You might also like
- Tribology: Friction and Wear of Engineering MaterialsFrom EverandTribology: Friction and Wear of Engineering MaterialsRating: 5 out of 5 stars5/5 (1)
- Astm D792Document6 pagesAstm D792Aabraham Samraj Ponmani100% (1)
- Thermal Insulation Handbook for the Oil, Gas, and Petrochemical IndustriesFrom EverandThermal Insulation Handbook for the Oil, Gas, and Petrochemical IndustriesRating: 3.5 out of 5 stars3.5/5 (3)
- ASTM D570-98 (2010) E1 Standard Test Method For Water Absorption of Plastics PDFDocument4 pagesASTM D570-98 (2010) E1 Standard Test Method For Water Absorption of Plastics PDFalexintel50% (2)
- D6857Document5 pagesD6857DannyChaconNo ratings yet
- ASTM D2842 06 Water Absorption Test MethodDocument10 pagesASTM D2842 06 Water Absorption Test MethodAnonymous BXmahb50% (1)
- Astm d7272Document6 pagesAstm d7272Manuel ContrerasNo ratings yet
- Eco-efficient Rendering Mortars: Use of Recycled MaterialsFrom EverandEco-efficient Rendering Mortars: Use of Recycled MaterialsNo ratings yet
- Science Teacher's GuideDocument2 pagesScience Teacher's GuideEldie Ocariza100% (1)
- Testing of Packaging Manual - Keerthana DsecDocument31 pagesTesting of Packaging Manual - Keerthana DsecAbishek. KNo ratings yet
- FOT302:-Food Packaging Laboratory: Experiment:1Document16 pagesFOT302:-Food Packaging Laboratory: Experiment:1ANANYA SINGHNo ratings yet
- Testing Procedure For Packaging MaterialDocument9 pagesTesting Procedure For Packaging MaterialFerryTimothyNo ratings yet
- ASTM D 792 2013 6pDocument6 pagesASTM D 792 2013 6psandrasilvabr2124100% (1)
- D792Document6 pagesD792Pankaj KushwahaNo ratings yet
- Unit 13 Testing of Packaging Materials: StructureDocument29 pagesUnit 13 Testing of Packaging Materials: StructureAmresh SinghNo ratings yet
- Astm D1709-16ae1 Standard Test Methods For Impact Resistance of Plastic Film by The Free-Falling Dart MethodDocument9 pagesAstm D1709-16ae1 Standard Test Methods For Impact Resistance of Plastic Film by The Free-Falling Dart MethodHASSAN WASEEMNo ratings yet
- D 6207-97 Test Method For Dimensional Stability of Fabrics TDocument6 pagesD 6207-97 Test Method For Dimensional Stability of Fabrics TAnonymous UoRu4s0% (1)
- ASTM D 792 - 08 Densidad PolímerosDocument6 pagesASTM D 792 - 08 Densidad PolímerosDunia100% (1)
- Astm D570 PDFDocument3 pagesAstm D570 PDFYavuz Solmaz100% (1)
- Lab Assignment of PackagingDocument5 pagesLab Assignment of PackagingZarakhankhan KhanNo ratings yet
- Textile Nonwoven TestingDocument10 pagesTextile Nonwoven TestingSandeep Yadav100% (1)
- Comparison of Bond Strength or Ply Adhesion of Similar Laminates Made From Flexible MaterialsDocument3 pagesComparison of Bond Strength or Ply Adhesion of Similar Laminates Made From Flexible MaterialsAlevj Db100% (2)
- D 4491 - 99a Standard Test Methods For Water Permeability of Geotextiles by PermittivityDocument6 pagesD 4491 - 99a Standard Test Methods For Water Permeability of Geotextiles by PermittivityMario OlleroNo ratings yet
- PriDocument8 pagesPritubNo ratings yet
- Standard Test Procedures Manual: 1. Scope 1.1. Description of TestDocument4 pagesStandard Test Procedures Manual: 1. Scope 1.1. Description of TestOscar WaiharoNo ratings yet
- D 5199 - 9901 AstmDocument6 pagesD 5199 - 9901 AstmJordan ReyesNo ratings yet
- C367Document5 pagesC367dinhtung2210No ratings yet
