You might also like
- I/P Signal Converter: TEIP11, TEIP11-PSDocument24 pagesI/P Signal Converter: TEIP11, TEIP11-PSAmine KhNo ratings yet
- Ab183 Luxeon FX2Document31 pagesAb183 Luxeon FX2bwinhusinNo ratings yet
- LED Assembly (Simulation) InfoDocument22 pagesLED Assembly (Simulation) Infofangs997No ratings yet
- CMMT-AS - S1 Manual 2021-04d 8153824g1Document44 pagesCMMT-AS - S1 Manual 2021-04d 8153824g1Emanuel CazanNo ratings yet
- Am-01 01 250-Ap2Document129 pagesAm-01 01 250-Ap2gianfranco100% (6)
- ALR Compact Repeater - Installation and Service Manual - 044 - 05252 Rev A February 2007Document54 pagesALR Compact Repeater - Installation and Service Manual - 044 - 05252 Rev A February 2007Virgil PeiulescuNo ratings yet
- SHP75 10 STP60 10 IA XX 20Document243 pagesSHP75 10 STP60 10 IA XX 20Manuel UrdanetaNo ratings yet
- Power One Rectifier Manual PDFDocument87 pagesPower One Rectifier Manual PDFĐại Ka Triệu75% (4)
- DOC-01-049 - NFS2-8 Installation Manual (AUS) Rev ADocument48 pagesDOC-01-049 - NFS2-8 Installation Manual (AUS) Rev ASyed AbdulNo ratings yet
- Infineon TLE4964 - 5M DS v01 - 00 en PDFDocument26 pagesInfineon TLE4964 - 5M DS v01 - 00 en PDFalexNo ratings yet
- Netperformer Sdm-9220/Sdm-9230 Hardware Installation GuideDocument144 pagesNetperformer Sdm-9220/Sdm-9230 Hardware Installation GuideCTDI_TDNo ratings yet
- Manual PocH 100iVDiff Ingles PDFDocument251 pagesManual PocH 100iVDiff Ingles PDFLê Thanh HàNo ratings yet
- Manual Power OneDocument106 pagesManual Power OneJoseMiguelBlancoAlvarez100% (1)
- Operating Instructions Lector63x Flex C Mount and S Mount en Im0068546Document98 pagesOperating Instructions Lector63x Flex C Mount and S Mount en Im0068546Vitor Mazula LuizNo ratings yet
- A7670 ESE Installation ManualDocument42 pagesA7670 ESE Installation ManualTran Tuan NghiaNo ratings yet
- 9326 Node-B Site Preparation - InstallationDocument63 pages9326 Node-B Site Preparation - InstallationcuongNo ratings yet
- Pef 4265Document40 pagesPef 4265AL KUSCUNo ratings yet
- Idu 2.5 HW InstallDocument54 pagesIdu 2.5 HW InstallWaqasNo ratings yet
- Ipc Jedec J STD 020eDocument4 pagesIpc Jedec J STD 020eAglieglie BrazorNo ratings yet
- E84aycer Profinet Mci Module v2-0 enDocument94 pagesE84aycer Profinet Mci Module v2-0 enRafaelNo ratings yet
- Oven Samsung - bf641fst - Xeh-00.01.02Document41 pagesOven Samsung - bf641fst - Xeh-00.01.02petrasi100% (4)
- Ipc 2222Document5 pagesIpc 2222Cîrceag Lucian MariusNo ratings yet
- Aspiro Instruction Manual 2RU BCG.00075 - ABDocument103 pagesAspiro Instruction Manual 2RU BCG.00075 - ABJack SmitNo ratings yet
- Assemly Instruction - ECblue - Motor Size - B - IP20 - 2014-09-08 - INT - enDocument39 pagesAssemly Instruction - ECblue - Motor Size - B - IP20 - 2014-09-08 - INT - enbzivkovicNo ratings yet
- Operating Instructions gls6 en Im0085585Document58 pagesOperating Instructions gls6 en Im0085585Trần ChiếnNo ratings yet
- FGA300 V User's GuideDocument172 pagesFGA300 V User's GuideEnrique AntonioNo ratings yet
- Instructions enDocument52 pagesInstructions enZheid360No ratings yet
- 1651SM & 1661SMC Operator Handbook R2.5.1 & R1.5.1Document442 pages1651SM & 1661SMC Operator Handbook R2.5.1 & R1.5.1carver_ua60% (5)
- Capnografo Nellcor NPB-75 ServicioDocument71 pagesCapnografo Nellcor NPB-75 ServicioAgustín CarranzaNo ratings yet
