You might also like
- Advanced SAS Interview Questions You'll Most Likely Be Asked: Job Interview Questions SeriesFrom EverandAdvanced SAS Interview Questions You'll Most Likely Be Asked: Job Interview Questions SeriesNo ratings yet
- 107 PostblocksDocument28 pages107 Postblocksxuanphuong2710100% (1)
- Unix Shell Programming Interview Questions You'll Most Likely Be Asked: Job Interview Questions SeriesFrom EverandUnix Shell Programming Interview Questions You'll Most Likely Be Asked: Job Interview Questions SeriesNo ratings yet
- 102 Intro To MP Post Proc PDFDocument26 pages102 Intro To MP Post Proc PDFKen LeeNo ratings yet
- Python Interview Questions You'll Most Likely Be Asked: Job Interview Questions SeriesFrom EverandPython Interview Questions You'll Most Likely Be Asked: Job Interview Questions SeriesNo ratings yet
- Project 1 MIPS SimulatorDocument4 pagesProject 1 MIPS SimulatorbacdiecNo ratings yet
- V22LatheInstalling-Editing Post ProcessorsDocument36 pagesV22LatheInstalling-Editing Post ProcessorsCreo ParametricNo ratings yet
- Python for Beginners: An Introduction to Learn Python Programming with Tutorials and Hands-On ExamplesFrom EverandPython for Beginners: An Introduction to Learn Python Programming with Tutorials and Hands-On ExamplesRating: 4 out of 5 stars4/5 (2)
- Flat Assembler 1Document103 pagesFlat Assembler 1Alexander JavinesNo ratings yet
- 208 Mill - Turn ApplicationsDocument8 pages208 Mill - Turn ApplicationsHoang LamNo ratings yet
- Lab Manual SP - FinalDocument60 pagesLab Manual SP - FinalShaun BhattiNo ratings yet
- Project 1Document10 pagesProject 1Vignesh PrasadNo ratings yet
- 103 Changes To The MP PostDocument12 pages103 Changes To The MP Postxuanphuong2710No ratings yet
- Intro To CDocument30 pagesIntro To CGourav GuptaNo ratings yet
- PostProcessing PDFDocument150 pagesPostProcessing PDFandrea772No ratings yet
- Whats New X PostsDocument14 pagesWhats New X Postsbronec10No ratings yet
- Python CodingDocument4 pagesPython CodingdfkoejfiNo ratings yet
- MCNPDocument42 pagesMCNPfernandopereirabhNo ratings yet
- lab1_specDocument6 pageslab1_spec星期三的配音是對的No ratings yet
- FLEX Assembler: Technical Systems Consultants, IncDocument63 pagesFLEX Assembler: Technical Systems Consultants, IncChristian MARCQNo ratings yet
- Introduction To C: (Reek, Chs. 1-2)Document22 pagesIntroduction To C: (Reek, Chs. 1-2)GladiusDiana SenthilKumarNo ratings yet
- MDS Firmware UpgradeDocument4 pagesMDS Firmware UpgradeAshokNo ratings yet
- D2K Imp QuesDocument22 pagesD2K Imp Quespradauman100% (1)
- Control CL Commands With Command Exit Programs - Part 1Document8 pagesControl CL Commands With Command Exit Programs - Part 1rachmat99No ratings yet
- CCNP5Document162 pagesCCNP5Camille Joy BuronNo ratings yet
- Adding Comments To ScriptsDocument4 pagesAdding Comments To ScriptsSeshu VenkatNo ratings yet
- VEDIAMO Tricks RUDocument73 pagesVEDIAMO Tricks RUDimitri SedelNo ratings yet
- Post Functions: Difference Between Formulas and FunctionsDocument8 pagesPost Functions: Difference Between Formulas and FunctionsMinh PhươngNo ratings yet
- Using The ROMDocument10 pagesUsing The ROMminou10No ratings yet
- Department of Electrical Engineering and Computer Science: EE-222 Microprocessor SystemsDocument9 pagesDepartment of Electrical Engineering and Computer Science: EE-222 Microprocessor SystemsNoor TahirNo ratings yet
