You might also like
- PV 3930Document10 pagesPV 3930Carlos AraujoNo ratings yet
- WSS M99P1111 ADocument3 pagesWSS M99P1111 Ajose luisNo ratings yet
- VW 50123 enDocument18 pagesVW 50123 enpatborNo ratings yet
- Din en 1600 - 1997Document13 pagesDin en 1600 - 1997Marcos Verissimo Juca de PaulaNo ratings yet
- Iso 13383 1 2012 en PDFDocument11 pagesIso 13383 1 2012 en PDFponorNo ratings yet
- Nissan Micra: 1.2 & 1.5 PETROL Periodic MaintenanceDocument3 pagesNissan Micra: 1.2 & 1.5 PETROL Periodic MaintenanceSubrata KunduNo ratings yet
- Worldwide Engineering Standards: Stone Impact Resistance of CoatingsDocument3 pagesWorldwide Engineering Standards: Stone Impact Resistance of CoatingsAnvarbek KarimovNo ratings yet
- Paint Coatings Resistance To The Action of Mechanical Wash BrushesDocument14 pagesPaint Coatings Resistance To The Action of Mechanical Wash Brushesclaudio5475No ratings yet
- A Comparison of Laboratory Abrasion and Field Wear ResultsDocument11 pagesA Comparison of Laboratory Abrasion and Field Wear ResultschrisnnnNo ratings yet
- Nes M0135-2001Document22 pagesNes M0135-2001farhad pashaei mehr80% (5)
- V-670 User GuideDocument302 pagesV-670 User GuideDomingo100% (1)
- Atomic Radiation and Polymers: International Series of Monographs on Radiation Effects in Materials, Vol. 1From EverandAtomic Radiation and Polymers: International Series of Monographs on Radiation Effects in Materials, Vol. 1No ratings yet
- Completed 125cc Bike ComparisionDocument76 pagesCompleted 125cc Bike ComparisionGokul KrishnanNo ratings yet
- 40t Rope Drum Hoist220512Document37 pages40t Rope Drum Hoist220512Anonymous sfkedkymNo ratings yet
- Flexural Properties of Unreinforced and Reinforced Plastics and Electrical Insulating MaterialsDocument12 pagesFlexural Properties of Unreinforced and Reinforced Plastics and Electrical Insulating MaterialsfNo ratings yet
- Ranking Resistance of Materials To Sliding Wear Using Block-on-Ring Wear TestDocument11 pagesRanking Resistance of Materials To Sliding Wear Using Block-on-Ring Wear TestNav Talukdar100% (1)
- Saponification Number of Petroleum Products: Standard Test Methods ForDocument9 pagesSaponification Number of Petroleum Products: Standard Test Methods ForLuigi MazzuccoNo ratings yet
- ASTM D1171 - 15 - Rubber Deterioration-Surface Ozone Cracking Outdoors or Chamber (Triangular Specimens)Document3 pagesASTM D1171 - 15 - Rubber Deterioration-Surface Ozone Cracking Outdoors or Chamber (Triangular Specimens)Thảo Nhân NguyễnNo ratings yet
- ASTM-3574-11 Flexible Cellular Materials-Slab, Bonded, and Molded Urethane FoamDocument29 pagesASTM-3574-11 Flexible Cellular Materials-Slab, Bonded, and Molded Urethane FoamheobukonNo ratings yet
- AMS 3266 Electrically Conductive Sealant PDFDocument12 pagesAMS 3266 Electrically Conductive Sealant PDFJesse KrebsNo ratings yet
- Astm 472 PDFDocument3 pagesAstm 472 PDFJOSEPH REFUERZONo ratings yet
- Astm C695Document3 pagesAstm C695정호철No ratings yet
- Astm A254 (1997)Document4 pagesAstm A254 (1997)Yalavarthi ChandrasekharNo ratings yet
- Tata Motors PCBUDocument42 pagesTata Motors PCBUGirish Sp100% (1)
- AMS 2632 A-1995 (2008) - Eng.Document24 pagesAMS 2632 A-1995 (2008) - Eng.TetianaNo ratings yet
- 3 6077 RTVDocument2 pages3 6077 RTVgkretroNo ratings yet
- MIL-DTL-53072D With Amendment 1Document38 pagesMIL-DTL-53072D With Amendment 1pmicjenNo ratings yet
- System Center Data Protection Manager 2010 Troubleshooting GuideDocument319 pagesSystem Center Data Protection Manager 2010 Troubleshooting GuideDavid LawranceNo ratings yet
- D 3170 - 01 - RdmxnzatmdeDocument10 pagesD 3170 - 01 - RdmxnzatmdeEmre DalgicNo ratings yet
- D6186Document5 pagesD6186rimi7alNo ratings yet
- Mil DTL 43719DDocument17 pagesMil DTL 43719DbenNo ratings yet
- SAE As 8660 Silicone CompoundDocument18 pagesSAE As 8660 Silicone CompoundAndr EkmeNo ratings yet
- Impact Attenuation of Playing Surface Systems and Materials: Standard Test Method ForDocument6 pagesImpact Attenuation of Playing Surface Systems and Materials: Standard Test Method ForElif SarıoğluNo ratings yet
- C633 617621-1 PDFDocument8 pagesC633 617621-1 PDFAmy BurnsNo ratings yet
