You might also like
- Flip Chip On Standard Lead Frame: Laminate Performance at Lower CostDocument4 pagesFlip Chip On Standard Lead Frame: Laminate Performance at Lower CostlongNo ratings yet
- Gain-Cell Embedded DRAMs for Low-Power VLSI Systems-on-ChipFrom EverandGain-Cell Embedded DRAMs for Low-Power VLSI Systems-on-ChipNo ratings yet
- Achieving A Successful ENIG Finished PCB Under Revision A of IPC 4552 SMTAI 2017 PaperDocument10 pagesAchieving A Successful ENIG Finished PCB Under Revision A of IPC 4552 SMTAI 2017 Papercsyan1No ratings yet
- Manufacturing: Sic Power Electronics For Variable Frequency Motor DrivesDocument5 pagesManufacturing: Sic Power Electronics For Variable Frequency Motor DrivesTumenbayar LkhagvatserenNo ratings yet
- 1998-Chip Scale Package Joint Integrity of CSP Under Isothermal AgingDocument6 pages1998-Chip Scale Package Joint Integrity of CSP Under Isothermal AgingsanmushizjuNo ratings yet
- Sir Ecm Testing Soldering Materials SmtaDocument4 pagesSir Ecm Testing Soldering Materials SmtaAdair NettoNo ratings yet
- Chapter-1 Wireless Communication - Laser CommunicationDocument56 pagesChapter-1 Wireless Communication - Laser Communicationyash_dk20083706No ratings yet
- What Is ABF PCBDocument4 pagesWhat Is ABF PCBjackNo ratings yet
- LCD WhitePaper D3Document9 pagesLCD WhitePaper D3sefudanNo ratings yet
- 1817-SanDiegoCPMTDL Lau AdvancedpackagingDocument111 pages1817-SanDiegoCPMTDL Lau AdvancedpackagingPiyush ParasharNo ratings yet
- Design of Radix-4 Signed Digit Encoding for Pre-Encoded MultipliersDocument6 pagesDesign of Radix-4 Signed Digit Encoding for Pre-Encoded MultipliersKanak KujurNo ratings yet
- The RF Reader ADIDocument88 pagesThe RF Reader ADIyuri_bvNo ratings yet
- Reliability of Electrically Conductive Adhesive Joints For Surface Mount Applications A Summary of T-HLZ PDFDocument11 pagesReliability of Electrically Conductive Adhesive Joints For Surface Mount Applications A Summary of T-HLZ PDFjulio perezNo ratings yet
- Next-Gen Power Supplies - Design for ManufacturabilityDocument14 pagesNext-Gen Power Supplies - Design for Manufacturabilitycontateste123No ratings yet
- System in Package Versus System On ChipDocument8 pagesSystem in Package Versus System On ChipAnandt886No ratings yet
- A 5.2 GB S Receiver For Next-Generation 8K Displays in 180 NM CMOS ProcessDocument11 pagesA 5.2 GB S Receiver For Next-Generation 8K Displays in 180 NM CMOS Process王国庆No ratings yet
- Cadence 3DICDocument9 pagesCadence 3DICRamakrishnaRao SoogooriNo ratings yet
- 2101PCDFCADocument61 pages2101PCDFCAPCB GatewayNo ratings yet
- DocumentDocument13 pagesDocumentFarid AhmadNo ratings yet
- Factors To Consider Before Chip On Board ManufacturingDocument5 pagesFactors To Consider Before Chip On Board ManufacturingjackNo ratings yet
- CCD Vs CMOSDocument4 pagesCCD Vs CMOSdarkdecoderNo ratings yet
- A 1.2-V 162.9-Pj/cycle Bitmap Index Creation Core With 0.31-Pw/bit Standby Power On 65-nm SOTBDocument5 pagesA 1.2-V 162.9-Pj/cycle Bitmap Index Creation Core With 0.31-Pw/bit Standby Power On 65-nm SOTBYatheesh KaggereNo ratings yet
- Flip Chip Challenges: Substrate TechnologyDocument6 pagesFlip Chip Challenges: Substrate TechnologyvaltemaNo ratings yet
