You might also like
- Scene AnalysisDocument1 pageScene Analysisapi-389492200No ratings yet
- Mystery SlippersDocument4 pagesMystery Slippersklf1995No ratings yet
- Fabrics 1 - Furnishing Fabrics PDFDocument6 pagesFabrics 1 - Furnishing Fabrics PDFMarius SirbuNo ratings yet
- Confessions of A Gay Disney Prince - L.S. (On...Document1,227 pagesConfessions of A Gay Disney Prince - L.S. (On...Agustina Di Tullio0% (1)
- List of Spinning MachineDocument8 pagesList of Spinning MachinegunaNo ratings yet
- Monthely Visit ReportDocument9 pagesMonthely Visit ReportMohammad Harun Or-rashidNo ratings yet
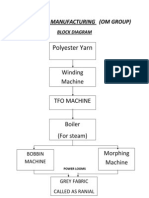
- Grey Cloth Manufacturing ProcessDocument8 pagesGrey Cloth Manufacturing ProcessPriya JainNo ratings yet
- Adventure Site - The Mists of MoorshireDocument36 pagesAdventure Site - The Mists of MoorshireCengiz İsyan100% (1)
- Describing a Photo for PET Speaking Part 3Document3 pagesDescribing a Photo for PET Speaking Part 3tuyet81100% (1)
- Home Textile FurnishingsDocument73 pagesHome Textile FurnishingsAlok Ranjan100% (2)
- The Beast A Monster Romance. (Monsters and Beauties Book 1) (Jenika Snow)Document55 pagesThe Beast A Monster Romance. (Monsters and Beauties Book 1) (Jenika Snow)Mila100% (1)
- Anonymous Authors ArabellaDocument119 pagesAnonymous Authors ArabellaOana DuricanNo ratings yet
- Standard Sizes of Cots ApronsDocument26 pagesStandard Sizes of Cots ApronsSathish KumarNo ratings yet
- Jan 2015 - Licensee Factory ListDocument8 pagesJan 2015 - Licensee Factory ListTr1ValNo ratings yet
- JKL Textile Mills Customer ListDocument2 pagesJKL Textile Mills Customer ListMd Delowar Hossain Mithu100% (1)
- Thread Consumption GuideDocument6 pagesThread Consumption GuideAshraf Khan01No ratings yet
- Cotton Knitted FabricsDocument7 pagesCotton Knitted FabricsAmitNo ratings yet
- Textile Learner's (Https://textilelearner - Net) DocumentDocument20 pagesTextile Learner's (Https://textilelearner - Net) DocumentTextile Learner94% (16)
- Meridienne Dress Claudia Q Ewekint - EngDocument8 pagesMeridienne Dress Claudia Q Ewekint - Engtigergyrl20100% (2)
- Handbook of Textil FibersDocument384 pagesHandbook of Textil Fibersgarapoglou100% (5)
- WFT BRK CNTRLDocument17 pagesWFT BRK CNTRLसोमदत्त शर्म्माNo ratings yet
- Entrepreneurship Guide to Starting and Growing a BusinessDocument42 pagesEntrepreneurship Guide to Starting and Growing a BusinessMaRemalyneCruz90% (10)
- ATY Fabric PropertiesDocument5 pagesATY Fabric PropertiesHitesh ShahNo ratings yet
- SHS - TVL11 - Q1 - Mod1 - Understand Embroidery As A Craft - Version3Document49 pagesSHS - TVL11 - Q1 - Mod1 - Understand Embroidery As A Craft - Version3xrt100% (2)
- Brand Audit of NikeDocument20 pagesBrand Audit of NikeFareeha Umar100% (2)
- List of Bangladeshi Yarn Manufacturers with Production Capacity and Export DataDocument26 pagesList of Bangladeshi Yarn Manufacturers with Production Capacity and Export DataJashim UddinNo ratings yet
- Spinning Mills in NarayangonjDocument4 pagesSpinning Mills in NarayangonjkonaNo ratings yet
- Yarns Fabric KnowledgeDocument15 pagesYarns Fabric Knowledgeishajain11No ratings yet
