You might also like
- Study Material For CNC SimulationDocument10 pagesStudy Material For CNC SimulationManas Ranjan PaniNo ratings yet
- Study Material For CNC SimulationDocument4 pagesStudy Material For CNC SimulationManas Ranjan PaniNo ratings yet
- Siemens Lab Manual CNC ProgrammeDocument30 pagesSiemens Lab Manual CNC ProgrammesagunthiNo ratings yet
- G y M Codes HAAS FRESA MejoradoDocument2 pagesG y M Codes HAAS FRESA MejoradoKevin AlvarezNo ratings yet
- Document From RDocument26 pagesDocument From RRahul SehgalNo ratings yet
- Trevisan DS600Document16 pagesTrevisan DS600IrudhayarajAnthonySamyNo ratings yet
- HAAS - Mill Programming Workbook AnswersDocument9 pagesHAAS - Mill Programming Workbook Answersenamicul50No ratings yet
- G Code NexusDocument5 pagesG Code NexusTimmy JimmyNo ratings yet
- Live Tool Drill TapDocument25 pagesLive Tool Drill TapRA Javier100% (1)
- CNC English Code Controller SystemDocument17 pagesCNC English Code Controller Systemmarciano1980No ratings yet
- G y M Codes HAAS TORNO MejoradoDocument2 pagesG y M Codes HAAS TORNO MejoradoKevin AlvarezNo ratings yet
- CNC ProgramDocument37 pagesCNC ProgramBas RamuNo ratings yet
- Text (Basic)Document52 pagesText (Basic)MaisaGamePlays Wolff100% (1)
- 8745Document23 pages8745mallikarjun.telunagi143No ratings yet
- CNCDocument43 pagesCNCVenky VenkateshNo ratings yet
- G Code Table PDFDocument38 pagesG Code Table PDFmanish_chaturvedi_6100% (2)
- VMC ProgrammingDocument22 pagesVMC ProgrammingDynamic bhagwanNo ratings yet
- G CodeDocument9 pagesG CodeArga Rio MugafiNo ratings yet
- 00 EAGLE FANUC OiDocument60 pages00 EAGLE FANUC OiFranciscoDanielRamirezFloresNo ratings yet
- Page 1 of 8 PagesDocument8 pagesPage 1 of 8 PagesAhmed DjebbiNo ratings yet
- G2 CW Arc G3 CCW Arc ParametersDocument12 pagesG2 CW Arc G3 CCW Arc ParametersTanvon MalikNo ratings yet
- CNC ProgrammingDocument62 pagesCNC ProgrammingSanjog Maiti100% (1)
- Siemens CommandsDocument4 pagesSiemens Commandsemaster1No ratings yet
- Code Description Milling Turning (M) (T) G00 Rapid Positioning M TDocument12 pagesCode Description Milling Turning (M) (T) G00 Rapid Positioning M TjokoNo ratings yet
- INDICATOR LOCKNUT CODING - NCDocument2 pagesINDICATOR LOCKNUT CODING - NCniroNo ratings yet
- Top-2 NCDocument5 pagesTop-2 NCmilanropcevicNo ratings yet
- Day 8Document13 pagesDay 8Manas Ranjan PaniNo ratings yet
- Unique G CodesDocument28 pagesUnique G CodesfongNo ratings yet
- Hass AnswersDocument7 pagesHass AnswersRelu ChiruNo ratings yet
- CNC LectureDocument16 pagesCNC LectureJyoti Patole JadhavNo ratings yet
- G21 G98Document3 pagesG21 G98mdahasanNo ratings yet
- ENGR480 Manufacturing Systems: Spring 2010Document33 pagesENGR480 Manufacturing Systems: Spring 2010Tanvon MalikNo ratings yet
- Manufacturing of Rock Lever Shaft and Cam Follower in CNC MachineDocument28 pagesManufacturing of Rock Lever Shaft and Cam Follower in CNC Machinepallivenu289No ratings yet
- Study Material For CNC Simulation: Sinumerik Milling 840D/810D Part Programming For Pocketing, Drilling, Slot MillingDocument6 pagesStudy Material For CNC Simulation: Sinumerik Milling 840D/810D Part Programming For Pocketing, Drilling, Slot MillingManas Ranjan PaniNo ratings yet
- UntitledDocument1 pageUntitledswaroop kenganalNo ratings yet
- Exemple ProgramareDocument32 pagesExemple Programarebula123No ratings yet
- 3 G Codes Part 1 CNC PDFDocument23 pages3 G Codes Part 1 CNC PDFMichael CampbellNo ratings yet
- D26 Base CNC Code 03.04.2023Document3 pagesD26 Base CNC Code 03.04.2023SathiswebNo ratings yet
- G N M CodesDocument2 pagesG N M Codes55511223344No ratings yet
- Complete 4 Axis Mill Format and Library PDFDocument2 pagesComplete 4 Axis Mill Format and Library PDFKeerthi Kumar100% (1)
