You might also like
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- 2 - Different Types of Theoritical Unit, Pendulam Theory of Fashion, Theoritical FrameworkDocument131 pages2 - Different Types of Theoritical Unit, Pendulam Theory of Fashion, Theoritical FrameworkMomtaz Islam SobujNo ratings yet
- Saha 2014Document6 pagesSaha 2014Momtaz Islam SobujNo ratings yet
- 3-Theory, Types of Research, Scientific Process, Pendulum Fashion, Theoretical FrameworkDocument52 pages3-Theory, Types of Research, Scientific Process, Pendulum Fashion, Theoretical FrameworkMomtaz Islam SobujNo ratings yet
- Digital Electronics in Fibres Enable Fabric-Based Machine-Learning InferenceDocument9 pagesDigital Electronics in Fibres Enable Fabric-Based Machine-Learning InferenceMomtaz Islam SobujNo ratings yet
- Jteft 04 00139Document8 pagesJteft 04 00139Momtaz Islam SobujNo ratings yet
- Pilling Resistance PropertiesDocument6 pagesPilling Resistance PropertiesMomtaz Islam SobujNo ratings yet
- Facile MetallizationDocument9 pagesFacile MetallizationMomtaz Islam SobujNo ratings yet
- @high Frequency Properties of Electro-Textiles For Wearable Antenna ApplicationsDocument9 pages@high Frequency Properties of Electro-Textiles For Wearable Antenna ApplicationsMomtaz Islam SobujNo ratings yet
- @kinetic Electronic GarmentsDocument4 pages@kinetic Electronic GarmentsMomtaz Islam SobujNo ratings yet
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Proban - TM - Manual de Probabilidade - VeritasDocument128 pagesProban - TM - Manual de Probabilidade - VeritasEverson VieiraNo ratings yet
- Being Digital at The Core: Finacle Core Banking SolutionDocument24 pagesBeing Digital at The Core: Finacle Core Banking SolutionAhaisibwe GeofreyNo ratings yet
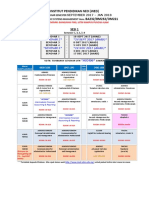
- Institut Pendidikan Neo (Ined) BA232/BM232/OM221: Jadual Seminar Semester Bachelor of Office Systems Management HonsDocument4 pagesInstitut Pendidikan Neo (Ined) BA232/BM232/OM221: Jadual Seminar Semester Bachelor of Office Systems Management HonsSITINo ratings yet
- Srinivas University MCA IIIrd Semester SyllabusDocument11 pagesSrinivas University MCA IIIrd Semester Syllabusshylesh860% (1)
- Dresser WayneDocument58 pagesDresser Wayneza1nsohail81% (16)
- S4F02 - EN - Col20 - Management Accounting in SAPDocument189 pagesS4F02 - EN - Col20 - Management Accounting in SAPshehzaib tariqNo ratings yet
- Manual Usuario Se-2003&se-2012Document41 pagesManual Usuario Se-2003&se-2012jimena lopez cardenasNo ratings yet
- Chapter 12: Financial Statements: ObjectivesDocument22 pagesChapter 12: Financial Statements: Objectiveszain shujaNo ratings yet
- ExportUtility Help LIT1201952Document67 pagesExportUtility Help LIT1201952leorio88No ratings yet
- E-Waste Management in India: Challenges and AgendaDocument62 pagesE-Waste Management in India: Challenges and AgendaSarvesh Kumar NayakNo ratings yet
- Keyword Research Checklist: Step 1 StatusDocument3 pagesKeyword Research Checklist: Step 1 StatusCorona TV100% (6)
- SKF @ptitude Analyst InstallationDocument88 pagesSKF @ptitude Analyst InstallationOscar Gomez100% (1)
- Ultracharge Brochure 1Document2 pagesUltracharge Brochure 1Ana RuxandraNo ratings yet
- Amazon Web Services: ProjectDocument13 pagesAmazon Web Services: ProjectAneelaMalikNo ratings yet
- FLUENT IC Tut 01 Hybrid ApproachDocument30 pagesFLUENT IC Tut 01 Hybrid ApproachKarthik Srinivas100% (2)
- Cornell Notes Sheet: 200-301 CCNADocument17 pagesCornell Notes Sheet: 200-301 CCNAjincamoNo ratings yet
- Online Banking Operation and Client Satisfaction of Xyz Bank 3Document73 pagesOnline Banking Operation and Client Satisfaction of Xyz Bank 3April RetioNo ratings yet
- Sinclair QLPsion SoftwareDocument7 pagesSinclair QLPsion SoftwareNeutron ZionNo ratings yet
- Thesis Smart Grid PDFDocument7 pagesThesis Smart Grid PDFWhoCanWriteMyPaperForMeCanada100% (2)
- Seybold Report JournalDocument12 pagesSeybold Report JournalShanmugaraja PNo ratings yet
- Assignment Gelagat OrganisasiDocument19 pagesAssignment Gelagat Organisasiwilliam tangNo ratings yet
- ABAP ObjectsDocument3 pagesABAP ObjectsvenkatNo ratings yet
- Asymptotic Analysis and Best Worstand Average CaseDocument4 pagesAsymptotic Analysis and Best Worstand Average CaseNivi VNo ratings yet
- Chapter One 1.1 Background of The StudyDocument17 pagesChapter One 1.1 Background of The StudymukhtarNo ratings yet
- PSTN Part II: ET3041 Jaringan TelekomunikasiDocument25 pagesPSTN Part II: ET3041 Jaringan TelekomunikasiKarisha Andhika Puspita Sari0% (1)
- (Eurographics) Ekkehard Beier (auth.), Dr. Remco C. Veltkamp, Dr. Edwin H. Blake (eds.) - Programming Paradigms in Graphics_ Proceedings of the Eurographics Workshop in Maastricht, The Netherlands, SeDocument177 pages(Eurographics) Ekkehard Beier (auth.), Dr. Remco C. Veltkamp, Dr. Edwin H. Blake (eds.) - Programming Paradigms in Graphics_ Proceedings of the Eurographics Workshop in Maastricht, The Netherlands, SehectorjazzNo ratings yet
- SSC CHSL Previous Year Paper: WWW - Careerpower.inDocument21 pagesSSC CHSL Previous Year Paper: WWW - Careerpower.inRahul SinghNo ratings yet
- Rotax Global App Guide PDFDocument13 pagesRotax Global App Guide PDFCarlos Manuel Velasco HoyosNo ratings yet
- Java Programming Midterm ExamDocument5 pagesJava Programming Midterm Examkeeyeuu Xn vshNo ratings yet
- Free PDF Clinical Chemistry Theory Analysis Correlation 5eDocument2 pagesFree PDF Clinical Chemistry Theory Analysis Correlation 5eTHOUALFIQAR SALAM20% (5)