You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5810)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1092)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (844)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (348)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- AC7108 Rev G Chemical ProcessingDocument77 pagesAC7108 Rev G Chemical ProcessingDimitris GrimanelisNo ratings yet
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- D3338 PDFDocument4 pagesD3338 PDFengrsurifNo ratings yet
- Effect of Light Intensity and PH Condition On The Growth Biomass and Lipid Content of Microalgae Scenedesmus SpeciesDocument10 pagesEffect of Light Intensity and PH Condition On The Growth Biomass and Lipid Content of Microalgae Scenedesmus SpeciesClaudia UngureanuNo ratings yet
- Hormesis Effects of Phosphorus On The Viability of Chlorella Regularis Cells Under Nitrogen LimitationDocument9 pagesHormesis Effects of Phosphorus On The Viability of Chlorella Regularis Cells Under Nitrogen LimitationClaudia UngureanuNo ratings yet
- Diclofenac Removal From The Wastewater Using Activated Sludge and Analysis of Multidrug Resistant Bacteria From The SludgeDocument8 pagesDiclofenac Removal From The Wastewater Using Activated Sludge and Analysis of Multidrug Resistant Bacteria From The SludgeClaudia UngureanuNo ratings yet
- The Effect of Structure and A Secondary Carbon Source On The Microbial DegradationDocument5 pagesThe Effect of Structure and A Secondary Carbon Source On The Microbial DegradationClaudia UngureanuNo ratings yet
- Water 15 01838 v2Document14 pagesWater 15 01838 v2Claudia UngureanuNo ratings yet
- Ijms 21 06786Document22 pagesIjms 21 06786Claudia UngureanuNo ratings yet
- Enhanced Lignin Biodegradation by Consortium of White Rot Fungi: Microbial Synergistic Effects and Product MappingDocument11 pagesEnhanced Lignin Biodegradation by Consortium of White Rot Fungi: Microbial Synergistic Effects and Product MappingClaudia UngureanuNo ratings yet
- Archives Vol 44 No 1 - Internet - Ost - 6Document8 pagesArchives Vol 44 No 1 - Internet - Ost - 6Claudia UngureanuNo ratings yet
- Persistence of Ibuprofen, Ketoprofen, Diclofenac and Clofibric Acid in Natural WatersDocument8 pagesPersistence of Ibuprofen, Ketoprofen, Diclofenac and Clofibric Acid in Natural WatersClaudia UngureanuNo ratings yet
- Growth and Effect of Garlic (Allium Sativum) On Selected Beneficial BacteriaDocument8 pagesGrowth and Effect of Garlic (Allium Sativum) On Selected Beneficial BacteriaClaudia UngureanuNo ratings yet
- Studies The Anticandidal Mode of Action ofDocument8 pagesStudies The Anticandidal Mode of Action ofClaudia UngureanuNo ratings yet
- Antibacterial and Anticandidal Effect of Aqueous Extract of Garlic On The Growth of Mixed Cultures and The Anticandidal and Platelet Activity ofDocument8 pagesAntibacterial and Anticandidal Effect of Aqueous Extract of Garlic On The Growth of Mixed Cultures and The Anticandidal and Platelet Activity ofClaudia UngureanuNo ratings yet
- Biosinteza de ZincDocument6 pagesBiosinteza de ZincClaudia UngureanuNo ratings yet
- A New Real Time Monitoring Technique in Calculation of The P y Cur - 2020 - MeasDocument11 pagesA New Real Time Monitoring Technique in Calculation of The P y Cur - 2020 - MeasClaudia UngureanuNo ratings yet
- Diversity 13 00643 v2Document19 pagesDiversity 13 00643 v2Claudia UngureanuNo ratings yet
- Experimental Investigation of Mechanical Behavior of Bau - 2019 - Materials TodaDocument8 pagesExperimental Investigation of Mechanical Behavior of Bau - 2019 - Materials TodaClaudia UngureanuNo ratings yet
- Measurement: Yanfeng Gao, Jiamin Zhao, Qisheng Wang, Jianhua Xiao, Hua ZhangDocument10 pagesMeasurement: Yanfeng Gao, Jiamin Zhao, Qisheng Wang, Jianhua Xiao, Hua ZhangClaudia UngureanuNo ratings yet
