You might also like
- Flange Management Presentation: Association Sonatrach - First Calgary Petroleums MLE Field (405) Maintenance DepartmentDocument15 pagesFlange Management Presentation: Association Sonatrach - First Calgary Petroleums MLE Field (405) Maintenance DepartmentLokmane YellouNo ratings yet
- Bolt Tensioning WEBDocument8 pagesBolt Tensioning WEBnetatrainingNo ratings yet
- Flange Management Presentation: Safety Moment: Maersk Tyra West Disaster-Nitrogen Leak Test at AmecDocument21 pagesFlange Management Presentation: Safety Moment: Maersk Tyra West Disaster-Nitrogen Leak Test at AmecmukeshayoorNo ratings yet
- Attachment 6 - Piping Test Package (Manifold 206) - A4A0Z9 PDFDocument13 pagesAttachment 6 - Piping Test Package (Manifold 206) - A4A0Z9 PDFMd asrar ali100% (1)
- Flange Management ProcedureDocument22 pagesFlange Management ProcedureDarrel Espino AranasNo ratings yet
- Preservation Check Sheet PRODDocument2 pagesPreservation Check Sheet PRODBảo Hạnh Phúc Bảo Hạnh PhúcNo ratings yet
- Mccs Presentation Flange ManagementDocument21 pagesMccs Presentation Flange ManagementBuddy Eko100% (1)
- Sample RBI ReportDocument4 pagesSample RBI ReportSyed Mahmud Habibur RahmanNo ratings yet
- ITR-B (Piping) Witness Joint1Document1 pageITR-B (Piping) Witness Joint1Momo ItachiNo ratings yet
- Belzona 1111ps EnglDocument2 pagesBelzona 1111ps EnglNikolay GuerreroNo ratings yet
- Pressurized Air Shock BlowingDocument3 pagesPressurized Air Shock BlowingEmir PayNo ratings yet
- Rotating Equip Installation Procedure - Method StatementDocument14 pagesRotating Equip Installation Procedure - Method StatementSonu Vakkayil MathewNo ratings yet
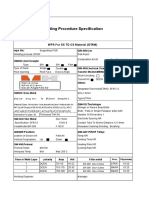
- Welding Procedure Specification: WPS For SS TO CS Material (GTAW)Document1 pageWelding Procedure Specification: WPS For SS TO CS Material (GTAW)Lipika GayenNo ratings yet
- Sea Water Cooling Project Phase II Visual Inspection ReportDocument1 pageSea Water Cooling Project Phase II Visual Inspection ReportjahaanNo ratings yet
- Bolted Flange and Gasket Joints Assembly ProcedureDocument9 pagesBolted Flange and Gasket Joints Assembly ProceduremohdNo ratings yet
- 031-Procedure For Hydro and Pneumatic Testing PDFDocument36 pages031-Procedure For Hydro and Pneumatic Testing PDFKöksal PatanNo ratings yet
- Method Statement for Pipe Handling and StorageDocument14 pagesMethod Statement for Pipe Handling and StorageShambu S VtkNo ratings yet
- B-Qac-Pro-210-391xx QCP Welding ControlDocument22 pagesB-Qac-Pro-210-391xx QCP Welding ControlZaidiNo ratings yet
- 12.rotary Erection ProcedureDocument8 pages12.rotary Erection ProcedureDebashish ChatterjeeNo ratings yet
- Flare Stack ITP Inspection PlanDocument3 pagesFlare Stack ITP Inspection Planlailatul kodriNo ratings yet
- Test Package - NEWDocument14 pagesTest Package - NEWDilshad AhemadNo ratings yet
- Assembling Flanged Joints Procedure1Document34 pagesAssembling Flanged Joints Procedure1Ndomadu100% (3)
- Preservation ProcedureDocument9 pagesPreservation ProcedureMuhammadPurnamaSugiriNo ratings yet
- Tank Inspectiom ChecksheetDocument3 pagesTank Inspectiom Checksheetyskushwah16100% (1)
- Quality Audit Checklist For Flange ManagementDocument3 pagesQuality Audit Checklist For Flange ManagementjksankarNo ratings yet
- Flange Management Procedure FixDocument13 pagesFlange Management Procedure FixNaza Gavaputri100% (1)
- Construction Instrument Tubing Pressure & Leak Test ProcedureDocument9 pagesConstruction Instrument Tubing Pressure & Leak Test Procedurezack zeeartNo ratings yet
- Welding Procedure Specification For Storage Tank & Piping SystemDocument3 pagesWelding Procedure Specification For Storage Tank & Piping SystemAhmad MohammadNo ratings yet
