You might also like
- Galvanizing AHSSDocument3 pagesGalvanizing AHSSTrial_TNo ratings yet
- Bowen™ Overshot Make Up Torques & StrengthsDocument1 pageBowen™ Overshot Make Up Torques & Strengthscatalin calin100% (2)
- Physical, Mechanical and Chemical Properties of Materials Used in Building ConstructionDocument6 pagesPhysical, Mechanical and Chemical Properties of Materials Used in Building ConstructionGeraldine ManaloNo ratings yet
- Mechanical Characterization and Microstructure Analysis of AlDocument7 pagesMechanical Characterization and Microstructure Analysis of AlMoh Hafizh KNo ratings yet
- Effect of Slag Basicity Adjusting On Inclusions in Tire Cord Steels During Ladle Furnace Re Fining ProcessDocument7 pagesEffect of Slag Basicity Adjusting On Inclusions in Tire Cord Steels During Ladle Furnace Re Fining ProcessBoujemaa DrifNo ratings yet
- Project Ppt-Final 2020Document36 pagesProject Ppt-Final 2020shrivardhanNo ratings yet
- pp043-049 ms18Document6 pagespp043-049 ms18Srikanth SrikantiNo ratings yet
- Introduction in Alloys and Influence of Elements: Alloys and Melting 01 - Alloys - and - Melting - EN - Docx 1/13Document13 pagesIntroduction in Alloys and Influence of Elements: Alloys and Melting 01 - Alloys - and - Melting - EN - Docx 1/13luisA1923No ratings yet
- FSW On Aluminium 5052-H112 by Hose SitumorangDocument10 pagesFSW On Aluminium 5052-H112 by Hose SitumorangHose GamalielNo ratings yet
- Investigation of Mechanical Characteristic of Al2O3 and Silicon Carbide Microparticles Reinforced With Aluminum LM6Document7 pagesInvestigation of Mechanical Characteristic of Al2O3 and Silicon Carbide Microparticles Reinforced With Aluminum LM6IJRASETPublicationsNo ratings yet
- 112-Article Text-274-1-10-20200516Document5 pages112-Article Text-274-1-10-20200516Gema UtamaNo ratings yet
- Mechanical Characterization of Al/SiC/Al2O3 Composites Fabricated Via Friction Stir ProcessingDocument6 pagesMechanical Characterization of Al/SiC/Al2O3 Composites Fabricated Via Friction Stir ProcessingNIET Journal of Engineering & Technology(NIETJET)No ratings yet
- Investigation On Microstructural and Mechanical Properties of ADC 12 Aluminium Alloy by Die Casting in Automotive PartsDocument8 pagesInvestigation On Microstructural and Mechanical Properties of ADC 12 Aluminium Alloy by Die Casting in Automotive Partsshiv kumarNo ratings yet
- Die Casting AlloysDocument5 pagesDie Casting AlloysManojm_vNo ratings yet
- 0 Electrode Materials: 2.1 LeadDocument17 pages0 Electrode Materials: 2.1 LeadpurushothamkrNo ratings yet
- Comparative Study of Al 7075 Sic 5%, 10% Metal Matrix in WEDMDocument16 pagesComparative Study of Al 7075 Sic 5%, 10% Metal Matrix in WEDMIJRASETPublicationsNo ratings yet
- Syahrial 2019 IOP Conf. Ser. Mater. Sci. Eng. 547 012021Document9 pagesSyahrial 2019 IOP Conf. Ser. Mater. Sci. Eng. 547 012021Nafis Dhaffarul HannanNo ratings yet
- Effect of Sic Particles On Mechanical Properties of Aluminium Adc12 Composite Through Stir Casting ProcessDocument6 pagesEffect of Sic Particles On Mechanical Properties of Aluminium Adc12 Composite Through Stir Casting ProcessJosiah PasaribuNo ratings yet
- Fabrication of Aluminium 6061-Sic-Al O MMC and HMMC by Strir Casting Technique and Comparing The Mechanical PropertiesDocument8 pagesFabrication of Aluminium 6061-Sic-Al O MMC and HMMC by Strir Casting Technique and Comparing The Mechanical PropertiesTJPRC PublicationsNo ratings yet