- Project3 PDFDocument3 pagesProject3 PDFTyler BowdishNo ratings yet
- LM90 9.05 PunDocument13 pagesLM90 9.05 PunAbdo MimoNo ratings yet
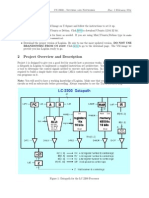
- CS2200 Project 1 Datapath and Microcontroller ImplementationDocument9 pagesCS2200 Project 1 Datapath and Microcontroller Implementationopenid_FpjZWipRNo ratings yet
- An Introduction To Programming For Hackers - Part2Document14 pagesAn Introduction To Programming For Hackers - Part2Tim100% (1)
- ABB Celda CargaDocument9 pagesABB Celda CargajglunaNo ratings yet
- Getting Started With NottorusDocument9 pagesGetting Started With NottorusYare MawuviNo ratings yet
- Tms320c54 AssemblyDocument31 pagesTms320c54 AssemblybhavanimaddulaNo ratings yet
- Macronts 10-14-00Document30 pagesMacronts 10-14-00Guillermo RamirezNo ratings yet
- CCNP Switch: Lab ManualDocument30 pagesCCNP Switch: Lab ManualChris BuenaventuraNo ratings yet
- Synthesizable Finite State Machine Design Techniques Using The New Systemverilog 3.0 EnhancementsDocument53 pagesSynthesizable Finite State Machine Design Techniques Using The New Systemverilog 3.0 EnhancementsShekhil HassanNo ratings yet
- KOMA-Script tocstyle Package ObsoleteDocument53 pagesKOMA-Script tocstyle Package ObsoleteDang Duy QuachNo ratings yet
- Vanetrbc ns2Document5 pagesVanetrbc ns2Shariq Mahmood KhanNo ratings yet
- Tutorial 8086Document10 pagesTutorial 8086chanchito22No ratings yet
- CCNA ICND1 (100-105) - Part8 EditedDocument92 pagesCCNA ICND1 (100-105) - Part8 EditedVesela SveskaNo ratings yet
- Entering The ROM MonitorDocument10 pagesEntering The ROM Monitorsachin_iet2173No ratings yet
- A Compiler Design Program in CDocument1 pageA Compiler Design Program in Csriharidino100% (2)
- Models Im System Csi MDocument28 pagesModels Im System Csi MLiu WenNo ratings yet
- Oc9 RNDocument4 pagesOc9 RNmaster_juliocesarNo ratings yet
- Cprog 08Document4 pagesCprog 08yoyoNo ratings yet
- Lab 1 - The Basics: ObjectivesDocument7 pagesLab 1 - The Basics: Objectivesjramisch44No ratings yet
- Hi-Tech C Compiler For Pic10/12/16 Mcus Version 9.70 Release NotesDocument9 pagesHi-Tech C Compiler For Pic10/12/16 Mcus Version 9.70 Release NotesMuthu GanesanNo ratings yet
- ExtremeXOS Creating Simple CLI ScriptsDocument10 pagesExtremeXOS Creating Simple CLI ScriptsNashuxNo ratings yet
- Fastest Way To Recover or Upgrade Cisco IOS Using TFTPDNLDDocument3 pagesFastest Way To Recover or Upgrade Cisco IOS Using TFTPDNLDMuhammad Majid KhanNo ratings yet
- Block I Apollo Guidance Computer (AGC) : How To Build One in Your BasementDocument20 pagesBlock I Apollo Guidance Computer (AGC) : How To Build One in Your BasementpabloNo ratings yet
- Lab 1.5.1 Introductory Lab 1 - Getting Started and Building StartDocument6 pagesLab 1.5.1 Introductory Lab 1 - Getting Started and Building StartCharles MorrisonNo ratings yet
- Camber ExampleDocument6 pagesCamber ExampleOanh PhanNo ratings yet
- IBM Linux Convert Bits Cvtto64readmeDocument5 pagesIBM Linux Convert Bits Cvtto64readmepedrofelixvcNo ratings yet
- Bricx Command Center Release NotesDocument3 pagesBricx Command Center Release NotesbordisNo ratings yet
- Lab Set I (New)Document13 pagesLab Set I (New)bezawitg2002No ratings yet
- 103 Changes To The MP Post PDFDocument12 pages103 Changes To The MP Post PDFKen LeeNo ratings yet
- Chapter 3 How Buffer Files WorkDocument6 pagesChapter 3 How Buffer Files WorkHoang LamNo ratings yet
