You might also like
- Ford Explorer 1996 ElectricDocument67 pagesFord Explorer 1996 ElectricValeska Aguayo83% (6)
- CB30 Installation ManualDocument24 pagesCB30 Installation ManualMick HalesNo ratings yet
- Weldtron, Inc.: Instructions For The Installation of The Weldtron-57 R-57 Idler Control Upgrade KitDocument12 pagesWeldtron, Inc.: Instructions For The Installation of The Weldtron-57 R-57 Idler Control Upgrade KitMark trahanNo ratings yet
- Taro 2l Engine ManualDocument158 pagesTaro 2l Engine ManualAlexandru CraiovanNo ratings yet
- Tablas de Carga Demag AC 120-1Document17 pagesTablas de Carga Demag AC 120-1Mauricio Sandoval100% (1)
- Parker Fly OEM Switch Mod Minimum WiringDocument1 pageParker Fly OEM Switch Mod Minimum WiringAlvaro Canaviri Mamani100% (1)
- Ohmmeter DesignDocument5 pagesOhmmeter DesignNabil IshamNo ratings yet
- WiFi Function Manual of Charge Point-181030 PDFDocument16 pagesWiFi Function Manual of Charge Point-181030 PDFfreesonNo ratings yet
- Cable Termination - Installation Instructions - 755LR - IsDocument5 pagesCable Termination - Installation Instructions - 755LR - Isvladimir_71No ratings yet
- Tormax TX9200 Manual-1Document35 pagesTormax TX9200 Manual-1GhjNo ratings yet
- E-Link 1000LR Antenna Quick Install Guide 980-0200-001A - 021811 - FinalDocument2 pagesE-Link 1000LR Antenna Quick Install Guide 980-0200-001A - 021811 - FinalIsrar ZiaNo ratings yet
- Model Lp3: Installation and Service Instructions For Streamline™ Lp3 Strobe LightsDocument20 pagesModel Lp3: Installation and Service Instructions For Streamline™ Lp3 Strobe LightsRogers Hermann Olivares CuevaNo ratings yet
- SMHS7531 - Uso Del Kit de Reparacion de Conectores Sure Seal 6v3000Document10 pagesSMHS7531 - Uso Del Kit de Reparacion de Conectores Sure Seal 6v3000Sergio Velarde RomayNo ratings yet
- 019-201 Weather Pak Connector Series: Pin ReplacementDocument9 pages019-201 Weather Pak Connector Series: Pin ReplacementMohamed ZakiNo ratings yet
- RT23002-RT23003-Instructions Jeep Wrangler 1989Document3 pagesRT23002-RT23003-Instructions Jeep Wrangler 1989les4colonnesNo ratings yet
- US801453-TX9200-9500 Install and Service Manaul SW - 9 2Document63 pagesUS801453-TX9200-9500 Install and Service Manaul SW - 9 2Rickz2k8No ratings yet
- Adapter Plate Kit: Installation InstructionsDocument8 pagesAdapter Plate Kit: Installation InstructionsDaniel HernandezNo ratings yet
- CTRLPSB044Document11 pagesCTRLPSB044Ludwin Alex Gutierrez TintaNo ratings yet
- Installation Manual For 3606E - BDocument40 pagesInstallation Manual For 3606E - BcostinosNo ratings yet
- NGR Installation GuideDocument10 pagesNGR Installation Guidemartins73100% (1)
- 2100d Installation GuideDocument20 pages2100d Installation GuideJazz TubaNo ratings yet
- RHOSW (Short) / RHOLW (Long) Wall Mount: Installation GuideDocument4 pagesRHOSW (Short) / RHOLW (Long) Wall Mount: Installation GuideRita CaselliNo ratings yet
- Product Advisory: Abb Power I-& Ii Co. Inc. Power Circuit Breaker DivisionDocument9 pagesProduct Advisory: Abb Power I-& Ii Co. Inc. Power Circuit Breaker DivisionCarlos CastellonNo ratings yet
- Pump Motor Assembly Replacement and Installation InstructionsDocument4 pagesPump Motor Assembly Replacement and Installation InstructionsSarge ChisangaNo ratings yet