- Investigation of Physical, Mechanical and Tribological Properties of Al6061-Zro Metal Matrix CompositesDocument10 pagesInvestigation of Physical, Mechanical and Tribological Properties of Al6061-Zro Metal Matrix CompositesPushpa Latha MNo ratings yet
- Study of Properties of Self-Compacting Concrete With Cement Replaced With Aluminum Oxide and Silica FumeDocument10 pagesStudy of Properties of Self-Compacting Concrete With Cement Replaced With Aluminum Oxide and Silica FumeIJRASETPublicationsNo ratings yet
- Ashokkumar2018Document10 pagesAshokkumar2018Syed Basith MNo ratings yet
- M.E.I.M 2017 363 Friction Materials (PM)Document36 pagesM.E.I.M 2017 363 Friction Materials (PM)rohanNo ratings yet
- 6469 12305 1 SM PDFDocument5 pages6469 12305 1 SM PDFadi wisakaNo ratings yet
- WSN 104 2018 462 472Document11 pagesWSN 104 2018 462 472曹大伟No ratings yet
- Aluminium Casting Alloy (AL - Si12) : Home About Us Processes Design Quality Products Technical ContactDocument3 pagesAluminium Casting Alloy (AL - Si12) : Home About Us Processes Design Quality Products Technical Contactrafdinal.sNo ratings yet
- 2003 Net Chemical Characteristics of Iron and Steel SlagDocument2 pages2003 Net Chemical Characteristics of Iron and Steel SlagmazaherramazaniNo ratings yet
- PAPER JOSIAH AIP - Edit GrammarDocument6 pagesPAPER JOSIAH AIP - Edit GrammarJosiah PasaribuNo ratings yet
- Development of Lead Free Micro Alloyed Steel For Crank ShaftsDocument5 pagesDevelopment of Lead Free Micro Alloyed Steel For Crank ShaftsemregnesNo ratings yet
- Flow Simulation and Chatacterization of Aluminium Forgings Conforming To Aa 6061 SpecificationDocument8 pagesFlow Simulation and Chatacterization of Aluminium Forgings Conforming To Aa 6061 SpecificationEnijad ArnautNo ratings yet
- Inclusion Characterization of Complex De-Oxidation of Si-Killed SteelDocument13 pagesInclusion Characterization of Complex De-Oxidation of Si-Killed SteelKanan SahooNo ratings yet
- Effect of Silica Fume On The Properties of Concrete: (Ijerat)Document5 pagesEffect of Silica Fume On The Properties of Concrete: (Ijerat)Ohnmar OmNo ratings yet
- Steels and Cast Iron Used in The Automotive Industry (Repaired)Document18 pagesSteels and Cast Iron Used in The Automotive Industry (Repaired)AbbasRazaNo ratings yet
- The Project A. Project Description: Perencanaan Industri Block Mesin MotorDocument12 pagesThe Project A. Project Description: Perencanaan Industri Block Mesin MotorRizky PratamaNo ratings yet
- The Influence of Microalloying With Boron On Properties of Austenite Stainless Steel X8crnis18-9Document6 pagesThe Influence of Microalloying With Boron On Properties of Austenite Stainless Steel X8crnis18-9IJAR JOURNALNo ratings yet
- Microstructure of Aluminium Alloys Casting Intended For Cyclical Thermal StressDocument9 pagesMicrostructure of Aluminium Alloys Casting Intended For Cyclical Thermal Stressshiv kumarNo ratings yet
- Experimental and Simulated Evaluation of The Quality of Pressure and Squeeze CastingsDocument10 pagesExperimental and Simulated Evaluation of The Quality of Pressure and Squeeze CastingsUnivmyPortalNo ratings yet
- Isi Artikel 281422009709Document6 pagesIsi Artikel 281422009709Eyeg Store43No ratings yet
- MATPR EES TemplateDocument10 pagesMATPR EES TemplatevijayNo ratings yet