- Recent Developments in Panel Level Packaging-IEEEDocument7 pagesRecent Developments in Panel Level Packaging-IEEEatulNo ratings yet
- SoC IC Basics: Five Tradeoffs for SoC Design Performance, Area, Power, Reliability & ConfigurabilityDocument46 pagesSoC IC Basics: Five Tradeoffs for SoC Design Performance, Area, Power, Reliability & ConfigurabilityUdayaJasperNo ratings yet
- DesignGuide Flex-RigidDocument8 pagesDesignGuide Flex-RigidkokakikiNo ratings yet
- EPAS10ADocument58 pagesEPAS10APaul MonroidNo ratings yet
- VISA: Integration of Electronic Components in PCB Based Technology For Automotive ElectronicsDocument3 pagesVISA: Integration of Electronic Components in PCB Based Technology For Automotive ElectronicskmcablacNo ratings yet
- Boston Design For Reliability 2015-06-03Document239 pagesBoston Design For Reliability 2015-06-03Julion2009No ratings yet
- 3D Ics With Tsvs-Design Challenges and Requirements: Introductio NDocument11 pages3D Ics With Tsvs-Design Challenges and Requirements: Introductio NphanindrabodduNo ratings yet
- What Is The Importance of Optical PCBDocument12 pagesWhat Is The Importance of Optical PCBjackNo ratings yet
- Wafer Level CSP Overview Fillion 2011Document36 pagesWafer Level CSP Overview Fillion 2011Sandra FillionNo ratings yet
- Applications and ChallengeDocument7 pagesApplications and ChallengeIdzdihar IdrisNo ratings yet
- CMOS Technology and Logic Gates: Only 15,432,758 More Mosfets To Do..Document37 pagesCMOS Technology and Logic Gates: Only 15,432,758 More Mosfets To Do..Raghu RamNo ratings yet
- Ring Amplifiers For Switched Capacitor CircuitsDocument15 pagesRing Amplifiers For Switched Capacitor CircuitsJack KangNo ratings yet
- Building-In Reliability in BCD (Bipolar-CMOS-DMOS) TechnologiesDocument5 pagesBuilding-In Reliability in BCD (Bipolar-CMOS-DMOS) TechnologiessamactrangNo ratings yet
- Multi-Die Packaging and Thermal Superposition Modeling: Top Die Cup TSV C4 SubstrateDocument5 pagesMulti-Die Packaging and Thermal Superposition Modeling: Top Die Cup TSV C4 SubstrateyadamyugandharNo ratings yet
- Integrated circuit testing: History, current status and future trendsDocument25 pagesIntegrated circuit testing: History, current status and future trendsAjla Pašalić-MedarićNo ratings yet
- Surface Mount Instructions For QFN / DFN and LGA Laminate PackagesDocument20 pagesSurface Mount Instructions For QFN / DFN and LGA Laminate PackagesYumnaNo ratings yet
- STA CornersDocument39 pagesSTA Cornerscannister100% (1)
- 138 DraftDocument36 pages138 DraftPhola PatulinNo ratings yet
- Fabrication and Assembly of Cu RDL Based 25 D Low Cost Through Silicon Interposer LC Tsi 2Document9 pagesFabrication and Assembly of Cu RDL Based 25 D Low Cost Through Silicon Interposer LC Tsi 2Hao SuenNo ratings yet
- Imaps Dev Pack 20 Eda PerspectiveDocument22 pagesImaps Dev Pack 20 Eda PerspectiveaakjsdflkjlahsNo ratings yet
- 具有嵌入式渐变折射率玻璃波导和光纤 - 柔性端接的大型光学背板Document12 pages具有嵌入式渐变折射率玻璃波导和光纤 - 柔性端接的大型光学背板jianan yaoNo ratings yet
- Electronic PackagingDocument54 pagesElectronic PackagingAdelle Lyn Carlos100% (1)
- OLED Manufacturing Challenges: Jeff SpindlerDocument16 pagesOLED Manufacturing Challenges: Jeff SpindlerinzanerNo ratings yet
- Applied SciencesDocument14 pagesApplied SciencesPaulo A. Guevara PolaníaNo ratings yet