- Capnografo Nellcor NPB-75 Servicio PDFDocument71 pagesCapnografo Nellcor NPB-75 Servicio PDFAgustín CarranzaNo ratings yet
- Beijer 1Document32 pagesBeijer 1brayan pedro collazos sanchezNo ratings yet
- EMF2133IB - PROFIBUS-DP AIF Module - v5-0 - ENDocument134 pagesEMF2133IB - PROFIBUS-DP AIF Module - v5-0 - ENsheedy seetharamdooNo ratings yet
- Assembly Instructions ECblue Motor Size ZDocument32 pagesAssembly Instructions ECblue Motor Size ZbzivkovicNo ratings yet
- Assembly Instructions ECblue Basic Version ULDocument45 pagesAssembly Instructions ECblue Basic Version ULMatei DanNo ratings yet
- Aspiro Instruction Manual 1RU BCG.00031.44 - AG March 2013Document89 pagesAspiro Instruction Manual 1RU BCG.00031.44 - AG March 2013david gerardo aguirre reaNo ratings yet
- Sirona CEREC AC OmnicamDocument80 pagesSirona CEREC AC OmnicamAdrian Gutierrez HernandezNo ratings yet
- Cooper Ceag Datasheet S Cabinets and Substations - 29 PDFDocument72 pagesCooper Ceag Datasheet S Cabinets and Substations - 29 PDFVitor SilvaNo ratings yet
- Assembly Instructions - ECblue - B (090) - IP20Document44 pagesAssembly Instructions - ECblue - B (090) - IP20Ricardo AyarzagoitiaNo ratings yet
- Manual Serviço Ecg2150Document82 pagesManual Serviço Ecg2150fernando watambak100% (1)
- Hardware Manual: A50-031170-001 GE ISSUE 3.0 November 2012Document150 pagesHardware Manual: A50-031170-001 GE ISSUE 3.0 November 2012atilacezarNo ratings yet
- GEHC Service Manual - PROCARE B40 B20 Monitor PDFDocument252 pagesGEHC Service Manual - PROCARE B40 B20 Monitor PDFSayeeda Ashraf75% (4)
- 9600LHN+1 R RRA THB Ed04Document262 pages9600LHN+1 R RRA THB Ed04Maria Canales OliveiraNo ratings yet
- X2 Marine 15 - B2 MAEN226 EnglishDocument31 pagesX2 Marine 15 - B2 MAEN226 EnglishAnonymous yugocxnNo ratings yet
- Instructions enDocument102 pagesInstructions enЧингизNo ratings yet
- 11 MDKBN Aksa Çi̇zi̇m 981-0642 PDFDocument48 pages11 MDKBN Aksa Çi̇zi̇m 981-0642 PDFmeyyiti01No ratings yet
- Package)Document292 pagesPackage)somvatNo ratings yet
- 542933c Atys G M Nmo enDocument54 pages542933c Atys G M Nmo enTudorNo ratings yet
- FDC7000ServiceManual PDFDocument366 pagesFDC7000ServiceManual PDFRene Samos100% (1)
- GE XMTC ManualDocument126 pagesGE XMTC Manualsilent killerNo ratings yet
- MRC 200 0508 Rot-Gs 1003 (4512 988 00175 Rev Aa)Document61 pagesMRC 200 0508 Rot-Gs 1003 (4512 988 00175 Rev Aa)ashwink1828No ratings yet
- Ep010 ManualDocument46 pagesEp010 ManualValentin AndreiNo ratings yet
- CHP-0ER Service Maual English (100203)Document82 pagesCHP-0ER Service Maual English (100203)S LNo ratings yet
- Ip20 Lite L Bal f041 GBDocument40 pagesIp20 Lite L Bal f041 GBNenad PavlovićNo ratings yet
- Y Gi1 PDFDocument58 pagesY Gi1 PDFDaniel CekulNo ratings yet
- X2 Extreme: Installation ManualDocument37 pagesX2 Extreme: Installation ManualadrianioantomaNo ratings yet
- Active Matrix Liquid Crystal Displays: Fundamentals and ApplicationsFrom EverandActive Matrix Liquid Crystal Displays: Fundamentals and ApplicationsRating: 4 out of 5 stars4/5 (2)
- Form 1-A (See Rules 5 (1), (3), 7,10 (A), 14 (D), and 18 (D) ) : Certificate of Medical FitnessDocument1 pageForm 1-A (See Rules 5 (1), (3), 7,10 (A), 14 (D), and 18 (D) ) : Certificate of Medical Fitnessmudra123456789No ratings yet