- AlSi5Mg0.3 Alloy For The Manufacture of Automotive WheelsDocument12 pagesAlSi5Mg0.3 Alloy For The Manufacture of Automotive WheelsAbdullah SiddiqNo ratings yet
- S.G IronDocument6 pagesS.G IronQasim BarkatNo ratings yet
- LM6 Casting Alloy PDFDocument2 pagesLM6 Casting Alloy PDFSankarNo ratings yet
- G-00-1169 - Grade Designation For Low Carbon Hot Rolled Steel Sheets Used in Automotive Applications - Rev 4Document7 pagesG-00-1169 - Grade Designation For Low Carbon Hot Rolled Steel Sheets Used in Automotive Applications - Rev 4Prince Ali50% (2)
- Non-Ferrous Metals and AlloysDocument14 pagesNon-Ferrous Metals and AlloysGidNo ratings yet
- Effect of Si, Cu and Processing Parameters On Al-Si-Cu HPDC CastingsDocument24 pagesEffect of Si, Cu and Processing Parameters On Al-Si-Cu HPDC Castingskt rajaNo ratings yet
- Arc Welding Cracks SolidificationDocument3 pagesArc Welding Cracks SolidificationShaher YarNo ratings yet
- Cu NI Versus Al BRDocument7 pagesCu NI Versus Al BRJasbir ChaudharyNo ratings yet
- Influence of Aluminum and Copper Alloy MachinabilityDocument13 pagesInfluence of Aluminum and Copper Alloy MachinabilitySathish KumarNo ratings yet
- Multiresponse Optimization of Process Variables of Powder Mixed Electrical Discharge Machining On Inconel-600 Using Taguchi MethodologyDocument12 pagesMultiresponse Optimization of Process Variables of Powder Mixed Electrical Discharge Machining On Inconel-600 Using Taguchi MethodologyTJPRC PublicationsNo ratings yet
- Sae Ams 4353-2014Document5 pagesSae Ams 4353-2014Hani YilmazNo ratings yet
- Iv-Year ProjectDocument34 pagesIv-Year Projectnoble aNo ratings yet
- Processing and Mechanical Testings of 7075 Al Matrix Composite Reinforced With Al2O3 Nano-Particles Fabricated by Stir Casting RouteDocument12 pagesProcessing and Mechanical Testings of 7075 Al Matrix Composite Reinforced With Al2O3 Nano-Particles Fabricated by Stir Casting RouteTJPRC PublicationsNo ratings yet
- Corrosion of Cast Aluminum AlloysDocument30 pagesCorrosion of Cast Aluminum AlloysMostafa Mahmoud ShehataNo ratings yet
- Effect of Shielding GasesDocument7 pagesEffect of Shielding GasesMayank SinglaNo ratings yet
- Aluminium Metal Matrix Composite (MMC) Brake RotorDocument15 pagesAluminium Metal Matrix Composite (MMC) Brake RotorDEVANSH JAINNo ratings yet
- Aluminium Data SheetDocument6 pagesAluminium Data SheetAta AtasoyNo ratings yet
- Materials Today: Proceedings: Uday Kumar, Anurag Prajapati, Uttam Acharya, Tanmoy Medhi, Barnik Saha Roy, S.C. SahaDocument6 pagesMaterials Today: Proceedings: Uday Kumar, Anurag Prajapati, Uttam Acharya, Tanmoy Medhi, Barnik Saha Roy, S.C. SahaMOHAMAD AZIZI HAKIM BIN JAMALLUDIN STUDENTNo ratings yet
- Effect of SR Addition On Microstructure and Mechanical Properties of AlSi7Mg0.3 AlloyDocument8 pagesEffect of SR Addition On Microstructure and Mechanical Properties of AlSi7Mg0.3 AlloyJinsoo KimNo ratings yet
- Literature Review: 2.2.1.1 Major Alloying ElementsDocument67 pagesLiterature Review: 2.2.1.1 Major Alloying ElementsniyassalimNo ratings yet
- 12347-Article Text-77463-1-10-20211128Document15 pages12347-Article Text-77463-1-10-20211128Mahfel GrefielNo ratings yet
- Evaluation of The Use of Steel Slag in ConcreteDocument9 pagesEvaluation of The Use of Steel Slag in ConcreteГригорий ЛевашовNo ratings yet
- Bridge Engineering Assignment ReportDocument31 pagesBridge Engineering Assignment ReportChiranjaya HulangamuwaNo ratings yet