- Yarn Hot ReportDocument15 pagesYarn Hot ReportJigneshSaradavaNo ratings yet
- Companies Certified to Global Recycled StandardDocument30 pagesCompanies Certified to Global Recycled StandardPankhil DesaiNo ratings yet
- Sizing (Slashing)Document46 pagesSizing (Slashing)Nikhil Nani100% (1)
- Project Report On Denim Fabric Manufacturing (Cap: 5000 Meter Per Day)Document7 pagesProject Report On Denim Fabric Manufacturing (Cap: 5000 Meter Per Day)EIRI Board of Consultants and PublishersNo ratings yet
- List of ExhibitorsDocument55 pagesList of Exhibitorsvishwas tripathiNo ratings yet
- The Rieter Manual of Spinning Vol. 1-Pages 40 PDFDocument80 pagesThe Rieter Manual of Spinning Vol. 1-Pages 40 PDFAbdul RafayNo ratings yet
- Document - List of Exhibitors1 - Textiles India 2017Document71 pagesDocument - List of Exhibitors1 - Textiles India 2017Mehak SharmaNo ratings yet
- Bagasse Based Unit: 1.1 Scenario of Paper Industry in IndiaDocument11 pagesBagasse Based Unit: 1.1 Scenario of Paper Industry in IndiaBibaswat MishraNo ratings yet
- HR Practises at VardhmanDocument49 pagesHR Practises at Vardhmankarma negiNo ratings yet
- Clothing in India: From Ancient Saris to Modern Fusion WearDocument5 pagesClothing in India: From Ancient Saris to Modern Fusion Wearmrinal saxenaNo ratings yet
- Titans of Textile - Weaves 2019Document148 pagesTitans of Textile - Weaves 2019Venkat DevNo ratings yet
- Arvind Textile Internship Report-Final 2015Document50 pagesArvind Textile Internship Report-Final 2015Divyanshu Sagar0% (1)
- Indian Textile Industry Report: Structure, Players, Exports, Supply Chain & PolicyDocument79 pagesIndian Textile Industry Report: Structure, Players, Exports, Supply Chain & PolicyRam Kumaran Ganeshan100% (1)
- Cotton Textile PDFDocument12 pagesCotton Textile PDFNeha MishraNo ratings yet
- CatalogueDocument20 pagesCatalogueDivya AnandNo ratings yet
- Sizing and Beaming of Jute YarnDocument18 pagesSizing and Beaming of Jute YarnKalyan Ray Gupta80% (5)
- Chapter-V Cotton Textile Industries of Maharashtra, Problems and ProspectsDocument45 pagesChapter-V Cotton Textile Industries of Maharashtra, Problems and Prospectsrohini soniNo ratings yet
- Diagnostic Study For Development of Zari Embroidery Works Cluster at Budge Budge-II Block and Surrounding Areas of South 24 Parganas District of West Bengal UnderDocument44 pagesDiagnostic Study For Development of Zari Embroidery Works Cluster at Budge Budge-II Block and Surrounding Areas of South 24 Parganas District of West Bengal UnderDiprajSinhaNo ratings yet
- TussarDocument11 pagesTussarAnkit AkashNo ratings yet
- Ibis Textiles Directory 2023 SampleDocument13 pagesIbis Textiles Directory 2023 Samplesujan mehtaNo ratings yet
- Shakthi Knitting LTD ProfileDocument5 pagesShakthi Knitting LTD Profileshakthiknitting100% (7)
- Yavatmal MIDC DataDocument50 pagesYavatmal MIDC DataMangesh MandgeNo ratings yet
- Indian Leather & Tanning Industry Profile 2010Document43 pagesIndian Leather & Tanning Industry Profile 2010abhishek01raiNo ratings yet
- Spin Plan-Existing RFDocument1 pageSpin Plan-Existing RFardhendu1No ratings yet
