANo ratings yet
- Unity University Department of Mba Ethics and Legal Environment AssignmentDocument7 pagesUnity University Department of Mba Ethics and Legal Environment Assignmentአረጋዊ ሐይለማርያም100% (1)
- TQM in Commercial BankDocument4 pagesTQM in Commercial BankSohel Rana100% (1)
- Kenwood IntroductionDocument4 pagesKenwood Introductionismail malikNo ratings yet
- Service Marketing Retail Mini ProjectDocument27 pagesService Marketing Retail Mini ProjectVini PrasadNo ratings yet
- Operations Management AssignmentDocument2 pagesOperations Management AssignmentRichard LaneNo ratings yet
- Project Report On PERT CPMDocument72 pagesProject Report On PERT CPMpavsbiet0750% (2)
- Body PranDocument68 pagesBody PranSharifMahmudNo ratings yet
- Kaizen Costing1Document18 pagesKaizen Costing1aulia0% (1)
- #7 QC Tools-A) Check Sheet, Pareto Diagram, Stratification, Cause and Effect Diagram, Histogram, Scatter Diagram, Control ChartsDocument8 pages#7 QC Tools-A) Check Sheet, Pareto Diagram, Stratification, Cause and Effect Diagram, Histogram, Scatter Diagram, Control Chartsvamsi262No ratings yet
- Supply Chain ManagementDocument32 pagesSupply Chain ManagementHamid JahangirNo ratings yet
- Strategic Management at Unilever BangladeshDocument18 pagesStrategic Management at Unilever Bangladeshiftekhar100% (1)
- Kuliah Evaluating Network Design Decisions Using Decision TreesDocument33 pagesKuliah Evaluating Network Design Decisions Using Decision Treessigit f100% (1)
- SMU MBA101 - Management Process and Organizational Behaviour Free Solved AssignmentDocument9 pagesSMU MBA101 - Management Process and Organizational Behaviour Free Solved Assignmentrahulverma2512100% (1)
- WaltonDocument14 pagesWaltonJames BlackNo ratings yet
- Project Financial Appraisal and SelectionDocument5 pagesProject Financial Appraisal and SelectionAbhishek KarekarNo ratings yet
- Adasa Edwards - Project Proposal-Mba Inventory ManagmentDocument39 pagesAdasa Edwards - Project Proposal-Mba Inventory ManagmentAdasa Edwards100% (1)
- Southeast University Southeast Business School: HRM Final ExaminationDocument9 pagesSoutheast University Southeast Business School: HRM Final ExaminationSHEIKH AHSUN ULLAHNo ratings yet
- Internship Report On FSIBL Cloud & SMS Based Banking - A Performance Indicator of FSIBLDocument22 pagesInternship Report On FSIBL Cloud & SMS Based Banking - A Performance Indicator of FSIBLnahidNo ratings yet
- Abdul Monem (Report)Document21 pagesAbdul Monem (Report)Nayeem NaziurNo ratings yet
- EMH - Full Rev1 With ToC PDFDocument269 pagesEMH - Full Rev1 With ToC PDFnenon2006No ratings yet
- CouplingDocument5 pagesCouplingAnonymous 0v9zwXz6hFNo ratings yet
- 03-R Osterhuber DGLR HQ Workshop 081112Document21 pages03-R Osterhuber DGLR HQ Workshop 081112Martin Schweighart MoyaNo ratings yet
- 09 South Africa PPC Cement Full ReportDocument28 pages09 South Africa PPC Cement Full ReportLorena MartínezNo ratings yet
- Bajaj Automobile ProjectDocument57 pagesBajaj Automobile Projectsandeepbatwar0% (1)
- WCM Methods & ToolsDocument45 pagesWCM Methods & ToolsUlises Gutierrez Aviles100% (1)
- Volvo D16Document2 pagesVolvo D16yojan2015057% (7)
- GodrejDocument29 pagesGodrejKarteek MenduNo ratings yet
- Insize 2012eDocument288 pagesInsize 2012eonur.sezerNo ratings yet
- Power Transformers ElsewedyDocument34 pagesPower Transformers Elsewedymahmoud DawoodNo ratings yet
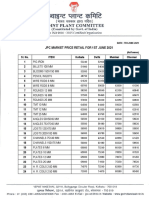
- JPC Market Price Retail For 1St June 2021Document2 pagesJPC Market Price Retail For 1St June 2021Rohit Malasi 7ANo ratings yet
- WorkbookDocument10 pagesWorkbookEko NoviantoNo ratings yet
- Managing Successful Projects With PRINCE2 2009Document134 pagesManaging Successful Projects With PRINCE2 2009mahmud.kabir100% (1)
- NASC Manual Handling Poster 1Document1 pageNASC Manual Handling Poster 1MIKE HarwoodNo ratings yet
- Download: Manual DPL Digsilent PDFDocument4 pagesDownload: Manual DPL Digsilent PDFGoreth HilinganyeNo ratings yet
- F-2200 Flow Meter Manual - 12-08Document22 pagesF-2200 Flow Meter Manual - 12-08Luis DerasNo ratings yet
- Merged Document (0427005609)Document10 pagesMerged Document (0427005609)A RajaNo ratings yet
- Aws D17.2 - D17.2M-2019Document60 pagesAws D17.2 - D17.2M-2019Rubén Mamani83% (12)
- Datasheets - MW05-0202-2f MagWave Configuration GuideDocument28 pagesDatasheets - MW05-0202-2f MagWave Configuration Guidezayk_86No ratings yet
- Maa WP 11g Upgradetts 132620Document31 pagesMaa WP 11g Upgradetts 132620abe_265No ratings yet
- May 2011 Downtown Parking StudyDocument15 pagesMay 2011 Downtown Parking StudyCitizen360No ratings yet
- Safety Supervision and LeadershipDocument31 pagesSafety Supervision and LeadershipSajjadul Rajib100% (1)
- CV - Production EngineerDocument2 pagesCV - Production EngineerWaqar BhattiNo ratings yet
- Daimler Subsidiary ListDocument13 pagesDaimler Subsidiary ListThe Russia Monitor100% (1)
- American Scientist January-February 2017Document68 pagesAmerican Scientist January-February 2017Ricardo Salelles100% (1)
- Code Dijkstra's AlgorithmDocument5 pagesCode Dijkstra's AlgorithmtchoudhariyahoocomNo ratings yet
- Hibernate Technology: By: Tushar Gupta B.Tech (Cse) GtbitDocument19 pagesHibernate Technology: By: Tushar Gupta B.Tech (Cse) GtbitVikas DevdeNo ratings yet
- Thorn Sustainability Brochure 2009Document50 pagesThorn Sustainability Brochure 2009DaEmeraldNo ratings yet
- Indonesian Railways Law and StudyDocument108 pagesIndonesian Railways Law and StudyGonald PerezNo ratings yet
- Modular Hydrogen Plants: Hydro-ChemDocument12 pagesModular Hydrogen Plants: Hydro-ChemFahryPurnamaNo ratings yet