- Busenjerupayaledove EIADocument2 pagesBusenjerupayaledove EIAggggNo ratings yet
- Sinumerik 808D Gcode Ref Guide F-SFSDocument4 pagesSinumerik 808D Gcode Ref Guide F-SFSPranit KarneNo ratings yet
- NUM CNC Mill Program Example With G45 Pocket Milling G81 G84 G87 - Helman CNCDocument4 pagesNUM CNC Mill Program Example With G45 Pocket Milling G81 G84 G87 - Helman CNCpriyankaNo ratings yet
- t10 Larry Sekar Marbun GcodeDocument3 pagest10 Larry Sekar Marbun Gcodelarry marbunNo ratings yet
- G68 PDFDocument6 pagesG68 PDFMelchor PerezNo ratings yet
- 3071 Standard-Range: Used SymbolsDocument3 pages3071 Standard-Range: Used Symbolsgerardo castilloNo ratings yet
- Report CNC TurningDocument23 pagesReport CNC Turningdkeaumani57% (7)
- CNC Lathe S& T P, G & Setting.1Document4 pagesCNC Lathe S& T P, G & Setting.1marciano1980No ratings yet
- Assignment Automation and ControlDocument4 pagesAssignment Automation and ControlSomsay ThongkedNo ratings yet
- CNC Programming BasicsDocument24 pagesCNC Programming BasicsprinilNo ratings yet
- Calc. AF-28.00-0300-WN-001 20150518 OSF Rev.1 It3-4Document1 pageCalc. AF-28.00-0300-WN-001 20150518 OSF Rev.1 It3-4andi suntoroNo ratings yet
- RegionalDocument5 pagesRegionalYousra OuaddiNo ratings yet
- CAM Lab MtechDocument33 pagesCAM Lab MtechrkNo ratings yet
- CNC Programming Part 2Document64 pagesCNC Programming Part 2Manjunatha GrNo ratings yet
- G M Codes All CNCDocument24 pagesG M Codes All CNCParveen Kumar0% (1)
- Tabela G CodeDocument4 pagesTabela G CodeRodrigo DelayNo ratings yet
- Cim Lab Viva TipsDocument5 pagesCim Lab Viva Tipsshivaling battarkiNo ratings yet
- Tool Holder MaintenanceDocument6 pagesTool Holder Maintenanceenamicul50No ratings yet
- Swansoft O0011.CncDocument1 pageSwansoft O0011.Cncenamicul50No ratings yet
- Tooling System For Milling: Automatic Tool ChangerDocument13 pagesTooling System For Milling: Automatic Tool Changerenamicul50No ratings yet
- HAAS - Mill Programming Workbook AnswersDocument9 pagesHAAS - Mill Programming Workbook Answersenamicul50No ratings yet
- Swansoft Ex6.CncDocument1 pageSwansoft Ex6.Cncenamicul50No ratings yet
- Swansoft EX3.CNCDocument1 pageSwansoft EX3.CNCenamicul50No ratings yet
- Swansoft EX4.CNCDocument1 pageSwansoft EX4.CNCenamicul50No ratings yet
- Okuma Program ExampleDocument3 pagesOkuma Program Exampleenamicul50No ratings yet
- Swansoft EX1.CNCDocument1 pageSwansoft EX1.CNCenamicul50No ratings yet
- Series 15 150 Model B Descriptions ManualDocument278 pagesSeries 15 150 Model B Descriptions Manualenamicul50No ratings yet
- Sinumerik 800 User 1994Document104 pagesSinumerik 800 User 1994enamicul50No ratings yet
- Graphic Programming System On MS-DOS PC 07.97 EditionDocument41 pagesGraphic Programming System On MS-DOS PC 07.97 Editionenamicul50No ratings yet
- Sinumerik 840C Graphic 1997Document25 pagesSinumerik 840C Graphic 1997enamicul50No ratings yet
- Emco Winnc Sinumerik 810 820 TurningDocument62 pagesEmco Winnc Sinumerik 810 820 Turningenamicul50No ratings yet
- Okuma OSP - P300L Relocation Detection Unit Operation Manual 2011Document12 pagesOkuma OSP - P300L Relocation Detection Unit Operation Manual 2011enamicul50No ratings yet
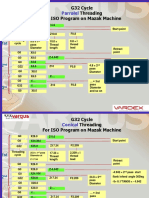
- G32 Cycle Threading For ISO Program On Mazak Machine: ParralelDocument4 pagesG32 Cycle Threading For ISO Program On Mazak Machine: Parralelenamicul50No ratings yet
- Fadal Operation Training ManualDocument36 pagesFadal Operation Training Manualenamicul50No ratings yet
- Doosan MX Series M-Code ListDocument8 pagesDoosan MX Series M-Code Listenamicul50No ratings yet
- TNC 122 User's ManualDocument63 pagesTNC 122 User's Manualenamicul50No ratings yet
- Data Pilot 4290 CNC Programming and Training On A PCDocument7 pagesData Pilot 4290 CNC Programming and Training On A PCenamicul50No ratings yet