- Determining The Water Vapor Sorption of Unfaced Mineral Fiber InsulationDocument3 pagesDetermining The Water Vapor Sorption of Unfaced Mineral Fiber Insulationdinhtung2210100% (1)
- D 829 - 97 Rdgyos05nw - PDFDocument5 pagesD 829 - 97 Rdgyos05nw - PDFomar alvaradoNo ratings yet
- C240Document4 pagesC240BeymerBustamanteMejía100% (1)
- Astm E96 1995Document10 pagesAstm E96 1995Kasra GolbanNo ratings yet
- ASTM-D570-98 - Water Absorption of Plastics1Document2 pagesASTM-D570-98 - Water Absorption of Plastics1Ruwan Sampath WickramathilakaNo ratings yet
- Tahapan Peel TestDocument6 pagesTahapan Peel TestricardoNo ratings yet
- Artikel Karton - EN - 416 - enDocument3 pagesArtikel Karton - EN - 416 - endie lutionNo ratings yet
- 14 Testing and Failure AnalysisDocument24 pages14 Testing and Failure AnalysisEdith Chavez LindosNo ratings yet
- Standard ASTM E96 Cup Method Water Vapor Permeability TestingDocument6 pagesStandard ASTM E96 Cup Method Water Vapor Permeability TestingSUPATTRA KLAYYANo ratings yet
- T 826Document6 pagesT 826burucuNo ratings yet
- Moisture ContentDocument3 pagesMoisture ContentAli RazuNo ratings yet
- Lab Report - Copy EditedDocument24 pagesLab Report - Copy EditedSaksham ShekhawatNo ratings yet
- Estimation of Water Sorptivity As Durability Index For Ultra High Strength Reactive Powder ConcreteDocument4 pagesEstimation of Water Sorptivity As Durability Index For Ultra High Strength Reactive Powder ConcreteyeshwanthvkumarNo ratings yet
- D 2726 - 00 Rdi3mjytukveDocument5 pagesD 2726 - 00 Rdi3mjytukveel kevinsio el kevinsoNo ratings yet
- Standard Test Method For Water Absorption of Plastics 1: March 2019Document5 pagesStandard Test Method For Water Absorption of Plastics 1: March 2019swapon kumar shillNo ratings yet
- Astm D 6111 - 03Document10 pagesAstm D 6111 - 03TONYNo ratings yet
- Bulk Specific Gravity of Compacted Bituminous Mixtures Using Water Displacement Measured by Pressure SensorDocument3 pagesBulk Specific Gravity of Compacted Bituminous Mixtures Using Water Displacement Measured by Pressure SensorWaleed AhmedNo ratings yet
- D7263.26013 Laboratorio Determinación de La Densidad (Peso Unitario) Del Suelo Las MuestrasDocument7 pagesD7263.26013 Laboratorio Determinación de La Densidad (Peso Unitario) Del Suelo Las MuestrasAlejandro Zambrano ValbuenaNo ratings yet
- D7263 8772 PDFDocument7 pagesD7263 8772 PDFjjjimenezbNo ratings yet
- Astm D1434 (1982)Document12 pagesAstm D1434 (1982)jtek0125% (4)
- ASTM D2583 Standard Testing Method of Measuring Hardness by Barcol Hardness MethodDocument8 pagesASTM D2583 Standard Testing Method of Measuring Hardness by Barcol Hardness MethodHASSAN WASEEMNo ratings yet
- Construction Fabrics: Test Procedure ForDocument9 pagesConstruction Fabrics: Test Procedure ForSaeedreza ZahNo ratings yet
- D 926 - 98 Rdkyni1sruqDocument5 pagesD 926 - 98 Rdkyni1sruqfadjarNo ratings yet
- Mapua University: Experiment No. 4BDocument9 pagesMapua University: Experiment No. 4BGeojanni PangibitanNo ratings yet
- Tappi 550Document8 pagesTappi 550Alberto Koji TakakuraNo ratings yet
- Scope: Official Test Method - 1981 REVISED - 1989 REVISED - 1997 © 1997 TAPPIDocument6 pagesScope: Official Test Method - 1981 REVISED - 1989 REVISED - 1997 © 1997 TAPPIGT-LUCAS BARCINo ratings yet
- Handbook of Adhesive Bonded Structural RepairFrom EverandHandbook of Adhesive Bonded Structural RepairRating: 5 out of 5 stars5/5 (1)