- File Manipulation Functions for MP Post ProcessingDocument8 pagesFile Manipulation Functions for MP Post ProcessingHoang LamNo ratings yet
- 208 Mill - Turn ApplicationsDocument8 pages208 Mill - Turn ApplicationsHoang LamNo ratings yet
- 12A GlossaryDocument8 pages12A GlossaryMinh Phương100% (1)
- 5 Axis Generic PostDocument68 pages5 Axis Generic Postwidya90% (10)
- Chapter 3 How Buffer Files WorkDocument6 pagesChapter 3 How Buffer Files WorkHoang LamNo ratings yet
- 104 Post Debugging Techniques PDFDocument10 pages104 Post Debugging Techniques PDFKen LeeNo ratings yet
- Formulas and FunctionsDocument18 pagesFormulas and Functionsxuanphuong2710No ratings yet
- How to search the MP Post Reference Guide indexDocument1 pageHow to search the MP Post Reference Guide indexMinh PhươngNo ratings yet
- 307 Parameter InformationDocument293 pages307 Parameter InformationHoang LamNo ratings yet
- Version 9 MP Post Processor Online Reference GuideDocument1 pageVersion 9 MP Post Processor Online Reference GuideHoang LamNo ratings yet
- Numeric variables in MP languageDocument642 pagesNumeric variables in MP languageHoang LamNo ratings yet
- 306 NCI FileDocument81 pages306 NCI FileHoang LamNo ratings yet
- Numeric variables in MP languageDocument642 pagesNumeric variables in MP languageHoang LamNo ratings yet
- 4-axis wire output processingDocument12 pages4-axis wire output processingHoang LamNo ratings yet
- Chapter 18 How Prompt Questions WorkDocument4 pagesChapter 18 How Prompt Questions WorkHoang LamNo ratings yet
- 303 FormulasDocument108 pages303 FormulasHoang LamNo ratings yet
- 115 Drill CyclesDocument20 pages115 Drill CyclesHoang LamNo ratings yet
- 209 Lathe Canned CyclesDocument12 pages209 Lathe Canned CyclesHoang LamNo ratings yet
- 302 PostblocksDocument206 pages302 PostblocksHoang LamNo ratings yet
- File Manipulation Functions for MP Post ProcessingDocument8 pagesFile Manipulation Functions for MP Post ProcessingHoang LamNo ratings yet
- 106 PostDocument6 pages106 PostMinh PhươngNo ratings yet
- Changes to MP Post Processor Reference GuideDocument86 pagesChanges to MP Post Processor Reference GuideMinh PhươngNo ratings yet
- File Manipulation Functions for MP Post ProcessingDocument8 pagesFile Manipulation Functions for MP Post ProcessingHoang LamNo ratings yet
- Working With Cantext: New Canned Text For Version 8Document8 pagesWorking With Cantext: New Canned Text For Version 8Hoang LamNo ratings yet
- Chapter 3 How Buffer Files WorkDocument6 pagesChapter 3 How Buffer Files WorkHoang LamNo ratings yet
- 115 Drill CyclesDocument20 pages115 Drill CyclesHoang LamNo ratings yet
- How Subprograms Work: Subprograms in Mastercam Mill and LatheDocument16 pagesHow Subprograms Work: Subprograms in Mastercam Mill and LatheHoang LamNo ratings yet
- Friends discuss comedy and plan to see a comic showDocument2 pagesFriends discuss comedy and plan to see a comic showПолина НовикNo ratings yet
- AP Microeconomics 2016 Free-Response QuestionsDocument4 pagesAP Microeconomics 2016 Free-Response QuestionsSHIN SeoYoungNo ratings yet
- HR 111 - Pal RetrenchmentDocument2 pagesHR 111 - Pal RetrenchmentanakpawispartylistNo ratings yet
- Puromines Vs CA DigestDocument2 pagesPuromines Vs CA DigestBea Alonzo100% (1)
- Capstone PosterDocument1 pageCapstone Posterapi-538849894No ratings yet
- Beauty Paulor Management SystemDocument2 pagesBeauty Paulor Management SystemTheint Theint AungNo ratings yet
