You might also like
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (842)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5807)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1091)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Beletich, Argeo Sergio - Uno, Paul John - Design Handbook For Reinforced Concrete elements-UNSW Press (2003)Document446 pagesBeletich, Argeo Sergio - Uno, Paul John - Design Handbook For Reinforced Concrete elements-UNSW Press (2003)Aref Malkawi40% (5)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Processing of Aerospace Materials - Part I (ME-772) : Semi-Products, Materials and Tensile Properties 7 January 2022Document19 pagesProcessing of Aerospace Materials - Part I (ME-772) : Semi-Products, Materials and Tensile Properties 7 January 2022B RITHIKANo ratings yet
- Introduction To Quantum Field TheoryDocument261 pagesIntroduction To Quantum Field TheorykoutariNo ratings yet
- EN ISO 9712 Level 2, UT PDFDocument1 pageEN ISO 9712 Level 2, UT PDFSantoshNo ratings yet
- Input Data Required For Pipe Stress AnalysisDocument4 pagesInput Data Required For Pipe Stress Analysisnor azman ab azizNo ratings yet
- Crystal Growth Techniques PDFDocument30 pagesCrystal Growth Techniques PDFanisNo ratings yet
- SisalDocument31 pagesSisalChaithra Shree100% (4)
- DMol3 Manual 60Document213 pagesDMol3 Manual 60Ella Awaltanova100% (1)
- Disclosure To Promote The Right To Information: IS 1162 (1958) : Cane Molasses (FAD 2: Sugar Industry)Document24 pagesDisclosure To Promote The Right To Information: IS 1162 (1958) : Cane Molasses (FAD 2: Sugar Industry)SantoshNo ratings yet
- Marten SiteDocument8 pagesMarten SiteSantoshNo ratings yet
- Risk and Impartiality Policy Statement LSDFC SOP 0 - 230801 - 123634Document3 pagesRisk and Impartiality Policy Statement LSDFC SOP 0 - 230801 - 123634SantoshNo ratings yet
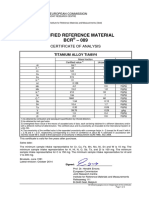
- Certified Reference Material BCR - 089: Certificate of AnalysisDocument4 pagesCertified Reference Material BCR - 089: Certificate of AnalysisSantoshNo ratings yet
- Reference Data: Corrosion Guide For Electric Immersion HeatersDocument8 pagesReference Data: Corrosion Guide For Electric Immersion HeatersSantoshNo ratings yet
- Disclosure To Promote The Right To InformationDocument11 pagesDisclosure To Promote The Right To InformationSantoshNo ratings yet
- TC 7047 - FssaiDocument269 pagesTC 7047 - FssaiSantoshNo ratings yet
- Product Data: Sealants, IncDocument2 pagesProduct Data: Sealants, IncSantoshNo ratings yet
- Sealtite Sealant Butyl Tape: DescriptionDocument2 pagesSealtite Sealant Butyl Tape: DescriptionSantoshNo ratings yet
- 5517-Steel For Hardening & TemperingDocument15 pages5517-Steel For Hardening & TemperingSantosh100% (2)
- DIN 128 A - Split Spring Washers, Curved, Form ADocument6 pagesDIN 128 A - Split Spring Washers, Curved, Form ASantosh100% (1)
- Lecture 7 and 8Document8 pagesLecture 7 and 8Hyder GamingNo ratings yet
- EPS Panels PDFDocument2 pagesEPS Panels PDFHIRA SHABBIRNo ratings yet
- Chapter 18 Entropy Free Energy and EquilibriumDocument27 pagesChapter 18 Entropy Free Energy and Equilibriumjaviera aracena100% (1)
- Zone 3 - 1HB65 RC Beam Analysis & Design (EN1992)Document52 pagesZone 3 - 1HB65 RC Beam Analysis & Design (EN1992)jasekanNo ratings yet
- GoodSKy RelayDocument4 pagesGoodSKy RelayaNo ratings yet
- Strongly Enhanced Second-Order Optical Nonlinearity in CMOS-compatible Al SC N Thin FilmsDocument7 pagesStrongly Enhanced Second-Order Optical Nonlinearity in CMOS-compatible Al SC N Thin FilmsP.n. VinodNo ratings yet
- SS8050 SMD Transistor NPN Y1 40V 1.5aDocument6 pagesSS8050 SMD Transistor NPN Y1 40V 1.5adinh vinh nguyenNo ratings yet
- Dye Sensitized Solar Cells PresentationDocument20 pagesDye Sensitized Solar Cells PresentationAnand NaikNo ratings yet
- Hardness Test: NO: 3 Supervised By: Dr. OsmanDocument9 pagesHardness Test: NO: 3 Supervised By: Dr. Osmanwrya hussainNo ratings yet
- Lewis Electron Dot StructureDocument4 pagesLewis Electron Dot StructureCHARLIZE JUSTINE RAMOSNo ratings yet
- A Enm 201401692Document6 pagesA Enm 201401692Bhabani Sankar SwainNo ratings yet
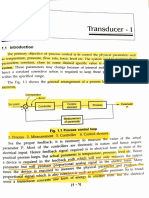
- Transducer Intro Book PDFDocument10 pagesTransducer Intro Book PDFAASTHA KIETNo ratings yet
- 07 Coconut Fiber Reinforced Compressed Earth BlocksDocument2 pages07 Coconut Fiber Reinforced Compressed Earth BlocksBilly SchipperNo ratings yet
- Thermodynamic Properties of N-Dodecane: Energy & Fuels July 2004Document9 pagesThermodynamic Properties of N-Dodecane: Energy & Fuels July 2004fivos_rgNo ratings yet
- Handling, Filtration and Polishing Performance Characterization of Next Generation CMP SlurriesDocument41 pagesHandling, Filtration and Polishing Performance Characterization of Next Generation CMP SlurriesAverage JoeNo ratings yet
- Aalco Metals LTD Stainless Steel ASTM A815 S31803 261Document2 pagesAalco Metals LTD Stainless Steel ASTM A815 S31803 261Irvin PajueloNo ratings yet
- SEC Grounding PART1Document29 pagesSEC Grounding PART1hamzah MajedNo ratings yet
- Determination of Failure Mechanism of CLT Shear Walls Subjected To Seismic ActionDocument2 pagesDetermination of Failure Mechanism of CLT Shear Walls Subjected To Seismic ActionGuillaumeHNONo ratings yet
- TPG-AC7102.4 Audit Criteria For NitridingDocument21 pagesTPG-AC7102.4 Audit Criteria For NitridingBALA GANESHNo ratings yet
- IZhO Selection Solutions 1Document16 pagesIZhO Selection Solutions 1ajumayew0505No ratings yet
- Preparation and Characterization of Porous Alumina (2305843009215216606)Document12 pagesPreparation and Characterization of Porous Alumina (2305843009215216606)Marin MedvedNo ratings yet
- Emassignment 1Document3 pagesEmassignment 1Pushkar GuptaNo ratings yet
- ACS 800-01 (0.55 To 110kW) U1 (0.75 To 150HP) Drives Hardware ManualDocument124 pagesACS 800-01 (0.55 To 110kW) U1 (0.75 To 150HP) Drives Hardware ManualJohn SimancaNo ratings yet