You might also like
- Soldering electronic circuits: Beginner's guideFrom EverandSoldering electronic circuits: Beginner's guideRating: 4.5 out of 5 stars4.5/5 (9)
- CompTIA IT FundamentalsDocument295 pagesCompTIA IT Fundamentalsthphuongster94% (18)
- CLP-360 Service ManualDocument70 pagesCLP-360 Service ManualRob50% (2)
- Engine Start Button E46 MANUALDocument6 pagesEngine Start Button E46 MANUALBilly Georgiou100% (1)
- Kweld Assembly Manual r4.0Document29 pagesKweld Assembly Manual r4.0Marius ChiriacNo ratings yet
- Gordak 952Document7 pagesGordak 952karimirad karimirad100% (1)
- Harbor Breeze Ceiling Fan Manual Model BDB52WW5PDocument10 pagesHarbor Breeze Ceiling Fan Manual Model BDB52WW5PobfuscatefrogNo ratings yet
- SCADADocument57 pagesSCADAkailasamvv100% (1)
- Design and Construction of 2kilowatts Power Inverter For Farm House UseDocument73 pagesDesign and Construction of 2kilowatts Power Inverter For Farm House UseOlalusi Oluwaseyi Gabriel100% (3)
- Repairing Faulty EMV Backlight Inverter.: Table 1 Parts Required For RepairDocument11 pagesRepairing Faulty EMV Backlight Inverter.: Table 1 Parts Required For RepairJulian SchmitzNo ratings yet
- Troubleshooting Defects Hot Runner SystemDocument4 pagesTroubleshooting Defects Hot Runner SystemJorge MartinezNo ratings yet
- Cencon Atm Security Lock Installation InstructionsDocument24 pagesCencon Atm Security Lock Installation InstructionsbiggusxNo ratings yet
- Yamato PPC-200W Manual TecnicoDocument17 pagesYamato PPC-200W Manual Tecnicofabian almeida100% (1)
- 2000 F150 Heater Core ReplacementDocument29 pages2000 F150 Heater Core ReplacementJeff ComfortNo ratings yet
- Instruction and Assembly Manual For FilastruderDocument10 pagesInstruction and Assembly Manual For FilastruderibejtmNo ratings yet
- Apm30h tmc11h Ibbs Installation Guide PDFDocument34 pagesApm30h tmc11h Ibbs Installation Guide PDFluleon100% (1)
- Heater Replacement Instructions For Point Gate and Thru Hole TipsDocument2 pagesHeater Replacement Instructions For Point Gate and Thru Hole TipsEsteban Vanegas AlvarezNo ratings yet
- Ducati Kickstand ModDocument4 pagesDucati Kickstand ModTim de JongNo ratings yet
- Proxxon Thermocut Manual PDFDocument5 pagesProxxon Thermocut Manual PDFabansoNo ratings yet
- ThermocutDocument5 pagesThermocutCesar MatuteNo ratings yet
- Build Filament ExtruderDocument46 pagesBuild Filament Extruderxxenys2127No ratings yet
- C35 Style FUSERS Worthy of ServiceDocument3 pagesC35 Style FUSERS Worthy of ServicedacrysNo ratings yet
- Installation Instructions Transmission - Remote Cooler Install Kit PART # 13023Document2 pagesInstallation Instructions Transmission - Remote Cooler Install Kit PART # 13023qusayNo ratings yet
- Installation Instructions Transmission - Remote Cooler Install Kit PART # 13023Document2 pagesInstallation Instructions Transmission - Remote Cooler Install Kit PART # 13023qusayNo ratings yet
- Instruction C02 78.3Document4 pagesInstruction C02 78.3ВиталийКрутиковNo ratings yet
- Pro Acoustimass PDFDocument19 pagesPro Acoustimass PDFFrancisco Coayo Matos100% (1)
- J04259 Aileron Heated Grips 2008Document8 pagesJ04259 Aileron Heated Grips 2008twinjaysNo ratings yet
- Untitled 4Document34 pagesUntitled 4César SyczNo ratings yet
- 2100d Installation GuideDocument20 pages2100d Installation GuideJazz TubaNo ratings yet
- 3D Printed Hovercraft ManualDocument30 pages3D Printed Hovercraft Manualdfdf dgfdNo ratings yet