- EJB, Style C Model M82 Series Junction Boxes IF 931: Installation & Maintenance InformationDocument12 pagesEJB, Style C Model M82 Series Junction Boxes IF 931: Installation & Maintenance InformationAriel Paniagua VillenuevaNo ratings yet
- Manual Del AerogeneradorDocument39 pagesManual Del AerogeneradorJORDY ALVARADONo ratings yet
- SPA Extreme Manual - FIADocument20 pagesSPA Extreme Manual - FIATommy De CockNo ratings yet
- Elastimold Compact I JointDocument6 pagesElastimold Compact I Jointwerawatb819No ratings yet
- Control Link XA Switch IOMDocument1 pageControl Link XA Switch IOMbooklover2No ratings yet
- A 1020Document16 pagesA 1020Pong KrubNo ratings yet
- Aerospace T-Seals: ISO 9001 CertifiedDocument20 pagesAerospace T-Seals: ISO 9001 Certifiedchamaljs100% (1)
- Multiplex Minimag Model RC Airplane Manual M13209Document18 pagesMultiplex Minimag Model RC Airplane Manual M13209Anett ÁrvaiNo ratings yet
- 110 BlockDocument2 pages110 BlockChuck AlexanderNo ratings yet
- Spark Outdoor Enclosure: Installation InstructionsDocument7 pagesSpark Outdoor Enclosure: Installation InstructionsTrongnghia Nick HuynhNo ratings yet
- Connector Modular Plug Amp Tyco XXX 8p8c Rj45 Shielded c6 XXX XXX Emt AssemblyDocument9 pagesConnector Modular Plug Amp Tyco XXX 8p8c Rj45 Shielded c6 XXX XXX Emt AssemblyarifNo ratings yet
- Manual Arranque NeumaticoDocument52 pagesManual Arranque NeumaticoSabry Socarrás AarónNo ratings yet
- SMR 301 WP Installation ManualDocument19 pagesSMR 301 WP Installation ManualCarlos de la VegaNo ratings yet
- 20 / 17 / 15 / 12 / 10 Meter Beam Antenna: Limited WarrantyDocument6 pages20 / 17 / 15 / 12 / 10 Meter Beam Antenna: Limited WarrantyMar CabNo ratings yet
- Detachable WindshieldDocument8 pagesDetachable WindshieldherbstNo ratings yet
- Pandrol DFC - Operation & Maintenance ManualDocument20 pagesPandrol DFC - Operation & Maintenance ManualOon Chee Koon100% (1)
- Sailor User ManualDocument157 pagesSailor User ManualEdwin NyangeNo ratings yet
- AA06058 Modificacion de La Caja de Resistencia Camion 129 y 130Document7 pagesAA06058 Modificacion de La Caja de Resistencia Camion 129 y 130Jose A. Basanta H.No ratings yet
- Mp3 Recording Usb TurntableDocument14 pagesMp3 Recording Usb TurntableleinaduoNo ratings yet
- 400 Watt Wind Turbine ÉOLIENNE 400 Watts Turbina Eólica de 400 WattsDocument39 pages400 Watt Wind Turbine ÉOLIENNE 400 Watts Turbina Eólica de 400 WattsCarlosIvanFerreiraMenesesNo ratings yet
- ASC Air Starter ST700 SeriesDocument29 pagesASC Air Starter ST700 SeriesLeonid KolesnikovNo ratings yet
- Fireball Ignition PDFDocument14 pagesFireball Ignition PDFLucian LeonteNo ratings yet
- Fleetlocate fl12Document8 pagesFleetlocate fl12ElFernandoNo ratings yet
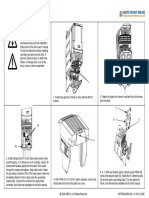
- ABB Drives ACS150 ACS350 Installation GuideDocument4 pagesABB Drives ACS150 ACS350 Installation GuideZakaria DjellabNo ratings yet
- Pace MSP 995Document14 pagesPace MSP 995bacteriaaaNo ratings yet
- 66 BLOCKS66M1-50 IIDocument2 pages66 BLOCKS66M1-50 IIdwzardNo ratings yet
- Pressure TransmitterDocument14 pagesPressure TransmitterSujoy ChoudhuryNo ratings yet
