You might also like
- WELDING CHARACTERISTICS OF Ni-Cr-Mo ALLOY DESIGNED TO RESIST WET PROCESS PHOSPHORIC ACIDDocument9 pagesWELDING CHARACTERISTICS OF Ni-Cr-Mo ALLOY DESIGNED TO RESIST WET PROCESS PHOSPHORIC ACIDValentin Le TirantNo ratings yet
- Ibp1265 12Document10 pagesIbp1265 12Marcelo Varejão CasarinNo ratings yet
- New Re-Containing Single Crystal SuperalloyDocument8 pagesNew Re-Containing Single Crystal SuperalloyPardhu YellaNo ratings yet
- Corrosion Resistant OCTG and Bar For Sour Gas Service PDFDocument14 pagesCorrosion Resistant OCTG and Bar For Sour Gas Service PDFallouche_abdNo ratings yet
- AlSi12Fe MS, Props Under VacuumDocument14 pagesAlSi12Fe MS, Props Under VacuumRishabh MenonNo ratings yet
- Lean Duplex Stainless Steel Within The Oil and Gas Industry-AcomDocument23 pagesLean Duplex Stainless Steel Within The Oil and Gas Industry-AcomKailas GophaneNo ratings yet
- 654SMO Vs C276Document16 pages654SMO Vs C276陳維中No ratings yet
- Datasheet-Saf-2507-En-V2021-03-05 18 - 06 Version 1Document19 pagesDatasheet-Saf-2507-En-V2021-03-05 18 - 06 Version 1aap aapNo ratings yet
- 9 MSF 765 130-2013Document7 pages9 MSF 765 130-2013Marko JukićNo ratings yet
- OPTIMIZING LCF PROPERTIES OF INCONEL ALLOY 625Document9 pagesOPTIMIZING LCF PROPERTIES OF INCONEL ALLOY 625Sagar DeshpandeNo ratings yet
- f6nm PDFDocument5 pagesf6nm PDFasprclms durgapur100% (1)
- New Creep Rupture Assessment of Grade 91Document11 pagesNew Creep Rupture Assessment of Grade 91AndreasNo ratings yet
- Effect of Testing Temperature On Sul Fide Stress Cracking of Low Alloy SteelDocument10 pagesEffect of Testing Temperature On Sul Fide Stress Cracking of Low Alloy SteelrobertprincewrightNo ratings yet
- Corrosion Caractaristics ofDocument14 pagesCorrosion Caractaristics ofKamal Hameed Al-taiyNo ratings yet
- Ferdian 14060Document7 pagesFerdian 14060Marko JukićNo ratings yet
- Austentite Steel Thermal StabilizationDocument17 pagesAustentite Steel Thermal StabilizationArangamar KumaranNo ratings yet
- The Effect of Large Heat Input On The Microstructure and Corrosion Behaviour of Simulated Heat Affected Zone in 2205 Duplex Stainless SteelDocument8 pagesThe Effect of Large Heat Input On The Microstructure and Corrosion Behaviour of Simulated Heat Affected Zone in 2205 Duplex Stainless SteelAnonymous Qha8B2No ratings yet
- Inclusion Characterisation - Tool For Measurement of Steel Cleanliness and Process Control: Part 2Document11 pagesInclusion Characterisation - Tool For Measurement of Steel Cleanliness and Process Control: Part 2Jihane EL HAMZAOUINo ratings yet
- The Effect of Cooling Rate On Micro Structure of AlSi9 Cu AlloyDocument8 pagesThe Effect of Cooling Rate On Micro Structure of AlSi9 Cu AlloysargamsNo ratings yet
- Development and Production of Helical-Two-Step (HTS) Pipes: Grades Up To Api X70 For Sour Service ApplicationDocument10 pagesDevelopment and Production of Helical-Two-Step (HTS) Pipes: Grades Up To Api X70 For Sour Service ApplicationMarcelo Varejão CasarinNo ratings yet
- High Strength Corrosion Resistant Alloy for Oil & GasDocument10 pagesHigh Strength Corrosion Resistant Alloy for Oil & GassteelalNo ratings yet
- Investigation of Carbon Steel and Stainless Steel Corrosion in A MEA Based CO2 Removal PlantDocument8 pagesInvestigation of Carbon Steel and Stainless Steel Corrosion in A MEA Based CO2 Removal PlantBenedict LimNo ratings yet
- 654 SmoDocument12 pages654 SmoAndres Torres VillegasNo ratings yet