- TVF2100NH - 09 008 432 1R2 PDFDocument39 pagesTVF2100NH - 09 008 432 1R2 PDFEfra Lan PeñaNo ratings yet
- Installation, Operation & Maintenance Manual: Hisaka Works, LTDDocument48 pagesInstallation, Operation & Maintenance Manual: Hisaka Works, LTDmadodandembeNo ratings yet
- Xr5 JK 2021 VersionDocument18 pagesXr5 JK 2021 VersionLuis CuberoNo ratings yet
- MOTM-830 Dual-Mode Mixer Assembly Instructions & Owner's ManualDocument18 pagesMOTM-830 Dual-Mode Mixer Assembly Instructions & Owner's ManualAnonymous QgauLK2jdnNo ratings yet
- Dde CR-10 Print Head Installation Manual V2.5Document30 pagesDde CR-10 Print Head Installation Manual V2.5ekm55790No ratings yet
- 250 Series Extended Sprue Gate Nozzle Installation Data: Machining DetailsDocument2 pages250 Series Extended Sprue Gate Nozzle Installation Data: Machining DetailsEsteban Vanegas AlvarezNo ratings yet
- Dena - Double 14500 VV Regulated Mod: Parts ListDocument16 pagesDena - Double 14500 VV Regulated Mod: Parts ListAlvin SugueNo ratings yet
- X3SA Manual V.01Document9 pagesX3SA Manual V.01adrianNo ratings yet
- Heat Tracing Caja de ConexionDocument8 pagesHeat Tracing Caja de ConexionAnonymous YqiomOTXNo ratings yet
- Installation Manual TTD/TTT: Multi-Split System Condensing Unit 18,000-36,000 Btuh Models 50/60 HZDocument16 pagesInstallation Manual TTD/TTT: Multi-Split System Condensing Unit 18,000-36,000 Btuh Models 50/60 HZchitak_80No ratings yet
- EngineStartButton PDFDocument6 pagesEngineStartButton PDFkiki ValleryNo ratings yet
- M-Tuned Reroute InstructionsDocument12 pagesM-Tuned Reroute InstructionsAnonymous dEfIaUNo ratings yet
- Aiwa Tvc2121Document43 pagesAiwa Tvc2121Safran NuhNo ratings yet
- Prestige - Medical - 2100 - Service - Manual Steam SterilizerDocument13 pagesPrestige - Medical - 2100 - Service - Manual Steam SterilizerGigi CostelusNo ratings yet
- Terminales Termocontractiles PDFDocument18 pagesTerminales Termocontractiles PDFcbeltranochoaNo ratings yet
- Xerox C123 FuserDocument5 pagesXerox C123 FuserVadineanu RamonaNo ratings yet
- SOLE E35 Installation GuideDocument32 pagesSOLE E35 Installation GuideRafi ChowdhuryNo ratings yet
- Inst Manual CeilingFloorDocument16 pagesInst Manual CeilingFloorANDERSON HERRERANo ratings yet
- Инструкция Soundmax SM-CMD3012Document70 pagesИнструкция Soundmax SM-CMD3012Ai Max memeNo ratings yet
- Welder ManualDocument14 pagesWelder ManualqwdqwawjdNo ratings yet
- EU3512-3X Environmental Enclosure and Light Duty Wall Mount: InstallationDocument12 pagesEU3512-3X Environmental Enclosure and Light Duty Wall Mount: InstallationByron RieraNo ratings yet
- CNPS10X Flex: Intel Socket 1155/1156/1366/775 CPUDocument12 pagesCNPS10X Flex: Intel Socket 1155/1156/1366/775 CPUtdpomodoroNo ratings yet
- Manual Del AerogeneradorDocument39 pagesManual Del AerogeneradorJORDY ALVARADONo ratings yet
- 3 D Printer ManualDocument14 pages3 D Printer ManualyuliantoNo ratings yet
- YW50 - Welding HeadDocument9 pagesYW50 - Welding HeadconsuelomaraNo ratings yet
- Electronic Transistor Ignition For Cars Kit Manual PDFDocument12 pagesElectronic Transistor Ignition For Cars Kit Manual PDFRaúl MartínNo ratings yet
- Installation Instruction Sheet: Cassette TypeDocument2 pagesInstallation Instruction Sheet: Cassette TypepepondeAvilesNo ratings yet
- Taladro Magnetico Rotabest Mini 36-50 Manual OperacionDocument12 pagesTaladro Magnetico Rotabest Mini 36-50 Manual OperacionAtahualpa Bulganin Infante YañezNo ratings yet
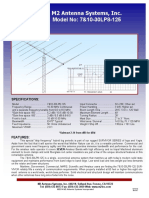
