You might also like
- Materials Data for Cyclic Loading: Low-Alloy SteelsFrom EverandMaterials Data for Cyclic Loading: Low-Alloy SteelsRating: 5 out of 5 stars5/5 (2)
- Torque Details-Hex Bolt DIN 933Document2 pagesTorque Details-Hex Bolt DIN 933coolkaisy100% (3)
- MTO Hymn BookDocument284 pagesMTO Hymn BookEcosqin Beauty92% (12)
- Beam On Elastic Foundation-Finite ElementDocument29 pagesBeam On Elastic Foundation-Finite ElementrymacNo ratings yet
- Online Admission SystemDocument157 pagesOnline Admission Systemmikkijain100% (1)
- Base Plate & Anchor Bolt - BP1Document20 pagesBase Plate & Anchor Bolt - BP1munishant1No ratings yet
- Anki Guide For Medical StudentsDocument6 pagesAnki Guide For Medical StudentspchamessNo ratings yet
- Fire DynamicsDocument11 pagesFire DynamicsSelvakumar BalachandranNo ratings yet
- Farm Structure NotesDocument150 pagesFarm Structure NotesAnnebo Tayebwa96% (25)
- Tightening Torques PDFDocument1 pageTightening Torques PDFlaweenceNo ratings yet
- Setting Time - Vicat Needle ASTM C 191Document10 pagesSetting Time - Vicat Needle ASTM C 191alex_g00dy100% (1)
- Cpar M2Document64 pagesCpar M2Allan AñonuevoNo ratings yet
- Module 1 Assessment in Learning 2 A RivadDocument20 pagesModule 1 Assessment in Learning 2 A RivadAshley Delmundo100% (1)
- Moment Strangere InoxDocument1 pageMoment Strangere Inoxtracam500100% (1)
- Din 933Document2 pagesDin 933Sugumar0% (1)
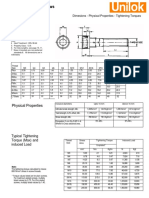
- High Tensile: Hexagon Head Setscrews Fine Pitch EN ISO 8676 (DIN 961)Document2 pagesHigh Tensile: Hexagon Head Setscrews Fine Pitch EN ISO 8676 (DIN 961)jaison jacobNo ratings yet
- NutsDocument8 pagesNutsGerry Dan ChanliongcoNo ratings yet
- Datasheet KMDocument1 pageDatasheet KMFrancisco SanchezNo ratings yet
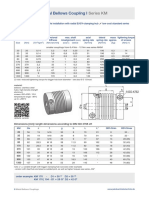
- Metal Bellows Coupling I: Series KMDocument1 pageMetal Bellows Coupling I: Series KMIsmael RiosNo ratings yet
- Combined Bearing/Freewheel - CSK - CSK..2RS - Stieber ClutchDocument2 pagesCombined Bearing/Freewheel - CSK - CSK..2RS - Stieber ClutchborischechenkoNo ratings yet
- Socket Head Cap ScrewDocument4 pagesSocket Head Cap ScrewsarbiniNo ratings yet
- BEL - Confirmation - 130420 WITH QUANTITYDocument4 pagesBEL - Confirmation - 130420 WITH QUANTITYSHUBHAM SHUKLANo ratings yet
- 0-00-000-0048-50 R SCW/PHD/COMBI/M2.5x6/MS/ZBP 2 0 M110016BO0A R Screw Allen M4 X 16 ZP 8 0 4 0 0 0 0 0 0 0 0 0 0 0 0Document4 pages0-00-000-0048-50 R SCW/PHD/COMBI/M2.5x6/MS/ZBP 2 0 M110016BO0A R Screw Allen M4 X 16 ZP 8 0 4 0 0 0 0 0 0 0 0 0 0 0 0SHUBHAM SHUKLANo ratings yet
- Stieber CSK35-M-C5Document2 pagesStieber CSK35-M-C5Johnatas GamaNo ratings yet
- 5 Dicharge End 4 Burning Zone 1 Feed End 2 Preheating Zone 3 Calcining ZoneDocument1 page5 Dicharge End 4 Burning Zone 1 Feed End 2 Preheating Zone 3 Calcining ZoneJOELMAX10111No ratings yet
- Bearings For Screw DrivesDocument10 pagesBearings For Screw DrivesTravis DavisNo ratings yet
- Es PM FW0009 2016Document5 pagesEs PM FW0009 2016陳相如No ratings yet
- 06-STRUTURAL BOLT & NUT As Per A490MDocument1 page06-STRUTURAL BOLT & NUT As Per A490MSaravan KumarNo ratings yet
- Parafuso Cabeça Cilíndrica Com Sextavado Interno - Série Métrica PDFDocument1 pageParafuso Cabeça Cilíndrica Com Sextavado Interno - Série Métrica PDFOliver OliveiraNo ratings yet