- Matrix FF InstallDocument22 pagesMatrix FF Installgcu93No ratings yet
- TP Pipe InstructionsDocument2 pagesTP Pipe InstructionsGregory FarleyNo ratings yet
- Amp Netconnect Amp-Twist 6S SL Jacks 1711160-2 and 1711342-2Document2 pagesAmp Netconnect Amp-Twist 6S SL Jacks 1711160-2 and 1711342-28cesar5No ratings yet
- Framatome Connector SeriesDocument5 pagesFramatome Connector SeriesO mecanicoNo ratings yet
- How To Fix Ignition Key / Heater Blower Problem On Xsara PicassoDocument6 pagesHow To Fix Ignition Key / Heater Blower Problem On Xsara PicassoGoran Kosic100% (2)
- Series GRP Nylon Powertrak Chain: Installation & Operation InstructionsDocument4 pagesSeries GRP Nylon Powertrak Chain: Installation & Operation InstructionsJose NadorNo ratings yet
- Neutral Grounding Resistors: Installation and Maintenance InstructionsDocument7 pagesNeutral Grounding Resistors: Installation and Maintenance Instructionsks_ramachandra7017No ratings yet
- TH 3jrs ManualDocument11 pagesTH 3jrs ManualOscar NavaNo ratings yet
- Speeddome Optima Indoor Installation Guide: Rasi SeriesDocument18 pagesSpeeddome Optima Indoor Installation Guide: Rasi Serieslucas7662No ratings yet
- Cummins ECM Connector Repair KitDocument10 pagesCummins ECM Connector Repair KitvmrvdnvNo ratings yet
- Radio Shack TRS-80 Expansion Interface: Operator's Manual Catalog Numbers: 26-1140, 26-1141, 26-1142From EverandRadio Shack TRS-80 Expansion Interface: Operator's Manual Catalog Numbers: 26-1140, 26-1141, 26-1142No ratings yet
- The IEE Wiring Regulations Explained and IllustratedFrom EverandThe IEE Wiring Regulations Explained and IllustratedRating: 4 out of 5 stars4/5 (14)
- Installation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitFrom EverandInstallation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitNo ratings yet
- Delco Radio Owner's Manual Model 633; Delcotron Generator InstallationFrom EverandDelco Radio Owner's Manual Model 633; Delcotron Generator InstallationNo ratings yet
- Sensores Basico MedicionDocument87 pagesSensores Basico MedicionaimerNo ratings yet
- Electronics Troubleshooting Ilt Switches/Sensors/Solenoids: Global Manpower DevelopmentDocument28 pagesElectronics Troubleshooting Ilt Switches/Sensors/Solenoids: Global Manpower DevelopmentaimerNo ratings yet
- Group 2 Operational Checks and Troubleshooting Group 2 Operational Checks and TroubleshootingDocument8 pagesGroup 2 Operational Checks and Troubleshooting Group 2 Operational Checks and TroubleshootingaimerNo ratings yet
- Workshop Manual: ScreedDocument49 pagesWorkshop Manual: ScreedaimerNo ratings yet
- Group 3 Tests and Adjustments Group 3 Tests and Adjustments: 1. Parking Brake Performance 1. Parking Brake PerformanceDocument2 pagesGroup 3 Tests and Adjustments Group 3 Tests and Adjustments: 1. Parking Brake Performance 1. Parking Brake PerformanceaimerNo ratings yet
- Section 5 Steering SystemDocument16 pagesSection 5 Steering SystemaimerNo ratings yet
- Group 3 Monitoring SystemDocument27 pagesGroup 3 Monitoring SystemaimerNo ratings yet
- CAN Bus DiagnosticoDocument29 pagesCAN Bus DiagnosticoaimerNo ratings yet
- TroubleshootingDocument45 pagesTroubleshootingInderNo ratings yet
