You might also like
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Jis B4706 1966Document7 pagesJis B4706 1966fatimahNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5795)
- Japan: EDI CT OF GovernmentDocument15 pagesJapan: EDI CT OF GovernmentfatimahNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Jis B1251 1995Document8 pagesJis B1251 1995fatimah100% (1)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Japan: EDI CT OF GovernmentDocument14 pagesJapan: EDI CT OF GovernmentfatimahNo ratings yet
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Jis B1122 1996Document23 pagesJis B1122 1996fatimahNo ratings yet
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- JIS-B1052-1998-Mechanical Properties of Steel NutsDocument42 pagesJIS-B1052-1998-Mechanical Properties of Steel NutsfatimahNo ratings yet
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Jis B0659 1996Document7 pagesJis B0659 1996fatimahNo ratings yet
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Jis B0601 1994Document28 pagesJis B0601 1994fatimahNo ratings yet
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Jis B0651Document22 pagesJis B0651fatimahNo ratings yet
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Jis B0651 1996Document22 pagesJis B0651 1996fatimahNo ratings yet
- Jis B0211Document50 pagesJis B0211fatimahNo ratings yet
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- JIS-B0401-System of Limits and FitsDocument43 pagesJIS-B0401-System of Limits and FitsfatimahNo ratings yet
- JIS-B0252-1996-Limit Gauges For Metric Fine Screw ThreadsDocument154 pagesJIS-B0252-1996-Limit Gauges For Metric Fine Screw Threadsfatimah100% (4)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- JIS-B0251-1975-Limit Gauges For Metric Coarse Screw ThreadsDocument65 pagesJIS-B0251-1975-Limit Gauges For Metric Coarse Screw Threadsfatimah83% (6)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Congratulations On The Purchase of Your New Antari Z Series Fog MachineDocument20 pagesCongratulations On The Purchase of Your New Antari Z Series Fog MachineWalter SeidlNo ratings yet
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- VP422 HDTV10A Service Manual PDFDocument25 pagesVP422 HDTV10A Service Manual PDFDan Prewitt0% (1)
- Simple DistillationDocument2 pagesSimple DistillationHarvey A. JuicoNo ratings yet
- Instruction Manual of EDM MachineDocument18 pagesInstruction Manual of EDM MachineJanak ValakiNo ratings yet
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Welding Product Technology TheoryDocument4 pagesWelding Product Technology TheoryPecai MamatNo ratings yet
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Percepatan Penerapan Teknologi Pembuangan Limbah Domestik Onsite Sistem Komunal Berbasis Partisipasi MasyarakatDocument14 pagesPercepatan Penerapan Teknologi Pembuangan Limbah Domestik Onsite Sistem Komunal Berbasis Partisipasi MasyarakatAqil HardikanasriNo ratings yet
- TIOut Brickwork 1Document4 pagesTIOut Brickwork 1kevin smithNo ratings yet
- Organic Chemistry 4th Edition Gorzynski Test BankDocument17 pagesOrganic Chemistry 4th Edition Gorzynski Test Bankdigonousconcrewh2zxi100% (31)
- Rac MCQDocument10 pagesRac MCQnimish lambatNo ratings yet
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- DLP Sample Detailed Lesson PlanDocument4 pagesDLP Sample Detailed Lesson PlanJaydie PalNo ratings yet
- VCD-D ManualDocument13 pagesVCD-D ManualnimmuhkNo ratings yet
- CHAPTER 8 Hazop StudyDocument7 pagesCHAPTER 8 Hazop StudyNethiyaa50% (2)
- EXCEL To Tally LeggerImport-ok - 2Document7 pagesEXCEL To Tally LeggerImport-ok - 2Mukesh MakadiaNo ratings yet
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- 10q Poster LH EnglishDocument1 page10q Poster LH EnglishTri Sumadya Aditya100% (1)
- Penawaran Fility-70 Lebar 9 - ArmayaDocument2 pagesPenawaran Fility-70 Lebar 9 - ArmayaSketchUp panduanNo ratings yet
- Pipe Welding ProceduresDocument257 pagesPipe Welding ProceduresKhaeril Anwar100% (1)
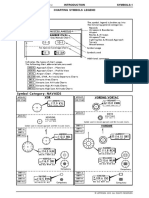
- Jeppesen Charts LegendsDocument34 pagesJeppesen Charts LegendsFatih OguzNo ratings yet
- Reference Jica-Chodai Scouring Manual in ThailandDocument175 pagesReference Jica-Chodai Scouring Manual in ThailandSeptinurriandianiNo ratings yet
- Tetrathiafulvalene - The Advent of Organic MetalsDocument3 pagesTetrathiafulvalene - The Advent of Organic MetalsEduardo SilvaNo ratings yet
- Custom PC Magazine UK January 2013Document132 pagesCustom PC Magazine UK January 2013Sei LaNo ratings yet
- Senthil Kumaran ResumeDocument3 pagesSenthil Kumaran ResumeRamkumar SelvarajNo ratings yet
- Laplace MPNI 1150Document20 pagesLaplace MPNI 1150mansyur yadi67% (3)
- Johnloomis Org Ece563 Notes Geom Resize ImresizeDocument10 pagesJohnloomis Org Ece563 Notes Geom Resize ImresizeAdrian Jose Costa OspinoNo ratings yet
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Electric Power TransmissionDocument16 pagesElectric Power Transmissionsattar28No ratings yet
- 1L11545A E 3 ManipulatorDocument130 pages1L11545A E 3 ManipulatorFerenc BalazsNo ratings yet
- TSC 247 PrinterDocument2 pagesTSC 247 Printerr4zorxNo ratings yet
- HAWE - FormulasDocument6 pagesHAWE - FormulasDeeDee BossNo ratings yet
- PTWDocument3 pagesPTWAngel Silva VicenteNo ratings yet
- CMM 23-70-04 CVR Fa2100 L3Document334 pagesCMM 23-70-04 CVR Fa2100 L3Romain ANGUELU100% (1)
- (Task Specific Risk Assessment) : No Name Signature Position Date N Name Signature Position DateDocument5 pages(Task Specific Risk Assessment) : No Name Signature Position Date N Name Signature Position DateRavi Shankar TurlapatiNo ratings yet