- Functional Safety of Electronics and Software: Implementation Compliant With IEC 61508 and ISO 26262Document3 pagesFunctional Safety of Electronics and Software: Implementation Compliant With IEC 61508 and ISO 26262sudar1477No ratings yet
- Appl No:3968772720 Dt:26-12-2020Document1 pageAppl No:3968772720 Dt:26-12-2020sudar1477No ratings yet
- Form 1-A (See Rules 5 (1), (3), 7,10 (A), 14 (D), and 18 (D) ) : Certificate of Medical FitnessDocument1 pageForm 1-A (See Rules 5 (1), (3), 7,10 (A), 14 (D), and 18 (D) ) : Certificate of Medical Fitnessmudra123456789No ratings yet
- Appl No:3968772720 Dt:26-12-2020Document1 pageAppl No:3968772720 Dt:26-12-2020sudar1477No ratings yet
- Form1a Medical FitnessDocument2 pagesForm1a Medical FitnessAnkur RastogiNo ratings yet
- EHS 045 Building Cleaning Procedure SampleDocument3 pagesEHS 045 Building Cleaning Procedure Samplesudar1477No ratings yet
- FIN AL: Form GSTR-1Document5 pagesFIN AL: Form GSTR-1sudar1477No ratings yet
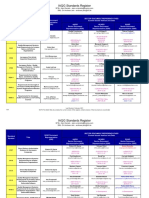
- IAQG Standards Register Tracking Matrix February 01 2021Document4 pagesIAQG Standards Register Tracking Matrix February 01 2021sudar1477No ratings yet
- Payment Reference No.: PAY - HA8Z4ZWLRRO5VT: WWW - Royalsundaram.inDocument1 pagePayment Reference No.: PAY - HA8Z4ZWLRRO5VT: WWW - Royalsundaram.insudar1477No ratings yet
- Useful Business Measurements and COPQ TargetsDocument7 pagesUseful Business Measurements and COPQ Targetssudar1477No ratings yet
- Draf T: Form GSTR-1Document5 pagesDraf T: Form GSTR-1sudar1477No ratings yet
- Quality Management Systems Fundamentals Vocabulary AwarenessDocument6 pagesQuality Management Systems Fundamentals Vocabulary AwarenesssbtharanNo ratings yet
- Draf T: Form GSTR-1Document5 pagesDraf T: Form GSTR-1sudar1477No ratings yet
- Draf T: Form GSTR-1Document5 pagesDraf T: Form GSTR-1sudar1477No ratings yet
- LAH Module Summaries 2016Document154 pagesLAH Module Summaries 2016sudar1477No ratings yet
- Normal Thinking: Daily Management + Process ImprovementDocument3 pagesNormal Thinking: Daily Management + Process Improvementsudar1477No ratings yet
- APQP Process AssessmentDocument3 pagesAPQP Process AssessmentSergio ArellanoNo ratings yet
- Draf T: Form GSTR-1Document5 pagesDraf T: Form GSTR-1sudar1477No ratings yet
- Element ListDocument1 pageElement Listrgrao85No ratings yet
- ObservationsDocument23 pagesObservationssudar1477No ratings yet
- BRN Continuing Education Credits: Active LibraryDocument24 pagesBRN Continuing Education Credits: Active Librarysudar1477No ratings yet
- How Many Models Each Model How Many Cavities How Many Machines How Many ShiftsDocument2 pagesHow Many Models Each Model How Many Cavities How Many Machines How Many Shiftssudar1477No ratings yet
- KPI FamiliarisationDocument27 pagesKPI FamiliarisationntjuniorNo ratings yet
- Feb 2020 Daily Production Rejection ReportDocument30 pagesFeb 2020 Daily Production Rejection Reportsudar1477No ratings yet
- Pareto Analysis What It IsDocument7 pagesPareto Analysis What It Issudar1477No ratings yet
- Continuous Process Improvement: Create A System For Constant and Continuous ImprovementDocument8 pagesContinuous Process Improvement: Create A System For Constant and Continuous Improvementsudar1477No ratings yet
- Ali - 1 - 2020 SQADocument10 pagesAli - 1 - 2020 SQAsudar1477No ratings yet