- Piping Color CodesDocument12 pagesPiping Color Codesrajpal146No ratings yet
- A4-Jgs1ep-Epc1-Qp-016 Rev. B (Flange Management Procedure)Document20 pagesA4-Jgs1ep-Epc1-Qp-016 Rev. B (Flange Management Procedure)Darrel Espino Aranas100% (1)
- TUBE To HEADER JOINTS PDFDocument4 pagesTUBE To HEADER JOINTS PDFRiza KhanNo ratings yet
- H99-0008 - 02 - A - Flange ManagementDocument19 pagesH99-0008 - 02 - A - Flange Managementadam100% (2)
- WPS for SS to CS WeldingDocument1 pageWPS for SS to CS WeldingLipika GayenNo ratings yet
- Plant Inspection ReportDocument9 pagesPlant Inspection ReportKevin Keanu Ong100% (1)
- Final Inspection Release NoteDocument2 pagesFinal Inspection Release NoteMark ThrelfallNo ratings yet
- I018 - Material Traceability Inspection Pipe SpoolDocument24 pagesI018 - Material Traceability Inspection Pipe SpoolEka100% (1)
- PIPELINE Punch ListDocument2 pagesPIPELINE Punch ListTanveer Rajput EngrNo ratings yet
- Precommissioning Activities Reinstatement ChecklistDocument1 pagePrecommissioning Activities Reinstatement ChecklistYusufNo ratings yet
- To Commissioning Manual: Appendix No. 1Document7 pagesTo Commissioning Manual: Appendix No. 1Bassem BalghouthiNo ratings yet
- Flange Management Register PDFDocument1 pageFlange Management Register PDFsudeesh kumar100% (1)
- Vessel Cleaning ProcedureDocument6 pagesVessel Cleaning ProcedureZool HilmiNo ratings yet
- HDPE Butt Fusion Weld Inspection and Imaging PDFDocument19 pagesHDPE Butt Fusion Weld Inspection and Imaging PDFelectroscribdNo ratings yet
- Report No. TA-V-1456Document2 pagesReport No. TA-V-1456u04ajf3No ratings yet
- Anti Rust/Corrosion VCI (Volatile Corrosion Inhibitor) Products For Oil&Gas IndustryDocument6 pagesAnti Rust/Corrosion VCI (Volatile Corrosion Inhibitor) Products For Oil&Gas IndustryswapnilNo ratings yet
- Std-Insp-0127 Procedure For Commissioning ProcedureDocument54 pagesStd-Insp-0127 Procedure For Commissioning ProcedureAkshay KalraNo ratings yet
- Pressure Test & Test Pack ManagementDocument43 pagesPressure Test & Test Pack ManagementStanley Alex100% (4)
- QC Surveillance Report: As Per P.OrderDocument3 pagesQC Surveillance Report: As Per P.OrderRahul MoottolikandyNo ratings yet
- Mud Plug ProcedureDocument4 pagesMud Plug Proceduremahdi_g100% (1)
- Presentacion de Zap LokDocument38 pagesPresentacion de Zap Lokcreyesdear3978No ratings yet
- Tube Pullout Testing Experience - Final PaperDocument9 pagesTube Pullout Testing Experience - Final PaperRavi AbuwalaNo ratings yet
- Closure Weld RequirementsDocument1 pageClosure Weld RequirementsManzar Khan0% (1)
- STS Qac Sop 005 Joint Integrity ProcedureDocument32 pagesSTS Qac Sop 005 Joint Integrity Proceduremohd as shahiddin jafriNo ratings yet
- 0.hydro Test Package Index - 1Document13 pages0.hydro Test Package Index - 1VISHNUPRASAD ARAKKAL MOHANDASNo ratings yet
- Iraq Gates Contracting Company: Kaz 12.2 Rehabilitation ProjectDocument8 pagesIraq Gates Contracting Company: Kaz 12.2 Rehabilitation ProjectAhmedNo ratings yet
- Bolt Tightening ProcedureDocument11 pagesBolt Tightening ProcedureAdeoye Ogunlami100% (2)
- TFA Course For Foremen & QC TechnDocument39 pagesTFA Course For Foremen & QC TechnPrabhu RajalingamNo ratings yet
- Flange Management Register: Dr. Concrete Building Material General Contracting & Trading FZEDocument1 pageFlange Management Register: Dr. Concrete Building Material General Contracting & Trading FZEsudeesh kumar100% (1)
- TML ProcedureDocument19 pagesTML Procedurejeswin100% (1)
- SCP004-MS30-QA-PLN-00002 A01 - ITP Cleaning and GaugingDocument4 pagesSCP004-MS30-QA-PLN-00002 A01 - ITP Cleaning and GaugingAbdulkadir Berk MalkoçNo ratings yet
