You might also like
- BukuDocument93 pagesBukudev aryuNo ratings yet
- Application of Optimal Control Theory to Enhanced Oil RecoveryFrom EverandApplication of Optimal Control Theory to Enhanced Oil RecoveryRating: 4.5 out of 5 stars4.5/5 (3)
- Heat Exchanger Optimization CFDDocument51 pagesHeat Exchanger Optimization CFDleandroperao5374No ratings yet
- 2011 Testing A Nuclear Pebble Bed Reactor Model in Openfoam - Bakx PDFDocument41 pages2011 Testing A Nuclear Pebble Bed Reactor Model in Openfoam - Bakx PDFIsma-MANo ratings yet
- CFD Simulation and Experimental Study of A Carbon Canister: Muhammad Hassan ZafarDocument82 pagesCFD Simulation and Experimental Study of A Carbon Canister: Muhammad Hassan Zafarfranciscoromo221No ratings yet
- Sf6 Analysis-Cigre 567Document94 pagesSf6 Analysis-Cigre 567luis lopezNo ratings yet
- Erbium-Doped Fiber Amplifiers: Fundamentals and TechnologyFrom EverandErbium-Doped Fiber Amplifiers: Fundamentals and TechnologyRating: 5 out of 5 stars5/5 (3)
- Thermoacoustic Instabilities in a Gas Turbine CombustorDocument81 pagesThermoacoustic Instabilities in a Gas Turbine CombustorTara CollierNo ratings yet
- Mines 0052N 11658Document68 pagesMines 0052N 11658Medet MadalimovNo ratings yet
- UntitledDocument262 pagesUntitled盐饭团盖饭No ratings yet
- QCL Lecture LongDocument160 pagesQCL Lecture Longss626No ratings yet
- ThesisII PDFDocument108 pagesThesisII PDFMohmmed MahmoudNo ratings yet
- Thesis PachisDocument128 pagesThesis Pachispuratchi_velNo ratings yet
- HydrothermalDocument331 pagesHydrothermalNichupan PratheepratNo ratings yet
- +thermal Plasma Processing of IlmeniteDocument86 pages+thermal Plasma Processing of IlmeniteGharsalliNo ratings yet
- Corrosive Sulphur in Large Transformers Impact, Quantification and Detection 腐蚀性硫 论文 好Document143 pagesCorrosive Sulphur in Large Transformers Impact, Quantification and Detection 腐蚀性硫 论文 好Jicheng PiaoNo ratings yet
- Springerbriefs in Applied Sciences and TechnologyDocument9 pagesSpringerbriefs in Applied Sciences and TechnologyHery BudiantoNo ratings yet
- FEM Temperature and Wear Modeling of A Ball-On-Disc InteractionDocument42 pagesFEM Temperature and Wear Modeling of A Ball-On-Disc InteractionAshish KumarNo ratings yet
- Frydman Washington 0250O 18990Document96 pagesFrydman Washington 0250O 18990Carlos AlarconNo ratings yet
- Explosion Analysis of PiperackDocument146 pagesExplosion Analysis of PiperackSun Rui0% (1)
- Transport Phenomena in Electron Beam Melting and EvaporationDocument205 pagesTransport Phenomena in Electron Beam Melting and EvaporationwidadNo ratings yet
- Spray and Wall Film Modeling With Conjugate Heat transferFULLTEXT01 PDFDocument86 pagesSpray and Wall Film Modeling With Conjugate Heat transferFULLTEXT01 PDFrohit14octNo ratings yet
- Fulltext01Document86 pagesFulltext01salemNo ratings yet
- Hesse 08Document207 pagesHesse 08Fatimah Az ZahraNo ratings yet
- Clean Hydrogen Production Methods by Sushant KumarDocument75 pagesClean Hydrogen Production Methods by Sushant KumarJohnny Villarroel100% (1)
- Waste Polymer Chemistry (PHD Thesis of Tina) PDFDocument387 pagesWaste Polymer Chemistry (PHD Thesis of Tina) PDFrubikaNo ratings yet
- Ba Ti O3Document76 pagesBa Ti O3Tales Pinheiro VasconcelosNo ratings yet
- nchrp045 Final ReportDocument97 pagesnchrp045 Final ReportMahmoud HamadaNo ratings yet
- PP CrysDocument128 pagesPP CrysParom WaikasikarnNo ratings yet
- Numerical Modelling of Soil AnchorsDocument464 pagesNumerical Modelling of Soil Anchorskavani5100% (1)
- Investigation of Airfoils with Trailing Edge FlapsDocument61 pagesInvestigation of Airfoils with Trailing Edge FlapsMason925No ratings yet
- Cantwell - Fundamentals of Compressible Flow PDFDocument438 pagesCantwell - Fundamentals of Compressible Flow PDFfluffa23No ratings yet
- Borazjani Ehsan 2012 ThesisDocument100 pagesBorazjani Ehsan 2012 ThesisJinan ChaiNo ratings yet