- Tech Rep 4-2011 Copper Zirkonium AlloysDocument14 pagesTech Rep 4-2011 Copper Zirkonium AlloysBahadır UysalNo ratings yet
- Investigation of Corrosion Behavior of Low CarbonDocument18 pagesInvestigation of Corrosion Behavior of Low CarbonHazimNo ratings yet
- Thermal Aging Effect on Oxide Films in Dissimilar Metal WeldsDocument9 pagesThermal Aging Effect on Oxide Films in Dissimilar Metal WeldsOscarCastilloNavaNo ratings yet
- Effect of Metallurgy On Pygas Fouling PDFDocument6 pagesEffect of Metallurgy On Pygas Fouling PDFstreamtNo ratings yet
- G0146 01Document8 pagesG0146 01wellbeingempireNo ratings yet
- Reference 2Document11 pagesReference 2Khaled AlhawariNo ratings yet
- The Welding of Structural Steels Without PreheatDocument10 pagesThe Welding of Structural Steels Without PreheatHouman HatamianNo ratings yet
- 1.corrosion Journal Gafur SirDocument7 pages1.corrosion Journal Gafur SirSakib Al Razi KhanNo ratings yet
- Corrosion of Pipe Steel in CO2 Containing Impurities and Possible SolutionsDocument13 pagesCorrosion of Pipe Steel in CO2 Containing Impurities and Possible SolutionsYogaNo ratings yet
- Slow Strain Rate Tensile and Fatigue Properties of CR Emo and Carbon Steels in A 115 Mpa Hydrogen Gas AtmosphereDocument10 pagesSlow Strain Rate Tensile and Fatigue Properties of CR Emo and Carbon Steels in A 115 Mpa Hydrogen Gas AtmosphereÉlida AlvesNo ratings yet
- Welding Hydrogen-Charged Steel GuideDocument9 pagesWelding Hydrogen-Charged Steel Guideramadoss_alwar7307No ratings yet
- 7075 Extrusion PDFDocument6 pages7075 Extrusion PDFJoselo HRNo ratings yet
- CA 6NM CastingsDocument11 pagesCA 6NM CastingsvasanthiNo ratings yet
- Modeling and Optimization of Brazing For Aa 6061/ Aisi 304lusing Grey Relational AnalysisDocument12 pagesModeling and Optimization of Brazing For Aa 6061/ Aisi 304lusing Grey Relational AnalysisIAEME PUBLICATIONNo ratings yet
- Engineering Failure Analysis: Zhihong Wang, Chaoyue Yang, Lin ZhuDocument8 pagesEngineering Failure Analysis: Zhihong Wang, Chaoyue Yang, Lin ZhuwhoismeNo ratings yet
- Auomotivr Fuel TanksDocument9 pagesAuomotivr Fuel Tankscolumba_mcNo ratings yet
- Metals: Ffect of CO /HDocument12 pagesMetals: Ffect of CO /HGuillermo SilvaNo ratings yet
- High Chromium AlloyDocument3 pagesHigh Chromium Alloykaveh-bahiraeeNo ratings yet
- D130-12 Corrosiveness To Copper From Petroleum Products PDFDocument10 pagesD130-12 Corrosiveness To Copper From Petroleum Products PDFL Ayquipa MerinoNo ratings yet
- Corrosion Inhibition Performance of Copper Carbonate in MEADocument5 pagesCorrosion Inhibition Performance of Copper Carbonate in MEAdow2008No ratings yet
- Corrsion P110 Casing CO2 Saturated (2015)Document14 pagesCorrsion P110 Casing CO2 Saturated (2015)Alex VianaNo ratings yet
- Corrosion Performance of Al-Si-Cu Hypereutectic Alloys in A Synthetic Condensed Automotive SolutionDocument5 pagesCorrosion Performance of Al-Si-Cu Hypereutectic Alloys in A Synthetic Condensed Automotive SolutionHamilta De Oliveira SantosNo ratings yet
- Swaminathan 2008Document13 pagesSwaminathan 2008Primawati RahmaniyahNo ratings yet
- Effect of Post Weld Surface Treatments on Corrosion Resistance of Duplex Stainless Steel WeldsDocument14 pagesEffect of Post Weld Surface Treatments on Corrosion Resistance of Duplex Stainless Steel WeldsdevangmajithiaNo ratings yet
- Effect of Thermal Exposure on CM247LC Nickel Superalloy MicrostructureDocument29 pagesEffect of Thermal Exposure on CM247LC Nickel Superalloy MicrostructureMathi LoguNo ratings yet
