Section 5: DATE: 3/23/00
valmont v Arm-to-Bracket Weld 1% neg
NEWMARK APPROVED:
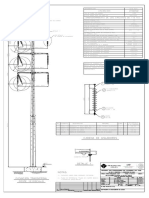
ARM— TO — BRACKET WELD
The weld connecting the arm to the arm bracket is a primary stress carrying weld. AS
such, it demands proper design, detailing and inspection practices. Valmont has
addressed these requirements by standardizing on a groove weld combined with a fillet
overlay sized to develop the full strength of the arm. Details of this weld are as follows
ARM =| GROOVE] FILLET | THROAT] ARM GROOVE] FILLET | THROAT
THICK THICK
=| 0.188" | 0,125" |:0.35” 0.34" 0.375" _| 0.313” 0,68"
0.219" | 0.156" | 0.40" 0.39" 0.406" __| 0.344" 0.73” |
—[o2s"_[ 0.188" T0.as*foas™ F038 | 0.373"
0.219" He 0.50" O51" 0.468"
ois [028" [055° [0367 [050"
oa" 0280.60" 10.0"
1. This detail develops the full strength of the arm while maintaining stress levels in the weld, and in
the thru-thickness directtion of the bracket, below ASCE allowables. Note that the allowable
stress level for partial penetration fillet weld design is nearly half that of a full penetration weld.
‘This detail can be fully inspected to AWS acceptance criteria
This detail eliminates problems associated with back-up strips in arm shafts (severe taper, oblique
angle of intersection with the bracket, and access to seal weld the back-up strip}.
UTILITY ENGINEERING DESIGN MANUAL
You might also like
- W Entre TDocument5 pagesW Entre THomer SilvaNo ratings yet
- Cap Screws: Sae J429 Grade IdentificationDocument6 pagesCap Screws: Sae J429 Grade IdentificationHomer SilvaNo ratings yet
- Steel PoleDocument1 pageSteel PoleHomer SilvaNo ratings yet
- Basic Design Value AISCDocument4 pagesBasic Design Value AISCmrajansubramanian100% (2)
- Lum Hmled3 PDFDocument3 pagesLum Hmled3 PDFHomer SilvaNo ratings yet
- Sigma 500Document1 pageSigma 500Homer SilvaNo ratings yet
- Wind Response of Cable-Stayed Masts: July 2005Document9 pagesWind Response of Cable-Stayed Masts: July 2005Homer SilvaNo ratings yet
- Experimental Design Results/Acknowledgements: Local Buckling Behavior of Round Steel Tubes Subjected To Compressive LoadsDocument1 pageExperimental Design Results/Acknowledgements: Local Buckling Behavior of Round Steel Tubes Subjected To Compressive LoadsHomer SilvaNo ratings yet
- Fea SW PDFDocument480 pagesFea SW PDFHomer Silva100% (4)
- ASME Flange Bolt Torque ProcedureDocument13 pagesASME Flange Bolt Torque ProcedureHomer Silva100% (6)
- Troybilt TB200Document48 pagesTroybilt TB200Homer SilvaNo ratings yet
- Fea SW PDFDocument480 pagesFea SW PDFHomer Silva100% (4)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5806)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (589)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (842)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1091)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)