- M2 Antenna Systems, Inc. Model No: 7&10-30LP8-125: SpecificationsDocument20 pagesM2 Antenna Systems, Inc. Model No: 7&10-30LP8-125: Specificationsfox7878No ratings yet
- 1 Land Rover Freelander MY2001 Parking Heater Install TD4Document4 pages1 Land Rover Freelander MY2001 Parking Heater Install TD4Florin ConstantinNo ratings yet
- Shaver Machine TS 200-600 Manual PDFDocument17 pagesShaver Machine TS 200-600 Manual PDFKo HlaingNo ratings yet
- Distox2 Assembly ManualDocument6 pagesDistox2 Assembly ManualVlad AdrianNo ratings yet
- Linotype Manual: Giving Detailed Instructions of the Proper Adjustment and Care of the LinotypeFrom EverandLinotype Manual: Giving Detailed Instructions of the Proper Adjustment and Care of the LinotypeNo ratings yet
- Motor CalculationsDocument6 pagesMotor CalculationsAshar RaditNo ratings yet
- Pinball Roulette FS-597Document104 pagesPinball Roulette FS-597Gustavo BorjaNo ratings yet
- m0011696 D Rs3 Ethercat MainDocument488 pagesm0011696 D Rs3 Ethercat MainGorka RamosNo ratings yet
- Ge Vat200 ManualDocument119 pagesGe Vat200 ManualHoangNo ratings yet
- Ow 200Document4 pagesOw 200Sathish Kumar PtNo ratings yet
- Manual EX1N2PTDocument11 pagesManual EX1N2PTHai Huynh NgocNo ratings yet
- Design and Implementation of A Configurable Programmable Logic Controller Using Microchip PICDocument5 pagesDesign and Implementation of A Configurable Programmable Logic Controller Using Microchip PICPallavi GuptaNo ratings yet
- Proportional Directional Valves DHZO-A and DKZOR-ADocument8 pagesProportional Directional Valves DHZO-A and DKZOR-ASzilárd SNo ratings yet
- SOC Selected Optimized Coordination Coordination Table For Motor ProtectionDocument21 pagesSOC Selected Optimized Coordination Coordination Table For Motor ProtectionShuaib MuazzamNo ratings yet
- TL2 Led Strip, IGuzziniDocument2 pagesTL2 Led Strip, IGuzziniProbal SenguptaNo ratings yet
- Manual de Servicio DC 60kw CCS2Document56 pagesManual de Servicio DC 60kw CCS2locario1No ratings yet
- 3 Bfe 64285513 R0125Document22 pages3 Bfe 64285513 R0125Ahmed MoustafaNo ratings yet
- ELSAT Ku BrochureDocument2 pagesELSAT Ku Brochurefarnaz_2647334No ratings yet
- User Manual Woodward Seg Mri1 eDocument11 pagesUser Manual Woodward Seg Mri1 eCarlos CamachoNo ratings yet
- TDF8591TH: 1. General DescriptionDocument34 pagesTDF8591TH: 1. General DescriptionJoel T LardizábalNo ratings yet
- Manuais - 749172 - Unidade de Agua Syncrus G8Document60 pagesManuais - 749172 - Unidade de Agua Syncrus G8pompom papaNo ratings yet
- HMK7 Intelligentized Controller: Operating InstructionsDocument16 pagesHMK7 Intelligentized Controller: Operating InstructionsRayan IbrahimNo ratings yet
- Tm-RS485-MB / Tm-RS485-MT: Module Temperature Sensor With RS485 InterfaceDocument2 pagesTm-RS485-MB / Tm-RS485-MT: Module Temperature Sensor With RS485 InterfaceGabrielNo ratings yet
- IPower Manual EN V2.3Document24 pagesIPower Manual EN V2.3Alessandro KawanoNo ratings yet
- LM7805Document17 pagesLM7805whynkayNo ratings yet
- WR-K Series: Single, Dual and Triple OutputDocument4 pagesWR-K Series: Single, Dual and Triple OutputHAITHM MURSHEDNo ratings yet
- RESET ADS-R Manual en 0118Document20 pagesRESET ADS-R Manual en 0118Daniel ZuñigaNo ratings yet
- Safety PrecautionsDocument5 pagesSafety PrecautionsKiran SomanacheNo ratings yet
- Datasheet X-Dcs2000en En2.1Document4 pagesDatasheet X-Dcs2000en En2.1andres felipe mantilla gomezNo ratings yet