- © Carl Hanser Verlag, MünchenDocument43 pages© Carl Hanser Verlag, MünchenDavid StefanNo ratings yet
- MSC Thesis D.chioktouridiDocument135 pagesMSC Thesis D.chioktouridifranciscoerez100% (1)
- Analysys of Some Wax DepositionsDocument131 pagesAnalysys of Some Wax DepositionsAlejandro BecerraNo ratings yet
- Chemical, Biological, and Materials Engineering ThermodynamicsDocument601 pagesChemical, Biological, and Materials Engineering ThermodynamicsDQZNo ratings yet
- Frau Nicola 1104900Document66 pagesFrau Nicola 1104900Channa BandaraNo ratings yet
- Design Models For Corrugated Board Packaging-Mottola PHD ThesisDocument245 pagesDesign Models For Corrugated Board Packaging-Mottola PHD Thesisdwarak nathNo ratings yet
- Master Opp GaveDocument57 pagesMaster Opp GaveAmaizu Miracle ChineduNo ratings yet
- Project Number: MQP ERT JK10Document47 pagesProject Number: MQP ERT JK10Kenneth DyerNo ratings yet
- 2012 03 PHD ParavanDocument156 pages2012 03 PHD ParavanrogerfisicaNo ratings yet
- DissertationDocument285 pagesDissertationSenthil KesavanNo ratings yet
- 210 CourseDocument494 pages210 Coursebemis269No ratings yet
- Well Cement Integrity and Cementing PracticesDocument62 pagesWell Cement Integrity and Cementing PracticesMarwa Alqutt100% (4)
- Gradient Based Porosity Calculation in Casting SimulationDocument102 pagesGradient Based Porosity Calculation in Casting SimulationDiriba AbdiNo ratings yet
- Azusa Gando PDFDocument160 pagesAzusa Gando PDFzcapg17No ratings yet
- Engineering Materials: For Further VolumesDocument168 pagesEngineering Materials: For Further VolumesKhalid AbdohNo ratings yet
- Numerical Modelling of Laterally Loaded Piles Captures Field Test ResponseDocument244 pagesNumerical Modelling of Laterally Loaded Piles Captures Field Test ResponseXiang ming GeNo ratings yet
- Adsorbtion in Water TreatmentDocument345 pagesAdsorbtion in Water TreatmentEyuelAdam100% (1)
- Initial Aerothermal Design Considerations For An Oxy-Fuel Combined CycleDocument169 pagesInitial Aerothermal Design Considerations For An Oxy-Fuel Combined Cyclepasquale rispoliNo ratings yet
- MSC D RouwenhorstDocument38 pagesMSC D RouwenhorstSattar Al-JabairNo ratings yet
- Pmos ReportDocument183 pagesPmos ReportkshitijscribdNo ratings yet
- Ceramic Materials From Coffee Bagasse Ash Waste: Wilson Acchar Eduardo J.V. DultraDocument94 pagesCeramic Materials From Coffee Bagasse Ash Waste: Wilson Acchar Eduardo J.V. Dultracentro surcolombiano de investigación en café uscoNo ratings yet
- SC 2013Document148 pagesSC 2013Antonio Becerra EstebanNo ratings yet
- Analysis of Explosion Load Effects in Pipe-RacksDocument146 pagesAnalysis of Explosion Load Effects in Pipe-RacksDAN ANDNo ratings yet
- Thermal decomposition of vegetative fuels for wildfire modelingDocument43 pagesThermal decomposition of vegetative fuels for wildfire modelingbrunoNo ratings yet
- Energies: Experimental Studies Involving The Impact of Solar Radiation On The Properties of Expanded Graphite PolystyreneDocument17 pagesEnergies: Experimental Studies Involving The Impact of Solar Radiation On The Properties of Expanded Graphite PolystyrenebrunoNo ratings yet
- EFD Compilation of Equations Tables and FiguresDocument18 pagesEFD Compilation of Equations Tables and FiguresbrunoNo ratings yet
- Generating Fire Dynamics Simulator Geome PDFDocument16 pagesGenerating Fire Dynamics Simulator Geome PDFbrunoNo ratings yet
- Air Concentrations ExplanationDocument3 pagesAir Concentrations ExplanationbrunoNo ratings yet
- Drawworks and Rig Sizing PDFDocument8 pagesDrawworks and Rig Sizing PDFAmine Mimo100% (1)
- Appian Developer Skills Self-AssessmentDocument6 pagesAppian Developer Skills Self-AssessmentSrikanthchowdary Maguluri100% (1)
- DENSO A/C ComponentsDocument478 pagesDENSO A/C ComponentsPapp Ilona100% (1)
- Dumpstate - Log 2020 03 23 21 37 39 12783Document4 pagesDumpstate - Log 2020 03 23 21 37 39 12783Nurlan JakenaiNo ratings yet