- Performance of NiCrAlY, Ni-Cr, Stellite-6 and Ni3Al Coatings in Na2SO4 - 60% V2O5 Environment at 900°CDocument12 pagesPerformance of NiCrAlY, Ni-Cr, Stellite-6 and Ni3Al Coatings in Na2SO4 - 60% V2O5 Environment at 900°CErasto SantosNo ratings yet
- Corrosion Behavior of 2205 Duplex Stainless Steels in HCL Solution Containing SulfideDocument27 pagesCorrosion Behavior of 2205 Duplex Stainless Steels in HCL Solution Containing SulfideAbraham RojasNo ratings yet
- Understanding Pitting Corrosion BehaviourofX-65CarbonSteelinCO2SaturatedEnvironmentsDocument29 pagesUnderstanding Pitting Corrosion BehaviourofX-65CarbonSteelinCO2SaturatedEnvironmentspurnawanNo ratings yet
- Efectos Velocidades Erosion en TuberiasDocument7 pagesEfectos Velocidades Erosion en TuberiasRichard ChauranNo ratings yet
- 80 ProceedingDocument9 pages80 Proceedinglyubom538No ratings yet
- Sliding Wear Performance of A413 Alloy Reinforced with IntermetallicsDocument8 pagesSliding Wear Performance of A413 Alloy Reinforced with IntermetallicsirajfarjiNo ratings yet
- Some Aspects of Metallurgical Assessment of Boiler Tubes-Basic Principles and Case StudiesDocument10 pagesSome Aspects of Metallurgical Assessment of Boiler Tubes-Basic Principles and Case StudiesmsdoharNo ratings yet
- The Erosion-Corrosion of Alloys Under Oxidizing-Sulphidizing Conditions at High TemperatureDocument8 pagesThe Erosion-Corrosion of Alloys Under Oxidizing-Sulphidizing Conditions at High Temperaturemoney43No ratings yet
- Project Guide: Mr. Naveen Singh Manager QA (SMSDocument58 pagesProject Guide: Mr. Naveen Singh Manager QA (SMSRakesh Kumar YadavNo ratings yet
- Innovative Cr-Free Anodizing & Sealing Processes For Corrosion Protection of Aerospace Aluminum AlloysDocument8 pagesInnovative Cr-Free Anodizing & Sealing Processes For Corrosion Protection of Aerospace Aluminum AlloysJosé Manuel Arroyo PerfumoNo ratings yet
- Ceramic Materials for Energy Applications V: A Collection of Papers Presented at the 39th International Conference on Advanced Ceramics and CompositesFrom EverandCeramic Materials for Energy Applications V: A Collection of Papers Presented at the 39th International Conference on Advanced Ceramics and CompositesJosef MatyášNo ratings yet
- Materials Data for Cyclic Loading: Aluminium and Titanium AlloysFrom EverandMaterials Data for Cyclic Loading: Aluminium and Titanium AlloysRating: 1 out of 5 stars1/5 (1)
- TRM 4 Series ReducedDocument2 pagesTRM 4 Series ReducedLuis David Concha CastilloNo ratings yet
- Long Reach Liner Hanger Packer - Thermal, HPHT - SchlumbergerDocument4 pagesLong Reach Liner Hanger Packer - Thermal, HPHT - SchlumbergerLuis David Concha CastilloNo ratings yet
- Polished Bore Receptacle - DEW GMBHDocument1 pagePolished Bore Receptacle - DEW GMBHLuis David Concha CastilloNo ratings yet
- API Thread Measurement PDFDocument4 pagesAPI Thread Measurement PDFDarkedge100% (1)
- 9 - What Is A Special Drift CasingDocument2 pages9 - What Is A Special Drift CasingLuis David Concha CastilloNo ratings yet
- IADC/SPE-191029-MS BD Gas Field Near-HPHT and Critical Sour Development: A Journey To Maintain Well IntegrityDocument16 pagesIADC/SPE-191029-MS BD Gas Field Near-HPHT and Critical Sour Development: A Journey To Maintain Well IntegrityLuis David Concha CastilloNo ratings yet
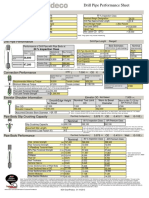
- Drill Pipe Spec SheetDocument2 pagesDrill Pipe Spec SheetVijay KotiNo ratings yet