- GSM Calculation For Woven FabricDocument7 pagesGSM Calculation For Woven FabricFarrukh JamilNo ratings yet
- A Project On The Spinning Industry of India: BY Deepak Luniya Roll No: 290Document45 pagesA Project On The Spinning Industry of India: BY Deepak Luniya Roll No: 290deepakluniyaNo ratings yet
- Patel Towel PresentationDocument22 pagesPatel Towel PresentationHAMZA PATELNo ratings yet
- India Bangladesh Cotton Business Opportunity and ChallengesDocument6 pagesIndia Bangladesh Cotton Business Opportunity and ChallengescottontradeNo ratings yet
- Textile IndustryDocument59 pagesTextile IndustryBruce AlphansoNo ratings yet
- Panipat TextileDocument24 pagesPanipat Textilesatish mauryaNo ratings yet
- Cotton Variety ListDocument1 pageCotton Variety Listcottontrade100% (1)
- Yarnex TexIndia Invitation Tir 2022Document1 pageYarnex TexIndia Invitation Tir 2022Giri KanyakumariNo ratings yet
- Worldwide Cotton Market Report Dt. 25072018Document21 pagesWorldwide Cotton Market Report Dt. 25072018cottontrade100% (1)
- Product Specification of Terry TowelsDocument2 pagesProduct Specification of Terry TowelsAbhishek SrivastavaNo ratings yet
- 11 - Chapter 3silk Industry PDFDocument45 pages11 - Chapter 3silk Industry PDFKiruthighaNo ratings yet
- TirupurDocument6 pagesTirupursaravana0210No ratings yet
- P034 Ikat - Andhra Pradesh PDFDocument11 pagesP034 Ikat - Andhra Pradesh PDFshalini sharaffNo ratings yet
- 100% Cotton Combed Hosiery YarnsDocument13 pages100% Cotton Combed Hosiery YarnscottontradeNo ratings yet
- Silk Manufacturing ProcessDocument2 pagesSilk Manufacturing ProcessAjay Krishna0% (1)
- Module-03: Fiber-Yarn-Fabric: Presented By: Syed Azharul HaqueDocument19 pagesModule-03: Fiber-Yarn-Fabric: Presented By: Syed Azharul Haquetotol99No ratings yet
- Textile Times Volume 12Document40 pagesTextile Times Volume 12mohammed_ismail69No ratings yet
- Fabric DetailsDocument51 pagesFabric Detailsshethal100% (1)
- Manufacturing ProcessDocument6 pagesManufacturing ProcessKennaa BekeleNo ratings yet
- Industry ProfileDocument6 pagesIndustry Profilerams191989No ratings yet
- Open End SpinningDocument8 pagesOpen End SpinningVikrant Kanugonda100% (1)
- VectorDocument55 pagesVectorNikhil NaniNo ratings yet
- Maths Assgn 7Document1 pageMaths Assgn 7Nikhil NaniNo ratings yet
- Maths Assgn 7Document1 pageMaths Assgn 7Nikhil NaniNo ratings yet
- FTMP Class Notes 1Document12 pagesFTMP Class Notes 1Nikhil NaniNo ratings yet
- FF Class NotesDocument32 pagesFF Class NotesNikhil NaniNo ratings yet
- Applications of Technical Textiles in Diversified FieldsDocument10 pagesApplications of Technical Textiles in Diversified FieldsNikhil NaniNo ratings yet
- NIT Jalandhar Fee Receipt for Yechu NikhilDocument2 pagesNIT Jalandhar Fee Receipt for Yechu NikhilNikhil NaniNo ratings yet
- Warburton, Parkhill Et Al, 1973 PDFDocument6 pagesWarburton, Parkhill Et Al, 1973 PDFNikhil NaniNo ratings yet
- ProcesscontrolintextilemanufacturingDocument22 pagesProcesscontrolintextilemanufacturingEr Praveen KumarNo ratings yet
- DepreciationDocument11 pagesDepreciationNikhil NaniNo ratings yet
- Answers To Homework 5 Summer 2012Document15 pagesAnswers To Homework 5 Summer 2012KennyNo ratings yet