- Casing Hanger Calculation PDFDocument3 pagesCasing Hanger Calculation PDFMinhaj AkbarNo ratings yet
- Element Technology: Chapter TwoDocument100 pagesElement Technology: Chapter TwoAyush ChoudharyNo ratings yet
- Compression Molding: Neslihan Yağmur 11/12/2012Document17 pagesCompression Molding: Neslihan Yağmur 11/12/2012Karthick PrasadNo ratings yet
- A Study of Pressurized Underground Storage Cavities: Theoretical A N D Laboratory InvestigationsDocument19 pagesA Study of Pressurized Underground Storage Cavities: Theoretical A N D Laboratory InvestigationsGigarostom AlgerNo ratings yet
- Coarse Dispersions: Properties OF Suspended ParticlesDocument5 pagesCoarse Dispersions: Properties OF Suspended ParticlesMary Loise LimaNo ratings yet
- ACI - Crack CalculationsDocument3 pagesACI - Crack CalculationsLuis Ariel B. MorilloNo ratings yet
- MD QuizDocument12 pagesMD QuizGagan Kaushik0% (1)
- Connectors PDFDocument8 pagesConnectors PDFhossinmaaNo ratings yet
- Polymers ReportDocument3 pagesPolymers ReportTristan Paul Guerra OrodioNo ratings yet
- Chapter - 3.2 - Finale Internal Forced ConvectionDocument18 pagesChapter - 3.2 - Finale Internal Forced ConvectioneirinaNo ratings yet
- Beam-Column Base Plate Design-LRFD Method PDFDocument10 pagesBeam-Column Base Plate Design-LRFD Method PDFRommel Hidalgo DiazNo ratings yet
- Understanding and Preventing Epoxy Resin BleedDocument2 pagesUnderstanding and Preventing Epoxy Resin BleedDannyNo ratings yet
- ROB AMBALA FinelDocument121 pagesROB AMBALA FinelEr Navneet JassiNo ratings yet
- 102 s89Document7 pages102 s89Vivek GosaviNo ratings yet
- ME2112-S2 AY2021-22 Tutorial 4Document3 pagesME2112-S2 AY2021-22 Tutorial 4dinodanoNo ratings yet
- Chapter 1 ThermodynamicDocument89 pagesChapter 1 ThermodynamicamirulNo ratings yet
- Outline of Foundation Cast-In-Place RC Pile - Pile Diameter:d 1.5m - Pile Length: L 40.0m - Unit Weight of RC Concrete: 24.5 KN/MDocument121 pagesOutline of Foundation Cast-In-Place RC Pile - Pile Diameter:d 1.5m - Pile Length: L 40.0m - Unit Weight of RC Concrete: 24.5 KN/MDevendrasinh PadhiyarNo ratings yet
- Electric PolarizationDocument105 pagesElectric PolarizationSadie WilliamsonNo ratings yet
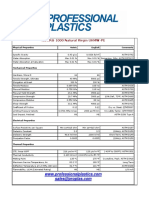
- TIVAR® 1000 Natural Virgin UHMW-PE: Physical Properties Metric English CommentsDocument2 pagesTIVAR® 1000 Natural Virgin UHMW-PE: Physical Properties Metric English CommentsVictor AguirreNo ratings yet
- Seismic Base IsolationDocument23 pagesSeismic Base IsolationMia Hussain100% (3)
- Solid Mechanics ME 212 - Week 13Document9 pagesSolid Mechanics ME 212 - Week 13Mihir Kumar MechNo ratings yet
- 001 AutoCAD 2D and 3D Practice Drawing CourseDocument11 pages001 AutoCAD 2D and 3D Practice Drawing CoursemathuNo ratings yet
- Canadian Journalof Civil Engineering Vol 22 No 51995 From MC MasterDocument20 pagesCanadian Journalof Civil Engineering Vol 22 No 51995 From MC MasterFauziah AzizNo ratings yet
- MNL-133-97 ch8 8Document31 pagesMNL-133-97 ch8 8Harianto RamadhanNo ratings yet
- AISI S310-16 (2018 IBC) Steel and Composite Deck DiaphragmsDocument187 pagesAISI S310-16 (2018 IBC) Steel and Composite Deck DiaphragmsCarsonBakerNo ratings yet
- Astm A 143 PDFDocument3 pagesAstm A 143 PDFdoni zamroni100% (1)
- Corys Geosynthetics Data Sheet HDPE Smooth Geomembrane: Metric UnitsDocument1 pageCorys Geosynthetics Data Sheet HDPE Smooth Geomembrane: Metric UnitsVenkadesh PeriathambiNo ratings yet