- Smart Well CompletionDocument10 pagesSmart Well CompletionLuis David Concha CastilloNo ratings yet
- Aflas Ficha 2Document1 pageAflas Ficha 2Luis David Concha CastilloNo ratings yet
- Halliburton Packer Information PDFDocument76 pagesHalliburton Packer Information PDFrlk2806100% (4)
- Compass5000 TrainingDocument332 pagesCompass5000 Trainingjdmacbook67% (3)
- Material Selection Research Into Casings in Natural Gas Wells in A High-Corrosion EnvironmentDocument6 pagesMaterial Selection Research Into Casings in Natural Gas Wells in A High-Corrosion EnvironmentsunnyNo ratings yet
- 12 Intervention SolutionsDocument26 pages12 Intervention SolutionsLuis David Concha CastilloNo ratings yet
- Julian2014 PDFDocument9 pagesJulian2014 PDFmahmoud korieshNo ratings yet
- Strength of Casing and Tubing - PetroWiki PDFDocument15 pagesStrength of Casing and Tubing - PetroWiki PDFLuis David Concha CastilloNo ratings yet
- QUANTUM No-Go LocatorDocument1 pageQUANTUM No-Go LocatorLuis David Concha CastilloNo ratings yet
- Drilling Thread Types For DummiesDocument12 pagesDrilling Thread Types For DummiesLuis David Concha CastilloNo ratings yet
- p18 19 Quantum X Packer PDFDocument2 pagesp18 19 Quantum X Packer PDFLuis David Concha CastilloNo ratings yet
- 16 30+interwellDocument20 pages16 30+interwellLuis David Concha CastilloNo ratings yet
- Aflas FichaDocument1 pageAflas FichaLuis David Concha CastilloNo ratings yet
- Understanding Special Drift CasingDocument2 pagesUnderstanding Special Drift CasingLuis David Concha CastilloNo ratings yet
- Xt39 Spec Sheet PDFDocument3 pagesXt39 Spec Sheet PDFLuis David Concha CastilloNo ratings yet
- International Standards For Tubing - PetroWiki PDFDocument6 pagesInternational Standards For Tubing - PetroWiki PDFLuis David Concha CastilloNo ratings yet
- Strength of Casing and Tubing - PetroWiki PDFDocument15 pagesStrength of Casing and Tubing - PetroWiki PDFLuis David Concha CastilloNo ratings yet
- Understanding Special Drift CasingDocument2 pagesUnderstanding Special Drift CasingLuis David Concha CastilloNo ratings yet
- NLOG GS PUB 1483 Final Drilling ReportDocument120 pagesNLOG GS PUB 1483 Final Drilling ReportLuis David Concha CastilloNo ratings yet
- International Standards For Tubing - PetroWiki PDFDocument6 pagesInternational Standards For Tubing - PetroWiki PDFLuis David Concha CastilloNo ratings yet
- Drill Pipe Performance Sheet 5.875 XT57 G105Document3 pagesDrill Pipe Performance Sheet 5.875 XT57 G105Garcia C L AlbertoNo ratings yet
- Understanding Special Drift CasingDocument2 pagesUnderstanding Special Drift CasingLuis David Concha CastilloNo ratings yet
- DraftDocument32 pagesDraftAnilkumarNo ratings yet
- KAPW-1 150mm powder coated cutting planDocument4 pagesKAPW-1 150mm powder coated cutting planVarunn VelNo ratings yet
- 000000027828 - 202004222153266xxx계 알루미늄 합금의 경질 아노다이징 피막 형성 특성 연구Document41 pages000000027828 - 202004222153266xxx계 알루미늄 합금의 경질 아노다이징 피막 형성 특성 연구임학진No ratings yet
- Hardness DeterminationDocument5 pagesHardness DeterminationJoraq YanisNo ratings yet
- Exhaust Gas Piping Specification-5ADocument2 pagesExhaust Gas Piping Specification-5AbhaskarNo ratings yet
- Aalco Metals LTD Aluminium Alloy 6060 T5 T595 144Document2 pagesAalco Metals LTD Aluminium Alloy 6060 T5 T595 144Gabriel PatileaNo ratings yet
- Gold Plating in The Electronics Industry: F. H. ReidDocument5 pagesGold Plating in The Electronics Industry: F. H. ReidCicero Gomes de SouzaNo ratings yet