- Delamination Analysis in Drilling Process of Glass - 2007 - Journal of MaterialsDocument7 pagesDelamination Analysis in Drilling Process of Glass - 2007 - Journal of MaterialsClaudia UngureanuNo ratings yet
- Evaluation of Mechanical Properties of Palm Fiber Glass 2020 Materials TodaDocument4 pagesEvaluation of Mechanical Properties of Palm Fiber Glass 2020 Materials TodaClaudia UngureanuNo ratings yet
- Oxygen Control 25 LTRDocument2 pagesOxygen Control 25 LTRPlinio José Gálvez PerníaNo ratings yet
- Kertas 3 PAT BioDocument7 pagesKertas 3 PAT BiosyavitriemNo ratings yet
- CE Performance DeclarationDocument2 pagesCE Performance DeclarationPEng. Tech. Alvince KoreroNo ratings yet
- Chem SyllabusDocument5 pagesChem Syllabusamuradyan1996No ratings yet
- SDS Dimetil PhtalateDocument4 pagesSDS Dimetil PhtalateDeniNo ratings yet
- MarsDocument2 pagesMarsdanielebenezerNo ratings yet
- Maharashtra SET Exam Paper II Chemical Science Question Paper November 2011Document15 pagesMaharashtra SET Exam Paper II Chemical Science Question Paper November 2011pednekarprakashNo ratings yet
- Acid SlurryDocument38 pagesAcid SlurryZiauddinPervaiz100% (4)
- Properties of Self-Compacting Concrete Prepared With Coarse and Fine Recycled Concrete AggregatesDocument6 pagesProperties of Self-Compacting Concrete Prepared With Coarse and Fine Recycled Concrete AggregatesCristine RussellNo ratings yet
- Hysys Tutorials RevisedDocument33 pagesHysys Tutorials RevisedAkhi Sofi100% (2)
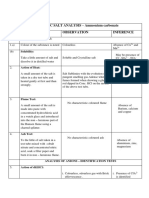
- INORGANIC SALT ANALYSIS - Ammonium Carbonate S.No Experiment Observation InferenceDocument24 pagesINORGANIC SALT ANALYSIS - Ammonium Carbonate S.No Experiment Observation InferenceRyoshiNo ratings yet
- QTR2 WEEK7 MOLEconceptDocument30 pagesQTR2 WEEK7 MOLEconceptPrincess Ashly SantosNo ratings yet
- Dai and Lim, 2015Document9 pagesDai and Lim, 2015Rebeca Tibau AguiarNo ratings yet
- MEC613 Mini Project Sep - Dec 2019Document8 pagesMEC613 Mini Project Sep - Dec 2019MUHAMMAD NURNAJMINo ratings yet
- Cytech Products Data SheetsDocument71 pagesCytech Products Data Sheetslinga2014No ratings yet
- Tutorial: 2D Simulation of A 300 KW BERL Combustor Using The Magnussen ModelDocument17 pagesTutorial: 2D Simulation of A 300 KW BERL Combustor Using The Magnussen ModelQurat ul ainNo ratings yet
- Cavex Hydrocyclones CVXTDocument2 pagesCavex Hydrocyclones CVXTRANAIVOARIMANANANo ratings yet
- Flocrete SP124M1 MSDS BHDocument4 pagesFlocrete SP124M1 MSDS BHShaik QutubuddinNo ratings yet
- Viscosity & Viscosity MeasurementDocument7 pagesViscosity & Viscosity MeasurementJulian Alberto Glz BermudezNo ratings yet
- Reacting Mixtures and CombustionDocument54 pagesReacting Mixtures and CombustionnunuNo ratings yet
- PharmpediaDocument56 pagesPharmpediaShyam Singh DasNo ratings yet
- Features and Benefits: Technical Data SheetDocument6 pagesFeatures and Benefits: Technical Data SheetTaufiq SatrioNo ratings yet
- Drug Metabolism - Phase IIDocument26 pagesDrug Metabolism - Phase IIalexpharmNo ratings yet
- Solutions To Avoid Water PollutionDocument2 pagesSolutions To Avoid Water Pollutionbrandonandrews09No ratings yet
- Pitt CharDocument3 pagesPitt CharMihai MecaNo ratings yet
- Minerals ReviewerDocument7 pagesMinerals ReviewerGyra Marie AgraNo ratings yet
- CFD Simulation of MSW Combustion and SNCR in A Commercial IncineratorDocument10 pagesCFD Simulation of MSW Combustion and SNCR in A Commercial Incineratorvitor_alberto_7No ratings yet
- Acfrogcs7fbqjvsonty9-Var8pzflplnmzq7jlvwswtshzsfuf2bbnb4h01iqlzkrtfbriym9 Qou Ckabf3ezbeowett03wcfpb H66xigpu0o6kv2fyb3v36xwmqonjtn8wxpteloiewhjiupDocument9 pagesAcfrogcs7fbqjvsonty9-Var8pzflplnmzq7jlvwswtshzsfuf2bbnb4h01iqlzkrtfbriym9 Qou Ckabf3ezbeowett03wcfpb H66xigpu0o6kv2fyb3v36xwmqonjtn8wxpteloiewhjiupحسين عمار محسن سالمNo ratings yet