- Parafuso Cabeça Cilíndrica Com Sextavado Interno - Série Métrica PDFDocument1 pageParafuso Cabeça Cilíndrica Com Sextavado Interno - Série Métrica PDFOliver OliveiraNo ratings yet
- HSFG Part II Bolt & NutDocument1 pageHSFG Part II Bolt & NutvpjagannaathNo ratings yet
- Beam On Elastic Foundation-Finite ElementDocument29 pagesBeam On Elastic Foundation-Finite ElementamindammakNo ratings yet
- τεχνικά χαρακτηριστικά τριφασικών ασύγχρονων κινητήρων βραχυκυκλωμένου δρομέα (κέλυφος χυτοσιδήρου) (Κατάλογος Βαλιάδη)Document32 pagesτεχνικά χαρακτηριστικά τριφασικών ασύγχρονων κινητήρων βραχυκυκλωμένου δρομέα (κέλυφος χυτοσιδήρου) (Κατάλογος Βαλιάδη)jkgrNo ratings yet
- Installation Instructions Input/Output Chokes (FSD To FSF)Document2 pagesInstallation Instructions Input/Output Chokes (FSD To FSF)Uno MariconNo ratings yet
- Beam On Elastic Foundation-Finite ElementDocument29 pagesBeam On Elastic Foundation-Finite ElementHHTNo ratings yet
- TIEIG 2023 - Twin Washers & Disc SpringsDocument24 pagesTIEIG 2023 - Twin Washers & Disc SpringsHülya Kula ÇİÇEKÇİNo ratings yet
- Carbon Hollow Bar ST 52Document2 pagesCarbon Hollow Bar ST 52JeganeswaranNo ratings yet
- Datasheet KMDocument1 pageDatasheet KMAlexander DíazNo ratings yet
- Nicolas Cavalcante - ProtendidoDocument20 pagesNicolas Cavalcante - ProtendidoNicolas CavalcanteNo ratings yet
- Beam On Elastic Foundation-Finite ElementDocument29 pagesBeam On Elastic Foundation-Finite ElementMd. Mahmudle HassanNo ratings yet
- Spring Lock Washer Dimensions-DIN-128-A-ENDocument1 pageSpring Lock Washer Dimensions-DIN-128-A-ENivanNo ratings yet
- Wa0001Document6 pagesWa0001Jony RodriguezNo ratings yet
- Hex NutsDocument10 pagesHex Nutsjaskaran singhNo ratings yet
- Mv. Adriani: Bulk CarrierDocument33 pagesMv. Adriani: Bulk CarrierHazemy putraNo ratings yet
- 04-Strutural Bolt & Nut As Per A325mDocument1 page04-Strutural Bolt & Nut As Per A325mSaravan KumarNo ratings yet
- High Tensile Bolts TechnicalDocument6 pagesHigh Tensile Bolts Technicalventhan_kalaiNo ratings yet
- DIN 7980 - Saibe Grower PDFDocument1 pageDIN 7980 - Saibe Grower PDFCorciu ValentinNo ratings yet
- Holding Down Bolts BS 7419 (Square Square) : Grade 4.6 & 8.8Document2 pagesHolding Down Bolts BS 7419 (Square Square) : Grade 4.6 & 8.8Thilan SenarathneNo ratings yet
- Stieber Type Csk-Csk2rs-EnDocument2 pagesStieber Type Csk-Csk2rs-Ena04205No ratings yet
- 1587 4 PDFDocument1 page1587 4 PDFQA QCNo ratings yet
- Hexagon Domed Cap Nuts: High TypeDocument1 pageHexagon Domed Cap Nuts: High TypeQA QCNo ratings yet
- Load Vs Settlement-12.xlsx - GroupDocument4 pagesLoad Vs Settlement-12.xlsx - GroupNeelakantamNo ratings yet
- Tugas Uji Tarik FixDocument15 pagesTugas Uji Tarik FixANDINTA MUDA YUSUFNo ratings yet
- Muermann b4 Fork End Connector Pin Gusset Plate 460Document1 pageMuermann b4 Fork End Connector Pin Gusset Plate 460Nargis KhanNo ratings yet
- JIS KIS Flange Product Range CatalogueDocument8 pagesJIS KIS Flange Product Range CatalogueAsep DarojatNo ratings yet
- Appendix Technical Data & Dimensions: Multistrand Post-TensioningDocument18 pagesAppendix Technical Data & Dimensions: Multistrand Post-TensioningCamilo Andres TorresNo ratings yet
- Catalog Standard Motor LTS PDFDocument20 pagesCatalog Standard Motor LTS PDFYogesh BadheNo ratings yet
- Datasheet KPPDocument1 pageDatasheet KPPRogelio LiceaNo ratings yet
- Nyy 0,6/1 KV Technical - DataDocument24 pagesNyy 0,6/1 KV Technical - DataDavi RumusNo ratings yet