- Computational Thinking Learning Competency:: Self-Learning Package inDocument8 pagesComputational Thinking Learning Competency:: Self-Learning Package inanderson villalunaNo ratings yet
- Oblicon Chap 1 5Document15 pagesOblicon Chap 1 5Efrean BianesNo ratings yet
- Jbe - Consent Readiness RelationshipsDocument4 pagesJbe - Consent Readiness Relationshipsapi-537847223No ratings yet
- Love Letters Reveal Deep EmotionsDocument21 pagesLove Letters Reveal Deep EmotionsChima NnosimikeNo ratings yet
- UST Medicine I Schedule 2016-2017Document6 pagesUST Medicine I Schedule 2016-2017ina17_eaglerNo ratings yet
- Cold WarDocument42 pagesCold WarTaiba HabibNo ratings yet
- Introduction to Honda automotive companyDocument2 pagesIntroduction to Honda automotive companyfarhan javaidNo ratings yet
- Review On Birth Asphyxia by TibinDocument22 pagesReview On Birth Asphyxia by Tibintibinj67No ratings yet
- 2015-10-26 Plaintiff's Letter To Defendant Regarding Discovery (Flores V DOJ) (FOIA Lawsuit)Document25 pages2015-10-26 Plaintiff's Letter To Defendant Regarding Discovery (Flores V DOJ) (FOIA Lawsuit)Progress QueensNo ratings yet
- Elon Musk AchievementsDocument13 pagesElon Musk AchievementsCarlos SuárezNo ratings yet
- E Thesis Uas DharwadDocument5 pagesE Thesis Uas DharwadLori Head100% (1)
- OS Fundamentals: Memory, Processes, KernelsDocument36 pagesOS Fundamentals: Memory, Processes, KernelsSparkerz S Vijay100% (1)
- TOOLKIT For Case ManagementDocument313 pagesTOOLKIT For Case ManagementSaraNo ratings yet
- Election Summary Report November 3, 2020 - General Election Wayne County, Michigan Unofficial ResultsDocument77 pagesElection Summary Report November 3, 2020 - General Election Wayne County, Michigan Unofficial ResultsStephen BoyleNo ratings yet
- Sample Questions For RTI ActDocument5 pagesSample Questions For RTI ActAnjali RaiNo ratings yet
- Grand Hotel PLCDocument2 pagesGrand Hotel PLCP.RAJAGURUNo ratings yet
- Reading Mats in English and FilipinoDocument29 pagesReading Mats in English and FilipinoVenus Mantaring LastraNo ratings yet
- European & Balkan: PerspectivesDocument20 pagesEuropean & Balkan: PerspectivesStefan ChichevalievNo ratings yet
- Full Download Law and Economics 6th Edition Cooter Solutions ManualDocument35 pagesFull Download Law and Economics 6th Edition Cooter Solutions Manualscraperletternh21o100% (37)
- Mitra 2018Document4 pagesMitra 2018rahulNo ratings yet
- Department of Labor: Logsafe Fall 01Document8 pagesDepartment of Labor: Logsafe Fall 01USA_DepartmentOfLaborNo ratings yet
- Public High School Teachers' Strategies for Addressing Challenges in Conducting Action ResearchDocument75 pagesPublic High School Teachers' Strategies for Addressing Challenges in Conducting Action ResearchMilbert Loyloy SalmasanNo ratings yet
- 1.1 Network MarketingDocument92 pages1.1 Network Marketingpriti100No ratings yet
- 01 - What Is The S3 ScannerDocument4 pages01 - What Is The S3 ScannerViet PhanNo ratings yet
- Nine Algorithms That Changed the Future: The Ingenious Ideas That Drive Today's ComputersFrom EverandNine Algorithms That Changed the Future: The Ingenious Ideas That Drive Today's ComputersRating: 5 out of 5 stars5/5 (7)
- Excel Essentials: A Step-by-Step Guide with Pictures for Absolute Beginners to Master the Basics and Start Using Excel with ConfidenceFrom EverandExcel Essentials: A Step-by-Step Guide with Pictures for Absolute Beginners to Master the Basics and Start Using Excel with ConfidenceNo ratings yet