- A 6.5-12.5-Gbs Half-Rate Single-Loop All-Digital CDRDocument11 pagesA 6.5-12.5-Gbs Half-Rate Single-Loop All-Digital CDRMinh KhangNo ratings yet
- The Extraction and Measurement of On-Die Impedance For Power Delivery AnalysisDocument4 pagesThe Extraction and Measurement of On-Die Impedance For Power Delivery Analysissabkumar.rNo ratings yet
- 1 14 - p16 - The Physical Layer in The Can FD WorldDocument4 pages1 14 - p16 - The Physical Layer in The Can FD WorldChihming HungNo ratings yet
- Thermal and Mechanical Analysis of Imaging Ball Grid Array Image Sensor Package. ConferencepdfDocument6 pagesThermal and Mechanical Analysis of Imaging Ball Grid Array Image Sensor Package. ConferencepdfFaiza FatihaNo ratings yet
- Electrical Package Trends and TechnologiesDocument17 pagesElectrical Package Trends and TechnologiesMichael KaoNo ratings yet
- DFT 1Document1 pageDFT 1AkshadNo ratings yet
- Design and Demonstration of Glass Panel Embedding For 3d System Packages For Heterogeneous Integration ApplicationsDocument12 pagesDesign and Demonstration of Glass Panel Embedding For 3d System Packages For Heterogeneous Integration ApplicationsnanozordprimeNo ratings yet
- What Is IPC-2221 StandardDocument6 pagesWhat Is IPC-2221 StandardjackNo ratings yet
- advanced pcb techniques latest technologiesDocument7 pagesadvanced pcb techniques latest technologiesEmil Valentin TomaNo ratings yet
- DesignGuide Flex-RigidDocument8 pagesDesignGuide Flex-RigidStas KatzirNo ratings yet
- Saes T 625Document8 pagesSaes T 625luke luckyNo ratings yet
- A Simulation Case Study of Production Planning and Control in Printed Wiring Board ManufacturingDocument4 pagesA Simulation Case Study of Production Planning and Control in Printed Wiring Board ManufacturingTwinkle BiswasNo ratings yet
- Lean ManufacturingDocument29 pagesLean ManufacturingltcmenishadNo ratings yet
- Profiling Software 2G User Manual 4.3Document138 pagesProfiling Software 2G User Manual 4.3Xuan HoangNo ratings yet
- TechInfo HC 100804e - 120131Document3 pagesTechInfo HC 100804e - 120131Xuan HoangNo ratings yet
- Technomelt Pa 6344 (E) : Technical Data SheetDocument2 pagesTechnomelt Pa 6344 (E) : Technical Data SheetXuan HoangNo ratings yet
- Lead-Free Wave Soldering Process OptimizationDocument15 pagesLead-Free Wave Soldering Process OptimizationXuan HoangNo ratings yet
- Troubleshooting Common Solder Paste Printing IssuesDocument44 pagesTroubleshooting Common Solder Paste Printing IssuesXuan HoangNo ratings yet
- Solder Profile For Wave Soldering Process: We Provide SolutionsDocument1 pageSolder Profile For Wave Soldering Process: We Provide SolutionsXuan HoangNo ratings yet
- Effect of Squeegee Blade On Solder Paste Print QualityDocument7 pagesEffect of Squeegee Blade On Solder Paste Print QualityXuan HoangNo ratings yet
- Materials: Fferent Cooling RatesDocument11 pagesMaterials: Fferent Cooling RatesXuan HoangNo ratings yet
- Solder Reflow LeadFreeDocument4 pagesSolder Reflow LeadFreefox7878No ratings yet
- Hand Soldering BasicsDocument6 pagesHand Soldering BasicsCataNo ratings yet
- Ipc-Tm-650 Test Methods ManualDocument5 pagesIpc-Tm-650 Test Methods ManualXuan HoangNo ratings yet