- ISO - 8543 - EN - Method For Determination of Mass of Textile Floor CoveringDocument6 pagesISO - 8543 - EN - Method For Determination of Mass of Textile Floor CoveringibrahimNo ratings yet
- Jis D0203 PDFDocument6 pagesJis D0203 PDFsabaris ksNo ratings yet
- FLTM BJ 126-01Document3 pagesFLTM BJ 126-01GabrielFalconNo ratings yet
- D 1415 - 88 R99 - Rde0mtu - PDFDocument5 pagesD 1415 - 88 R99 - Rde0mtu - PDFGyna SHNo ratings yet
- Resistance To Fuels of Exteriors Automotive Materials and ComponentsDocument6 pagesResistance To Fuels of Exteriors Automotive Materials and ComponentsAnvarbek KarimovNo ratings yet
- Determination of Pack-Set Index of Portland Cement: Standard Test Method ForDocument5 pagesDetermination of Pack-Set Index of Portland Cement: Standard Test Method ForINARQ1979No ratings yet
- F2661 PDFDocument7 pagesF2661 PDFAhmad Zubair RasulyNo ratings yet
- Iso 5085 1 1989Document9 pagesIso 5085 1 1989Zeeshan KhanNo ratings yet
- D 333 - 96Document6 pagesD 333 - 96PoyoeberNo ratings yet
- Astm D1654Document4 pagesAstm D1654Alejandro GutierrezNo ratings yet
- Conducting and Evaluating Galvanic Corrosion Tests in ElectrolytesDocument5 pagesConducting and Evaluating Galvanic Corrosion Tests in Electrolytesmohammed karasneh100% (1)
- ASTM D4290 Grease LeakageDocument8 pagesASTM D4290 Grease LeakagesrcattozziNo ratings yet
- Astm d653-03Document12 pagesAstm d653-03Joram_M_AmirNo ratings yet
- Chapter 15Document16 pagesChapter 15Shing Ho TamNo ratings yet
- Mil PRF 85285eDocument24 pagesMil PRF 85285emurphygtNo ratings yet
- Astm D 1742 PDFDocument5 pagesAstm D 1742 PDFSolo MosaabNo ratings yet
- TC1569 Drilling Choke Control System Model CW Control PanelDocument74 pagesTC1569 Drilling Choke Control System Model CW Control PanelrolandNo ratings yet
- C776-06 (2011) Standard Specification For Sintered Uranium Dioxide PelletsDocument4 pagesC776-06 (2011) Standard Specification For Sintered Uranium Dioxide PelletsAndré BerninzonNo ratings yet
- Astm E96-96m 2014Document13 pagesAstm E96-96m 2014tsalemnoushNo ratings yet
- Seamless Medium-Carbon Steel Boiler and Superheater Tubes: Standard Specification ForDocument3 pagesSeamless Medium-Carbon Steel Boiler and Superheater Tubes: Standard Specification Forandrea assanelli100% (1)
- D 6054 - 97 - Rdywntq - PDFDocument3 pagesD 6054 - 97 - Rdywntq - PDFwilliamNo ratings yet
- Astm d5682Document4 pagesAstm d5682Ernesto Morales100% (1)
- Pds Hempel's Urethane 5595u En-UsDocument2 pagesPds Hempel's Urethane 5595u En-UsFreddy Carl FredricksenNo ratings yet
- ASTM D7765 - Foundary Sand For EmbankmentDocument4 pagesASTM D7765 - Foundary Sand For EmbankmentAnantNo ratings yet
- SAE J189-1998 Power Steering Return Hose - Low PressureDocument5 pagesSAE J189-1998 Power Steering Return Hose - Low Pressurekhhose100% (1)
- DC 781 Acetoxy SealantDocument3 pagesDC 781 Acetoxy SealantL.S.No ratings yet
- Fineness TestDocument25 pagesFineness TestlailaNo ratings yet
- ASTM D 545 2005, Standard TestDocument4 pagesASTM D 545 2005, Standard TestJhon100% (1)
- Proceedings of the Metallurgical Society of the Canadian Institute of Mining and Metallurgy: Proceedings of the International Symposium on Fracture Mechanics, Winnipeg, Canada, August 23-26, 1987From EverandProceedings of the Metallurgical Society of the Canadian Institute of Mining and Metallurgy: Proceedings of the International Symposium on Fracture Mechanics, Winnipeg, Canada, August 23-26, 1987W. R. TysonNo ratings yet
- Lote 2211140729Document2 pagesLote 2211140729Marcos Verissimo Juca de PaulaNo ratings yet
- SAEJ1008 V 001Document5 pagesSAEJ1008 V 001Marcos Verissimo Juca de PaulaNo ratings yet
- Saej 1004 V 002Document6 pagesSaej 1004 V 002Marcos Verissimo Juca de PaulaNo ratings yet
- SAEJ121 MV 001Document5 pagesSAEJ121 MV 001Marcos Verissimo Juca de PaulaNo ratings yet
- SAEJ111 V 001Document18 pagesSAEJ111 V 001Marcos Verissimo Juca de PaulaNo ratings yet
- SAEJ112 Av 001Document4 pagesSAEJ112 Av 001Marcos Verissimo Juca de PaulaNo ratings yet
- SAEJ1003 V 001Document12 pagesSAEJ1003 V 001Marcos Verissimo Juca de PaulaNo ratings yet
- NR 216 - 2005Document236 pagesNR 216 - 2005Marcos Verissimo Juca de PaulaNo ratings yet
- SAEJ109 V 001Document4 pagesSAEJ109 V 001Marcos Verissimo Juca de PaulaNo ratings yet
- