You might also like
- Understanding Contact Tips For MIG WeldingDocument9 pagesUnderstanding Contact Tips For MIG WeldingnateNo ratings yet
- Stick To The Basics - Welding ProductivityDocument8 pagesStick To The Basics - Welding ProductivitynateNo ratings yet
- ADM4 LiteratureDocument2 pagesADM4 LiteraturenateNo ratings yet
- Select 90c d2Document1 pageSelect 90c d2nateNo ratings yet
- MIG Gun MythbustingDocument4 pagesMIG Gun MythbustingnateNo ratings yet
- Since We Opened Our Doors in 1907, National Standard Has Been Setting The Standard For Consistent Product QualityDocument48 pagesSince We Opened Our Doors in 1907, National Standard Has Been Setting The Standard For Consistent Product QualitynateNo ratings yet
- Quantum Arc 3Document2 pagesQuantum Arc 3nateNo ratings yet
- SM 70enDocument6 pagesSM 70ennateNo ratings yet
- 7 Effects of Shielding Gas - The FabricatorDocument4 pages7 Effects of Shielding Gas - The FabricatornateNo ratings yet
- Understanding Contact Tips For MIG WeldingDocument9 pagesUnderstanding Contact Tips For MIG WeldingnateNo ratings yet
- Choosing Shielding Gases For Arc Welding - The FabricatorDocument5 pagesChoosing Shielding Gases For Arc Welding - The FabricatornateNo ratings yet
- Down To The Wire - Welding ProductivityDocument4 pagesDown To The Wire - Welding ProductivitynateNo ratings yet
- How Customized MIG Guns Improve Welding - Industrial Equipment News (IEN)Document3 pagesHow Customized MIG Guns Improve Welding - Industrial Equipment News (IEN)nateNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5796)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (589)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1091)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Helps Cure:: Time Tested - Industry TrustedDocument1 pageHelps Cure:: Time Tested - Industry TrustedMauricio Exequiel ChavezNo ratings yet
- Transformer Design Calculation SheetDocument12 pagesTransformer Design Calculation SheetUjjal ChakmaNo ratings yet
- Jeppesen Helicopter Maintenance TextbookDocument353 pagesJeppesen Helicopter Maintenance TextbookEwan TaylorNo ratings yet
- Nios 2 ReferenceDocument284 pagesNios 2 ReferenceaejtNo ratings yet
- Hiqpdf Software: HTML To PDF ConverterDocument1 pageHiqpdf Software: HTML To PDF ConverterShivani RanaNo ratings yet
- 11-04 NOGEPA NewsletterDocument5 pages11-04 NOGEPA Newsletterjahehe2000No ratings yet
- Progressive Design Update 10.10.22Document9 pagesProgressive Design Update 10.10.22Vikas PaiNo ratings yet
- Ei Machinery Pvt. LTD: Manufacturer of End of Line Packing Machinery and Conveyor AutomationDocument6 pagesEi Machinery Pvt. LTD: Manufacturer of End of Line Packing Machinery and Conveyor AutomationyogiprathmeshNo ratings yet
- Blinding Concrete Works Contents Revised 19-04-16RDocument3 pagesBlinding Concrete Works Contents Revised 19-04-16RJoel Alcantara100% (1)
- Store ProcedureDocument254 pagesStore ProcedureOmar MolinaNo ratings yet
- 8537Document7 pages8537Sikandar MahmoodNo ratings yet
- Chapter 28 - Fuel System: BHT-206A/B-SERIES-MM-4Document48 pagesChapter 28 - Fuel System: BHT-206A/B-SERIES-MM-4Huda LestraNo ratings yet
- Presentation On: National Accreditation Board For Testing and Calibration Laboratories (NABL) - CertificationDocument18 pagesPresentation On: National Accreditation Board For Testing and Calibration Laboratories (NABL) - CertificationPranav Kumar PrabhakarNo ratings yet
- PressureDocument15 pagesPressureapi-260281405100% (1)
- CAPODocument3 pagesCAPOapi-3697505100% (1)
- Timbco 820Document13 pagesTimbco 820paul savilleNo ratings yet
- Distribution Enclosures: Workshop SpecificationsDocument37 pagesDistribution Enclosures: Workshop SpecificationsDaniel EneaNo ratings yet
- Test 1 Unit 5 - Grade 10Document9 pagesTest 1 Unit 5 - Grade 10Hường NgôNo ratings yet
- Ammonia Desorption by Diffus AerDocument20 pagesAmmonia Desorption by Diffus AersofiaNo ratings yet
- Demobilisation Assurance ChecklistDocument3 pagesDemobilisation Assurance ChecklistNazrin SHONo ratings yet
- Annex 7 - Template Lets TalkDocument4 pagesAnnex 7 - Template Lets TalkJennifer BustamanteNo ratings yet
- SIU Implicates Top ANC Official in Massive FraudDocument28 pagesSIU Implicates Top ANC Official in Massive FraudNathan DanielsNo ratings yet
- 5.3.1.4 Packet Tracer - Verifying and Troubleshooting NAT Configurations InstructionsDocument2 pages5.3.1.4 Packet Tracer - Verifying and Troubleshooting NAT Configurations InstructionsothmanNo ratings yet
- FlexNet Manager Platform DatasheetDocument6 pagesFlexNet Manager Platform DatasheetFlexeraSoftwareNo ratings yet
- MGT One Minute Manager SummaryDocument5 pagesMGT One Minute Manager SummaryJitendra SinghNo ratings yet
- TwinSpace GuidelinesDocument18 pagesTwinSpace GuidelinesDan CozosNo ratings yet
- Attachment 10Document4 pagesAttachment 10dianNo ratings yet
- Business Continuity Plan PGS - QADocument36 pagesBusiness Continuity Plan PGS - QAGbenga Babatunde100% (1)
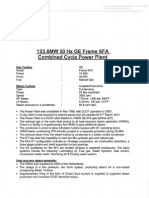
- Frame 6 FA Combined Cycle PlantDocument2 pagesFrame 6 FA Combined Cycle PlantTufan MaityNo ratings yet
- Lightworks v14.0.0 Quick Start GuideDocument38 pagesLightworks v14.0.0 Quick Start GuideSrL3onNo ratings yet