- SKBIF / LCD Monitor-NGC - Troubleshooting Guide: LAST UPDATED: 12/11/2018Document9 pagesSKBIF / LCD Monitor-NGC - Troubleshooting Guide: LAST UPDATED: 12/11/2018dhanysiregarNo ratings yet
- PCUDocument444 pagesPCUthanhbdtNo ratings yet
- Curriculum Vitae OptimizationDocument2 pagesCurriculum Vitae Optimizationgautam batraNo ratings yet
- GMLAB RONDO' DIGITAL STRING MACHINE GUIDEDocument14 pagesGMLAB RONDO' DIGITAL STRING MACHINE GUIDEJames SpadavecchiaNo ratings yet
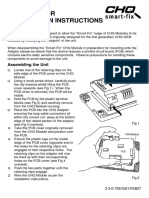
- Hochiki CHQ-ADAPTOR installation instructionsDocument2 pagesHochiki CHQ-ADAPTOR installation instructionsAngel HernandezNo ratings yet
- Sa Akx92 (SM) PDFDocument157 pagesSa Akx92 (SM) PDFRex Banks0% (1)
- Thermo Generator PackageDocument13 pagesThermo Generator PackagedudulemarcNo ratings yet
- Rotary Switch PDFDocument4 pagesRotary Switch PDFasdfadgNo ratings yet
- CEILING MOUNT PIR INTRUSION DETECTOR GUIDEDocument2 pagesCEILING MOUNT PIR INTRUSION DETECTOR GUIDEAniket dubeyNo ratings yet
- Panasonic CQ C1101uDocument30 pagesPanasonic CQ C1101uMartin Horacio PaolettiNo ratings yet
- Ipc 7093Document7 pagesIpc 7093Lina Gan0% (1)
- AT89C2051 Traffic Light ControllerDocument39 pagesAT89C2051 Traffic Light ControllerNagesh RayNo ratings yet
- Online Free Course in Mobile Repairing (Card & Chip Level Training)Document80 pagesOnline Free Course in Mobile Repairing (Card & Chip Level Training)Priyanka VikrantNo ratings yet
- Altium DesignerDocument8 pagesAltium Designerizzati_2607No ratings yet
- Consumer Electronics Servicing: K To 12 Basic Education CurriculumDocument41 pagesConsumer Electronics Servicing: K To 12 Basic Education CurriculumCHESTER ALLAN MENDEZ100% (1)
- Service Manual: /mitsubishiDocument103 pagesService Manual: /mitsubishiAnonymous JVDPmJ0NNo ratings yet
- LG 29MT44D LA40A Schematic Diagram and Service ManualDocument33 pagesLG 29MT44D LA40A Schematic Diagram and Service Manualaze1959No ratings yet
- Woodward Installation & OperationDocument34 pagesWoodward Installation & OperationRiRie RamLee100% (2)
- MS - SC Akx12lb KDocument121 pagesMS - SC Akx12lb KCarlos ZavarceNo ratings yet
- Casio px-130 Ver.4 SMDocument60 pagesCasio px-130 Ver.4 SMPoon Electronic Training CentreNo ratings yet
- Spec - Dappro 16Mb SRAM - 5V - QFP68Document23 pagesSpec - Dappro 16Mb SRAM - 5V - QFP68Deepa DevarajNo ratings yet
- IC-920/-922 Ignition Controller With Servlink: Technical Manual 26263 (Revision F, 3/2017)Document106 pagesIC-920/-922 Ignition Controller With Servlink: Technical Manual 26263 (Revision F, 3/2017)hedayatNo ratings yet
- Aoyue 866 Datasheet PDFDocument10 pagesAoyue 866 Datasheet PDFАмид ВиртNo ratings yet
- Sony Video Camera Manual PDFDocument118 pagesSony Video Camera Manual PDFGary Hoehler100% (1)
- SEMIKRON Shortform-Catalogue 2016-05-01 enDocument111 pagesSEMIKRON Shortform-Catalogue 2016-05-01 enTahar BenacherineNo ratings yet
- P42A202Document84 pagesP42A202Rex Banks0% (2)
- Brother LX 180, 200, 900, 910d Parts ManualDocument32 pagesBrother LX 180, 200, 900, 910d Parts ManualstevanreljicNo ratings yet
- Akx 14Document116 pagesAkx 14Edgard DelRio100% (1)
- Tank II Service ManualDocument34 pagesTank II Service ManualMarco FerreiraNo ratings yet
- Sil Pad Selection GuideDocument103 pagesSil Pad Selection GuideTheBergquistCompanyNo ratings yet