- HDAP-OFDM Dimming PDFDocument1 pageHDAP-OFDM Dimming PDFRashed IslamNo ratings yet
- Blower - TrundeanDocument5 pagesBlower - Trundeanwaterlink.faysalNo ratings yet
- Hardy Cross Method Solved ExampleDocument4 pagesHardy Cross Method Solved ExamplejajajajNo ratings yet
- Hydro BonjeanDocument34 pagesHydro Bonjeanarqhab walzthyNo ratings yet
- PIP-10346044 2022/ 02/21 21:14: 18-05: 00 SSNR3130 © 2022 Ca Terpi Llar Inc - Caterpi Llar: Confi Dentia L Gre enDocument3 pagesPIP-10346044 2022/ 02/21 21:14: 18-05: 00 SSNR3130 © 2022 Ca Terpi Llar Inc - Caterpi Llar: Confi Dentia L Gre enJuan Ricardo Bolivar PilcoNo ratings yet
- Cpi STD Eam 20Document24 pagesCpi STD Eam 20RajendraNo ratings yet
- British Commercial Computer Digest: Pergamon Computer Data SeriesFrom EverandBritish Commercial Computer Digest: Pergamon Computer Data SeriesNo ratings yet
- School-Based Management (SBM) Validation: Division of BukidnonDocument20 pagesSchool-Based Management (SBM) Validation: Division of BukidnonMarcus JuanNo ratings yet
- Lesson 5 - Value of ResearchDocument10 pagesLesson 5 - Value of ResearchAiko CunananNo ratings yet
- 1.000 Sentence Buiding - Thi Chuyên HSG L P 9, 10...Document63 pages1.000 Sentence Buiding - Thi Chuyên HSG L P 9, 10...Xoăn TrầnNo ratings yet
- JHS LCP English Grade 7 10Document25 pagesJHS LCP English Grade 7 10Daryl RiveraNo ratings yet
- Tech SeminarDocument22 pagesTech SeminarSINCHANA H CNo ratings yet
- Emperor OS New Features v2Document27 pagesEmperor OS New Features v2Saqib HussainNo ratings yet
- Wa0003 PDFDocument15 pagesWa0003 PDFMuntandwe georgeNo ratings yet
- Computing Fundamentals: Dr. Muhammad Yousaf HamzaDocument62 pagesComputing Fundamentals: Dr. Muhammad Yousaf HamzaAr rehmanNo ratings yet
- PRC Form DAVEDocument1 pagePRC Form DAVEDave Sayson33% (3)
- Technology TimelineDocument2 pagesTechnology TimelineEllarie RyalsNo ratings yet
- Art History Research PosterDocument10 pagesArt History Research Posterapi-259714129No ratings yet
- Future Comunication Infrastructure EctlDocument18 pagesFuture Comunication Infrastructure Ectlyasuni1000No ratings yet
- Syllabus of 2nd Year LMD English at ENS Algeria Semster 4Document363 pagesSyllabus of 2nd Year LMD English at ENS Algeria Semster 4belbachir100% (1)
- Case Study On BoeingDocument12 pagesCase Study On BoeingshahraashidNo ratings yet
- Steam Iron: MM 433: Manufacturing Processes SeminarDocument35 pagesSteam Iron: MM 433: Manufacturing Processes SeminarPrasoon MeenaNo ratings yet
- Shrink FittingDocument26 pagesShrink FittingmaheshkbandariNo ratings yet
- 4 Using Gaussian Elimination: Column Space, Nullspace, Rank, Nullity, Linear Independence, Inverse MatrixDocument14 pages4 Using Gaussian Elimination: Column Space, Nullspace, Rank, Nullity, Linear Independence, Inverse Matrixmcs mNo ratings yet
- 영상센서신호의잡음분석을이용한위성용전자광학탑재체의신호대잡음비개선방법Document11 pages영상센서신호의잡음분석을이용한위성용전자광학탑재체의신호대잡음비개선방법최지웅No ratings yet
- Digital MarketingDocument8 pagesDigital MarketingYounus ahmedNo ratings yet
- Front Elevation: 760 M.M Above Roof SurfaceDocument1 pageFront Elevation: 760 M.M Above Roof SurfaceAbid AyubNo ratings yet
- Identical ParticlesDocument11 pagesIdentical ParticlesShams ShamsNo ratings yet
- Cobox Dinrail: Installation GuideDocument43 pagesCobox Dinrail: Installation GuideXaoc KabataNo ratings yet