- Chloride Metallurgy - Process Technology Development - : Edgar PeekDocument39 pagesChloride Metallurgy - Process Technology Development - : Edgar PeekMauricioTeranAguilarNo ratings yet
- Vantrunk 2018 Cat 5 FixingsDocument8 pagesVantrunk 2018 Cat 5 FixingsSri Surya LankapalliNo ratings yet
- Experimental Investigation of Process Parameters On Inconel 925 For EDM Process by Using Taguchi MethodDocument6 pagesExperimental Investigation of Process Parameters On Inconel 925 For EDM Process by Using Taguchi MethodVishal Kumar JaiswalNo ratings yet
- The Periodic Table SongDocument2 pagesThe Periodic Table SongMa Odessa MatiasNo ratings yet
- Norseman Product CatalogDocument145 pagesNorseman Product CatalogMann Sales & MarketingNo ratings yet
- AALCO Stainless Steel TubeDocument4 pagesAALCO Stainless Steel TubeRoberto CamaraNo ratings yet
- MS and GI Pipes-Types, Features & ApplicationsDocument4 pagesMS and GI Pipes-Types, Features & ApplicationssureshkanuboyinaNo ratings yet
- Modelling of Pitting Corrosion in Marine and Offshore SteelDocument24 pagesModelling of Pitting Corrosion in Marine and Offshore SteelRagerishcire KanaalaqNo ratings yet
- Fatigue Test Lab ReportDocument1 pageFatigue Test Lab Reportforgamingpps0% (2)
- Dowell's Price List 18.3.2022Document26 pagesDowell's Price List 18.3.2022Sunil WadekarNo ratings yet
- Jigs and Fixtures Design PTB41002: Cost Calculation Raja Aziz Raja Ma'arofDocument18 pagesJigs and Fixtures Design PTB41002: Cost Calculation Raja Aziz Raja Ma'arofazizmaarof100% (5)
- Specification For The Application of Thermal Spray Coatings (Metallizing) of Aluminum, Zinc, and Their Alloys and Composites For The Corrosion Protection of SteelDocument3 pagesSpecification For The Application of Thermal Spray Coatings (Metallizing) of Aluminum, Zinc, and Their Alloys and Composites For The Corrosion Protection of Steelvijay rajputNo ratings yet
- Euro Steel ASTM A312 Pipe DimensionsDocument2 pagesEuro Steel ASTM A312 Pipe DimensionsEnrico FermiNo ratings yet
- A Shape-Memory Effect Alloy With Novel ApplicationsDocument2 pagesA Shape-Memory Effect Alloy With Novel Applicationsswaminathan G.No ratings yet
- Comparison Astm and JisDocument4 pagesComparison Astm and JisGokulAgNo ratings yet
- SS 316L-0407 Powder For Additive Manufacturing: Process SpecificationDocument2 pagesSS 316L-0407 Powder For Additive Manufacturing: Process SpecificationMuhammad LuqmanNo ratings yet
- Predict hardness of AISI 4140 steel during martemperingDocument21 pagesPredict hardness of AISI 4140 steel during martemperingvander alkminNo ratings yet
- Dual-phase steels data sheet highlights strength propertiesDocument4 pagesDual-phase steels data sheet highlights strength propertiespranayNo ratings yet
- Cast Iron Heat TreatmentDocument29 pagesCast Iron Heat TreatmentHoang LamNo ratings yet
- 1 Introduction To Steel Structures PDFDocument70 pages1 Introduction To Steel Structures PDFCristan RetuermaNo ratings yet
- Astm A209 A209mDocument3 pagesAstm A209 A209msantoshNo ratings yet
- Astm A744-A744m 2010Document6 pagesAstm A744-A744m 2010Júlio RosaNo ratings yet
- Heavy Metal Cadmium (CD) and Lead (PB) IN VANAME SHRIMP (Litopenaeus Vannamei) Collected From Traditional Markets in Medan City, IndonesiaDocument8 pagesHeavy Metal Cadmium (CD) and Lead (PB) IN VANAME SHRIMP (Litopenaeus Vannamei) Collected From Traditional Markets in Medan City, IndonesiaALIF ALFARISYINo ratings yet