- AudioProz Art MPA ModsDocument5 pagesAudioProz Art MPA ModsrashaanNo ratings yet
- OH110, OP110, HI110 Automatic Fire Detectors: Building TechnologiesDocument7 pagesOH110, OP110, HI110 Automatic Fire Detectors: Building TechnologiesMazenabs AbsNo ratings yet
- EVOM ManualDocument2 pagesEVOM ManualHouston WhiteNo ratings yet
- Owner'S Manual: Portable Air ConditionerDocument24 pagesOwner'S Manual: Portable Air ConditionerJairo LineroNo ratings yet
- Kajian Teknis Untuk Perubahan Kabel Feeder Trafo To LVMDPDocument4 pagesKajian Teknis Untuk Perubahan Kabel Feeder Trafo To LVMDPHendrias ari sujarwoNo ratings yet
- Electronic Circuit Analysis and Design-1Document20 pagesElectronic Circuit Analysis and Design-1abd syNo ratings yet
- Airmotor CatalogDocument33 pagesAirmotor CataloghawyegNo ratings yet
- Design of DC Power Supply Circuit: Experiment No - 5Document3 pagesDesign of DC Power Supply Circuit: Experiment No - 5Gautam Kumar DeepakNo ratings yet
- HTK Fortune Delivery NoteDocument3 pagesHTK Fortune Delivery NoteVu Duc QuangNo ratings yet
- Pressure Gauge - Isolator Valve Type AF 6: Nominal Size 6 Series 4X Maximum Operating Pressure 300 BarDocument4 pagesPressure Gauge - Isolator Valve Type AF 6: Nominal Size 6 Series 4X Maximum Operating Pressure 300 BarMSc Kostic MilosNo ratings yet
- Elevator Planning Guide (200804) PDFDocument32 pagesElevator Planning Guide (200804) PDFArky HarkyanNo ratings yet
- Troubleshooting The 604 (41TE) : CAUTION: BeforeDocument6 pagesTroubleshooting The 604 (41TE) : CAUTION: BeforejosueNo ratings yet
- Caterpillar - C32 - Parts Manual 3Document272 pagesCaterpillar - C32 - Parts Manual 3Verônica CristinaNo ratings yet
- User Manual 5 Axis Breakout BoardDocument10 pagesUser Manual 5 Axis Breakout BoardSonia SantamaríaNo ratings yet
- Hydraulic Torque Wrenches Repairing Services Rent PDFDocument3 pagesHydraulic Torque Wrenches Repairing Services Rent PDFlasdy.razoNo ratings yet
- Capacities of Various Plant and Machinery: 1. Dozer (D - 6)Document9 pagesCapacities of Various Plant and Machinery: 1. Dozer (D - 6)Abdul RafeyNo ratings yet
- 721b - Case Wheel Loader (North America) (03/93 - 12/98) 06 - Power Train 6-56 - Front Drive Shaft and Support BearingDocument3 pages721b - Case Wheel Loader (North America) (03/93 - 12/98) 06 - Power Train 6-56 - Front Drive Shaft and Support BearingCarla MendezNo ratings yet
- 6600-0343-000rev100 Manual Servicio Giraffe OmnibedDocument154 pages6600-0343-000rev100 Manual Servicio Giraffe OmnibedLORENA100% (1)
- How To Read A Motor NameplateDocument12 pagesHow To Read A Motor NameplateSreedharNo ratings yet
- Accessories Catalog Accessories Catalog: Dealer PricingDocument12 pagesAccessories Catalog Accessories Catalog: Dealer PricingRichNo ratings yet
- Reference Manual: Unilynx Indoor/OutdoorDocument77 pagesReference Manual: Unilynx Indoor/OutdoorAnonymous WD109UakyNo ratings yet
- Speaker Electrical Model IMPORTANTDocument6 pagesSpeaker Electrical Model IMPORTANTaudioblohmNo ratings yet
- Ds2211 Hil Io Board Dspace Catalog 2008Document6 pagesDs2211 Hil Io Board Dspace Catalog 2008Ram Krishan SharmaNo ratings yet
- TTM Single Aisle Line & Base Ata 25Document312 pagesTTM Single Aisle Line & Base Ata 25Jia DuoduoNo ratings yet