- CFD Mesh Settings for Serpentine PipeDocument9 pagesCFD Mesh Settings for Serpentine Pipekratos_upcNo ratings yet
- LAS EIM 9-Week 2Document12 pagesLAS EIM 9-Week 2jon pantzNo ratings yet
- Feature Scope Description For SAP HANA 2.0 SPS 07 enDocument44 pagesFeature Scope Description For SAP HANA 2.0 SPS 07 enrvinNo ratings yet
- Calculation Formula For The CapacitorDocument9 pagesCalculation Formula For The CapacitorMedyouNo ratings yet
- Data and Program RepresentationDocument5 pagesData and Program RepresentationJescah JuneNo ratings yet
- Electric Arc Furnace (EAF) Modeling Using Matlab Simulink PDFDocument9 pagesElectric Arc Furnace (EAF) Modeling Using Matlab Simulink PDFAhmed HassanNo ratings yet
- E 4000 Medidor GLPDocument56 pagesE 4000 Medidor GLPBode JuniorNo ratings yet
- Rib Pillar Design in Open Stope Mining: June 1989Document7 pagesRib Pillar Design in Open Stope Mining: June 1989trinitrocainaNo ratings yet
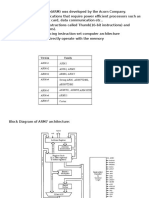
- ARM ArchitectureDocument26 pagesARM ArchitectureKiran KumarNo ratings yet
- Mathematics of 3D PrintingDocument41 pagesMathematics of 3D PrintingHabtamu GeremewNo ratings yet
- Photo Studio: User's GuideDocument243 pagesPhoto Studio: User's GuideAfonso BuenoNo ratings yet
- Hb2637l-Evk-301 DPT HSDocument10 pagesHb2637l-Evk-301 DPT HSAlec NanetteNo ratings yet
- Line Sizing ProcessDocument13 pagesLine Sizing ProcessEngr Theyji0% (1)
- Programs and ExamplesDocument346 pagesPrograms and Examplesali yousifzaiNo ratings yet
- Gigabyte Ga60xt ManualDocument93 pagesGigabyte Ga60xt ManualroscribNo ratings yet
- Time Value of Money Answer KeysDocument22 pagesTime Value of Money Answer KeysrhlvajpayeeNo ratings yet
- Electric Towing Tractors: NTT/NTF SeriesDocument5 pagesElectric Towing Tractors: NTT/NTF SeriesВася100% (1)
- Brualdi Combinatorics 1.8Document9 pagesBrualdi Combinatorics 1.8oiuqrojqwfoiNo ratings yet
- Impact of Massive MIMO Antennas on 5G Network CapacityDocument10 pagesImpact of Massive MIMO Antennas on 5G Network CapacitykamelNo ratings yet
- 5 Optimising The Speed Potential of Curves - Increase in Permissible Cant Deficiency - FeasibilityDocument12 pages5 Optimising The Speed Potential of Curves - Increase in Permissible Cant Deficiency - FeasibilitydevidattairsmeNo ratings yet
- Monitor and Control of Greenhouse EnvironmentDocument29 pagesMonitor and Control of Greenhouse EnvironmentAntu Sunny100% (2)
- Delmar Unit 4 Magnetism Sept 2022Document51 pagesDelmar Unit 4 Magnetism Sept 2022Williams UgazNo ratings yet
- InVesalius ManualDocument130 pagesInVesalius ManualcengizyurdalNo ratings yet
- Trigonometric Functions MCQDocument2 pagesTrigonometric Functions MCQHinaud DdbNo ratings yet
- Weighted mean calculationDocument230 pagesWeighted mean calculationAkshay RajNo ratings yet
- TURBO-Buick V6 Turbo Intro 780413Document21 pagesTURBO-Buick V6 Turbo Intro 780413T Smi100% (1)
- Power of Habit: The Ultimate Guide to Forming Positive Daily Habits, Learn How to Effectively Break Your Bad Habits For Good and Start Creating Good OnesFrom EverandPower of Habit: The Ultimate Guide to Forming Positive Daily Habits, Learn How to Effectively Break Your Bad Habits For Good and Start Creating Good OnesRating: 4.5 out of 5 stars4.5/5 (21)
- Renewable Energy: A Very Short IntroductionFrom EverandRenewable Energy: A Very Short IntroductionRating: 4.5 out of 5 stars4.5/5 (12)
- Introduction to Power System ProtectionFrom EverandIntroduction to Power System ProtectionRating: 5 out of 5 stars5/5 (1)
- Offshore Wind Energy Generation: Control, Protection, and Integration to Electrical SystemsFrom EverandOffshore Wind Energy Generation: Control, Protection, and Integration to Electrical SystemsNo ratings yet