- SPrint Boarding Pass PNR XJ2K5R 16 Dec 2020 Chennai Bengaluru For MR SUDARSANAN JANAKIRAMANDocument1 pageSPrint Boarding Pass PNR XJ2K5R 16 Dec 2020 Chennai Bengaluru For MR SUDARSANAN JANAKIRAMANsudar1477No ratings yet
- MRN-CompetitivenessofSMEs SQADocument13 pagesMRN-CompetitivenessofSMEs SQAsudar1477No ratings yet
- Mems & Sensor Design Ecd-415A: V. Praksh Singh, PHDDocument15 pagesMems & Sensor Design Ecd-415A: V. Praksh Singh, PHDV Prakash SinghNo ratings yet
- Introduction To PCB PDFDocument18 pagesIntroduction To PCB PDFOviantoNo ratings yet
- RAMDEOBABA Nagpur-79-80Document2 pagesRAMDEOBABA Nagpur-79-80muraliNo ratings yet
- Cross Reference Guide: Sram/NvmDocument36 pagesCross Reference Guide: Sram/NvmHILLNo ratings yet
- U13Document18 pagesU13Kapildev KumarNo ratings yet
- Processing of Integrated Circuits: Review QuestionsDocument9 pagesProcessing of Integrated Circuits: Review QuestionsEduardo Meléndez SánchezNo ratings yet
- MEMS Design Chap 4 - Feature of MEMS DESIGN-NewDocument20 pagesMEMS Design Chap 4 - Feature of MEMS DESIGN-NewvuonglupNo ratings yet
- Lab PhotolithographyDocument4 pagesLab PhotolithographyÉlanr_1No ratings yet
- An Introduction To: Printed Circuit BoardsDocument21 pagesAn Introduction To: Printed Circuit Boardsvishnu0751No ratings yet
- The Challenges of LithographyDocument33 pagesThe Challenges of LithographyxellosdexNo ratings yet
- Photo MaskDocument21 pagesPhoto MaskpraveenNo ratings yet
- Ir550a enDocument2 pagesIr550a envladanizbmNo ratings yet
- DFX GuidelinesDocument95 pagesDFX GuidelinesAkash VermaNo ratings yet
- Comexpresspnp DG 09 .Document119 pagesComexpresspnp DG 09 .teguh_setionoNo ratings yet
- Electronic PackagingDocument4 pagesElectronic PackagingMattNo ratings yet
- SMD Soldering Guide Part IIDocument37 pagesSMD Soldering Guide Part IIz4rm4rNo ratings yet
- SetupDocument26 pagesSetupJose Enrique Salais SigalaNo ratings yet
- Quality Control Flow ChartDocument1 pageQuality Control Flow Chart同道文档中心100% (17)
- 10 Printed Circuit BoardDocument12 pages10 Printed Circuit BoardrameshNo ratings yet
- MC9S12P-Family/ 48-Pin QFN: WWW - Eldb.euDocument1 pageMC9S12P-Family/ 48-Pin QFN: WWW - Eldb.euАвтоэлектрик ИгнатNo ratings yet
- LOCOS SlideshowDocument39 pagesLOCOS SlideshowManasa UpadhyayaNo ratings yet
- JEPL Semiconductor Stock List (With Detail Specs)Document378 pagesJEPL Semiconductor Stock List (With Detail Specs)sandeep choudharyNo ratings yet
- QSC EX-1600 Service ManualDocument56 pagesQSC EX-1600 Service Manualsmarts53100% (3)
- Component Naming IPCDocument9 pagesComponent Naming IPCanon_278588908No ratings yet
- LithographyDocument34 pagesLithographysona007No ratings yet
- Micromachining Processing Part II, Select A Sacrificial Layer Material and ADocument3 pagesMicromachining Processing Part II, Select A Sacrificial Layer Material and AIvan AvramovNo ratings yet
- DP Sound IDT 15042 DriversDocument631 pagesDP Sound IDT 15042 DriversJuan Carlos Gonzalez LNo ratings yet
- Semiconductor Manufacturing ProcessesDocument32 pagesSemiconductor Manufacturing ProcessesmailstonaikNo ratings yet
- UNIT-1: TOPIC: MOS Process, NMOS Process, CMOS ProcessDocument36 pagesUNIT-1: TOPIC: MOS Process, NMOS Process, CMOS ProcessashishNo ratings yet
- Aperture and Area Ratio CalculationsDocument26 pagesAperture and Area Ratio Calculationssmtdrkd100% (1)