- HTG365. QAC. Inspection and Test Plan REV 2. 2022 06 24 (2) MRADocument10 pagesHTG365. QAC. Inspection and Test Plan REV 2. 2022 06 24 (2) MRAGreg Rabulan100% (1)
- Innovation Is Great WorksheetsDocument2 pagesInnovation Is Great WorksheetsAngel Angeleri-priftis.No ratings yet
- LiveRail APIDocument430 pagesLiveRail APIubyunetNo ratings yet
- METHOD STATEMENT Gypsum Board Ceiling Gypsum Partitions Ceiling TilesDocument10 pagesMETHOD STATEMENT Gypsum Board Ceiling Gypsum Partitions Ceiling TilesHARISH ROHANNo ratings yet
- 320 Colleen PL Fullset - 04.20.21Document36 pages320 Colleen PL Fullset - 04.20.21arielNo ratings yet
- CAPsMAN Case Study: Centralized Management of RouterOS APsDocument50 pagesCAPsMAN Case Study: Centralized Management of RouterOS APsDJ JAM100% (1)
- SC 2014 13 Introduction of Xenon 3.0L DICOR BS-III 4X4Document17 pagesSC 2014 13 Introduction of Xenon 3.0L DICOR BS-III 4X4NitinNo ratings yet
- MCP2515 Stand Alone CAN Controller With SPI 20001801J PDFDocument94 pagesMCP2515 Stand Alone CAN Controller With SPI 20001801J PDFIonut SimaNo ratings yet
- Instrucalc IDocument18 pagesInstrucalc INorberto Soto100% (1)
- rwb9 I PDFDocument6 pagesrwb9 I PDFAnonymous z79jRaUmNo ratings yet
- Tenneco S 2017 Investor DayDocument93 pagesTenneco S 2017 Investor DayJinalSNo ratings yet
- REST API For Mobius Yellow Turtle v2.0 PDFDocument115 pagesREST API For Mobius Yellow Turtle v2.0 PDFMoeen NaqviNo ratings yet
- 3406e SpecificationsDocument126 pages3406e Specificationsnacho100% (6)
- CS Flyer TOPBiHiKu7 TOPCon - v2 - ENDocument2 pagesCS Flyer TOPBiHiKu7 TOPCon - v2 - ENafonsoteonacioNo ratings yet
- Ethics, Environmentally-Friendly Designs, and SustainabilityDocument20 pagesEthics, Environmentally-Friendly Designs, and SustainabilityMaribeth AmitNo ratings yet
- Samsung GT-E1202 ManualDocument2 pagesSamsung GT-E1202 ManualjamesNo ratings yet
- Mplement Ontent Iltering: Lay Minh (Makito)Document27 pagesMplement Ontent Iltering: Lay Minh (Makito)NaingWinOoNo ratings yet
- Modern Construction TechniquesDocument19 pagesModern Construction TechniquesLizle Len BanciloNo ratings yet
- Ship Building Offshore: From Applications To ProductsDocument36 pagesShip Building Offshore: From Applications To ProductsaminNo ratings yet
- Futong Ism Tds SCG Hdpe h2001wc 20jul20Document3 pagesFutong Ism Tds SCG Hdpe h2001wc 20jul20Aung Thein OoNo ratings yet
- Hydraulic PressesDocument13 pagesHydraulic PressesAhmed Adel ShatlaNo ratings yet
- SSA0G Formation Ibm Xiv Technical Training PDFDocument1 pageSSA0G Formation Ibm Xiv Technical Training PDFCertyouFormationNo ratings yet
- MSC-FAL.1-Circ.3 (Maritime Cyber Risk Management)Document5 pagesMSC-FAL.1-Circ.3 (Maritime Cyber Risk Management)claudio.jc.limaNo ratings yet
- UMTS SignallingDocument53 pagesUMTS SignallingSimranbir Singh100% (1)
- DPIN Application FormDocument4 pagesDPIN Application FormVijay VaghelaNo ratings yet
- Lan Design 1 NotesDocument2 pagesLan Design 1 Noteshht7879No ratings yet
- Product Data Sheet Rosemount 205CDocument11 pagesProduct Data Sheet Rosemount 205CD. Thanh NguyễnNo ratings yet
- BioTime 7.0 Installation Guide V1.1 APR 2018Document13 pagesBioTime 7.0 Installation Guide V1.1 APR 2018Muhammad Rizwan WaliNo ratings yet
- 25 Mechanical Engineering Interview Questions and Answers - Freshers, ExperiencedDocument3 pages25 Mechanical Engineering Interview Questions and Answers - Freshers, Experiencedmehul kapadiaNo ratings yet
- BIM Revolutionizes AEC IndustryDocument16 pagesBIM Revolutionizes AEC IndustryUkashaRaufNo ratings yet
- Oracle XML Developer's Kit Programmer's Guide 12c Release 1 (12.1)Document660 pagesOracle XML Developer's Kit Programmer's Guide 12c Release 1 (12.1)host2626No ratings yet