- The Complete HVAC BIBLE for Beginners: The Most Practical & Updated Guide to Heating, Ventilation, and Air Conditioning Systems | Installation, Troubleshooting and Repair | Residential & CommercialFrom EverandThe Complete HVAC BIBLE for Beginners: The Most Practical & Updated Guide to Heating, Ventilation, and Air Conditioning Systems | Installation, Troubleshooting and Repair | Residential & CommercialNo ratings yet
- OFF-GRID PROJECTS: A Comprehensive Beginner's Guide to Learn All about OffGrid Living from A-Z and Live a Life of Self-SufficiencyFrom EverandOFF-GRID PROJECTS: A Comprehensive Beginner's Guide to Learn All about OffGrid Living from A-Z and Live a Life of Self-SufficiencyNo ratings yet
- The Boy Who Harnessed the Wind: Creating Currents of Electricity and HopeFrom EverandThe Boy Who Harnessed the Wind: Creating Currents of Electricity and HopeRating: 4 out of 5 stars4/5 (130)
- Handbook on Battery Energy Storage SystemFrom EverandHandbook on Battery Energy Storage SystemRating: 4.5 out of 5 stars4.5/5 (2)
- Nuclear Energy in the 21st Century: World Nuclear University PressFrom EverandNuclear Energy in the 21st Century: World Nuclear University PressRating: 4.5 out of 5 stars4.5/5 (3)
- Idaho Falls: The Untold Story of America's First Nuclear AccidentFrom EverandIdaho Falls: The Untold Story of America's First Nuclear AccidentRating: 4.5 out of 5 stars4.5/5 (21)
- The Rare Metals War: the dark side of clean energy and digital technologiesFrom EverandThe Rare Metals War: the dark side of clean energy and digital technologiesRating: 5 out of 5 stars5/5 (2)
- Implementing an Integrated Management System (IMS): The strategic approachFrom EverandImplementing an Integrated Management System (IMS): The strategic approachRating: 5 out of 5 stars5/5 (2)
- The New 3D Layout for Oil & Gas Offshore Projects: How to ensure successFrom EverandThe New 3D Layout for Oil & Gas Offshore Projects: How to ensure successRating: 4.5 out of 5 stars4.5/5 (3)
- Asset Integrity Management for Offshore and Onshore StructuresFrom EverandAsset Integrity Management for Offshore and Onshore StructuresNo ratings yet
- Well Control for Completions and InterventionsFrom EverandWell Control for Completions and InterventionsRating: 4 out of 5 stars4/5 (10)
- The Grid: The Fraying Wires Between Americans and Our Energy FutureFrom EverandThe Grid: The Fraying Wires Between Americans and Our Energy FutureRating: 3.5 out of 5 stars3.5/5 (48)
- Industrial Piping and Equipment Estimating ManualFrom EverandIndustrial Piping and Equipment Estimating ManualRating: 5 out of 5 stars5/5 (7)
- Shorting the Grid: The Hidden Fragility of Our Electric GridFrom EverandShorting the Grid: The Hidden Fragility of Our Electric GridRating: 4.5 out of 5 stars4.5/5 (2)
- Biogas Production: Pretreatment Methods in Anaerobic DigestionFrom EverandBiogas Production: Pretreatment Methods in Anaerobic DigestionNo ratings yet
- DIY Free Home Energy Solutions: How to Design and Build Your own Domestic Free Energy SolutionFrom EverandDIY Free Home Energy Solutions: How to Design and Build Your own Domestic Free Energy SolutionRating: 5 out of 5 stars5/5 (1)
- Machine Learning and Data Science in the Oil and Gas Industry: Best Practices, Tools, and Case StudiesFrom EverandMachine Learning and Data Science in the Oil and Gas Industry: Best Practices, Tools, and Case StudiesPatrick BangertRating: 3 out of 5 stars3/5 (2)
- Energy, Light and Electricity - Introduction to Physics - Physics Book for 12 Year Old | Children's Physics BooksFrom EverandEnergy, Light and Electricity - Introduction to Physics - Physics Book for 12 Year Old | Children's Physics BooksNo ratings yet
- Solar Electricity Basics: Powering Your Home or Office with Solar EnergyFrom EverandSolar Electricity Basics: Powering Your Home or Office with Solar EnergyRating: 5 out of 5 stars5/5 (3)
- Air-Cooled Condenser Fundamentals: Design, Operations, Troubleshooting, Maintenance, and Q&AFrom EverandAir-Cooled Condenser Fundamentals: Design, Operations, Troubleshooting, Maintenance, and Q&ARating: 5 out of 5 stars5/5 (1)