- Cover YarnDocument14 pagesCover YarnNikhil NaniNo ratings yet
- Siro Spinning: Presented By: Y.Nikhil ROLL NO:17110079Document7 pagesSiro Spinning: Presented By: Y.Nikhil ROLL NO:17110079Nikhil Nani100% (2)
- Review: α β 2 HA Ho 2Document5 pagesReview: α β 2 HA Ho 2Nikhil NaniNo ratings yet
- Warburton, Parkhill Et Al, 1973 PDFDocument6 pagesWarburton, Parkhill Et Al, 1973 PDFNikhil NaniNo ratings yet
- 8085 Programs: MicroprocessorDocument1 page8085 Programs: MicroprocessorNikhil NaniNo ratings yet
- CompositesDocument9 pagesCompositesNikhil NaniNo ratings yet
- HW 6 SolDocument5 pagesHW 6 SolNikhil NaniNo ratings yet
- Type of Test - Hypotheses PDFDocument32 pagesType of Test - Hypotheses PDFCarmina CrăciunNo ratings yet
- Chapter 4Document81 pagesChapter 4Hay JirenyaaNo ratings yet
- Entrepreneurship Development Programs for Small BusinessesDocument9 pagesEntrepreneurship Development Programs for Small BusinessesNikhil NaniNo ratings yet
- So You Think Humans Are Unique: Read The Text and Answer The Questions That FollowDocument7 pagesSo You Think Humans Are Unique: Read The Text and Answer The Questions That FollowNguyễn Thị Hà NgânNo ratings yet
- 15 Right On 1 - Test 5B - Mod 5Document5 pages15 Right On 1 - Test 5B - Mod 5Mohammed KenbouNo ratings yet
- Bài ôn tập học kì I - Review 1 - Test 2Document5 pagesBài ôn tập học kì I - Review 1 - Test 2NguyenNo ratings yet
- Safe Metal Chop Saw ProcedureDocument3 pagesSafe Metal Chop Saw ProcedureBhubish MukhiyaNo ratings yet
- Titas 376 CVL SD 04 Exc 0100 0001 C10Document1 pageTitas 376 CVL SD 04 Exc 0100 0001 C10Ibrahim GaflanovNo ratings yet
- Fairyland 5 TestDocument5 pagesFairyland 5 TestSEGI. HDNo ratings yet
- BWYA Uniform PolicyDocument6 pagesBWYA Uniform PolicyJohnnie ZhangNo ratings yet
- Test and Train Exam Practice A2 KFS AudioscriptsDocument14 pagesTest and Train Exam Practice A2 KFS AudioscriptsLeonardo MacazanaNo ratings yet
- Leading Indian Handloom Industry CompaniesDocument36 pagesLeading Indian Handloom Industry Companiesswarnim srivastawNo ratings yet
- Kinyarwanda SafeSmartAndHealthy PersonalHygiene5E FinalDocument2 pagesKinyarwanda SafeSmartAndHealthy PersonalHygiene5E FinalPaul Mugisha BirungiNo ratings yet
- Di Amazray AqburDocument2 pagesDi Amazray AqburinalNo ratings yet
- Final Exam - Travel Agent VocabularyDocument5 pagesFinal Exam - Travel Agent Vocabularyzoraima barrios mestreNo ratings yet
- Practice Class 7 CH 3Document8 pagesPractice Class 7 CH 3Ruma GhoshNo ratings yet
- Work 2Document726 pagesWork 2mohsinNo ratings yet
- Quick Test 1: Grammar Tick ( ) A, B, or C To Complete The SentencesDocument3 pagesQuick Test 1: Grammar Tick ( ) A, B, or C To Complete The Sentencesrusya100% (1)
- 3Document108 pages3Натали КостадиноваNo ratings yet
- Shop Decjuba White DressDocument1 pageShop Decjuba White DresslovelyNo ratings yet
- 9 Sewing SkillsDocument2 pages9 Sewing SkillsRoselle ZapataNo ratings yet
- JSA GrinderAngleDocument2 pagesJSA GrinderAngleslamet_rNo ratings yet
- Dreams and Reality in Chekhov's 'The Lottery TicketDocument3 pagesDreams and Reality in Chekhov's 'The Lottery TicketMASTERJNo ratings yet