- Atmospheric Pressure Plasma Treatment of Polymers: Relevance to AdhesionFrom EverandAtmospheric Pressure Plasma Treatment of Polymers: Relevance to AdhesionNo ratings yet
- Localgovernmentads505 130123130757 Phpapp02Document7 pagesLocalgovernmentads505 130123130757 Phpapp02Salmah SolihinNo ratings yet
- GGH2603 TL101 3 2024 BDocument15 pagesGGH2603 TL101 3 2024 Bmogotlanem03No ratings yet
- ESEM 5554 Reflection 4Document3 pagesESEM 5554 Reflection 4nitiyahsegarNo ratings yet
- GenBio Q2 M1Document16 pagesGenBio Q2 M1Allaine BenitezNo ratings yet
- Job Interview ChecklistDocument1 pageJob Interview ChecklistTazNo ratings yet
- Brick SolingDocument13 pagesBrick SolingM ShahidNo ratings yet
- Placement Test: 'S Your First Name?Document16 pagesPlacement Test: 'S Your First Name?Davis PH100% (1)
- Supply of Steel Capping To Protect The Liner On Top.: Info@siproindia - inDocument4 pagesSupply of Steel Capping To Protect The Liner On Top.: Info@siproindia - inVivek SardaNo ratings yet
- Premchand: A Guileless Portrayer of Life: DR Dinesh SharmaDocument3 pagesPremchand: A Guileless Portrayer of Life: DR Dinesh SharmadanielleNo ratings yet
- Biological Science Class 11 SyllabusDocument10 pagesBiological Science Class 11 SyllabusSwapnil Das HCS - 46No ratings yet
- Message History DetailsDocument1 pageMessage History Detailsdan maverrickNo ratings yet
- Review of Composite Materials and Applications: M.K.S.SaiDocument7 pagesReview of Composite Materials and Applications: M.K.S.SaiTejas shastrakarNo ratings yet
- SNIE 1012 PDF Rift VDocument32 pagesSNIE 1012 PDF Rift VUkash sukarmanNo ratings yet
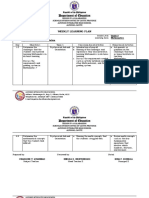
- G7-WLP-Q1-Week 1-August 22-26Document2 pagesG7-WLP-Q1-Week 1-August 22-26charlene quiambaoNo ratings yet
- RADAR DetectionDocument7 pagesRADAR DetectionHải vlogNo ratings yet
- (Ebook pdf) Essentials of Business Communication 11e. Edition Mary Ellen Guffey - eBook PDF all chapterDocument69 pages(Ebook pdf) Essentials of Business Communication 11e. Edition Mary Ellen Guffey - eBook PDF all chapterroilannennu100% (6)
- 1 s2.0 S0039914023007051 MainDocument12 pages1 s2.0 S0039914023007051 MainAARON BENJAMIN QUISPE ROMERONo ratings yet
- Overcoming Fears EssayDocument3 pagesOvercoming Fears Essayapi-554197506No ratings yet
- BS1 Semester Course: Functional English Lecturer: Rohma Mumtaz KhanDocument22 pagesBS1 Semester Course: Functional English Lecturer: Rohma Mumtaz KhanSana KhanNo ratings yet
- Wanted A Chaperon 1Document23 pagesWanted A Chaperon 1jeffersonsabater61No ratings yet
- CMT 209 Lecture8Document29 pagesCMT 209 Lecture8elisha kiprotichNo ratings yet
- Lesson PlansDocument12 pagesLesson Plansapi-282722668No ratings yet
- FEU Institute of Technology: Laboratory Report #8Document4 pagesFEU Institute of Technology: Laboratory Report #8piknikmonsterNo ratings yet
- 10 Minutes Speech On Ambedkar LifeDocument2 pages10 Minutes Speech On Ambedkar LifeMarupakaNo ratings yet
- REPUBLIC ACT NO. 11038, June 22, 2018Document28 pagesREPUBLIC ACT NO. 11038, June 22, 2018Kiko MiloNo ratings yet
- Per - Se - Menu Sept 1 2022Document2 pagesPer - Se - Menu Sept 1 2022Thomas SoonNo ratings yet
- PPTDocument11 pagesPPTHerlinda SianturiNo ratings yet
- Xbox 360 Error CodesDocument6 pagesXbox 360 Error CodesTOM2-TOM20% (3)
- AP German SyllabusDocument20 pagesAP German SyllabusAliBaranIşıkNo ratings yet