- Learn Python Programming for Beginners: Best Step-by-Step Guide for Coding with Python, Great for Kids and Adults. Includes Practical Exercises on Data Analysis, Machine Learning and More.From EverandLearn Python Programming for Beginners: Best Step-by-Step Guide for Coding with Python, Great for Kids and Adults. Includes Practical Exercises on Data Analysis, Machine Learning and More.Rating: 5 out of 5 stars5/5 (34)
- Linux: The Ultimate Beginner's Guide to Learn Linux Operating System, Command Line and Linux Programming Step by StepFrom EverandLinux: The Ultimate Beginner's Guide to Learn Linux Operating System, Command Line and Linux Programming Step by StepRating: 4.5 out of 5 stars4.5/5 (9)
- Machine Learning: The Ultimate Beginner's Guide to Learn Machine Learning, Artificial Intelligence & Neural Networks Step by StepFrom EverandMachine Learning: The Ultimate Beginner's Guide to Learn Machine Learning, Artificial Intelligence & Neural Networks Step by StepRating: 4.5 out of 5 stars4.5/5 (19)
- Clean Code: A Handbook of Agile Software CraftsmanshipFrom EverandClean Code: A Handbook of Agile Software CraftsmanshipRating: 5 out of 5 stars5/5 (13)
- ITIL 4: Digital and IT strategy: Reference and study guideFrom EverandITIL 4: Digital and IT strategy: Reference and study guideRating: 5 out of 5 stars5/5 (1)
- The Advanced Roblox Coding Book: An Unofficial Guide, Updated Edition: Learn How to Script Games, Code Objects and Settings, and Create Your Own World!From EverandThe Advanced Roblox Coding Book: An Unofficial Guide, Updated Edition: Learn How to Script Games, Code Objects and Settings, and Create Your Own World!Rating: 4.5 out of 5 stars4.5/5 (2)
- Python Programming For Beginners: Learn The Basics Of Python Programming (Python Crash Course, Programming for Dummies)From EverandPython Programming For Beginners: Learn The Basics Of Python Programming (Python Crash Course, Programming for Dummies)Rating: 5 out of 5 stars5/5 (1)
- Introducing Python: Modern Computing in Simple Packages, 2nd EditionFrom EverandIntroducing Python: Modern Computing in Simple Packages, 2nd EditionRating: 4 out of 5 stars4/5 (7)
- Art of Clean Code: How to Write Codes for HumanFrom EverandArt of Clean Code: How to Write Codes for HumanRating: 3.5 out of 5 stars3.5/5 (7)
- Agile Metrics in Action: How to measure and improve team performanceFrom EverandAgile Metrics in Action: How to measure and improve team performanceNo ratings yet
- What Algorithms Want: Imagination in the Age of ComputingFrom EverandWhat Algorithms Want: Imagination in the Age of ComputingRating: 3.5 out of 5 stars3.5/5 (41)
- Software Engineering at Google: Lessons Learned from Programming Over TimeFrom EverandSoftware Engineering at Google: Lessons Learned from Programming Over TimeRating: 4 out of 5 stars4/5 (11)
- The JavaScript Workshop: Learn to develop interactive web applications with clean and maintainable JavaScript codeFrom EverandThe JavaScript Workshop: Learn to develop interactive web applications with clean and maintainable JavaScript codeRating: 5 out of 5 stars5/5 (3)
- Excel VBA: A Comprehensive, Step-By-Step Guide on Excel VBA Programming Tips and Tricks for Effective StrategiesFrom EverandExcel VBA: A Comprehensive, Step-By-Step Guide on Excel VBA Programming Tips and Tricks for Effective StrategiesNo ratings yet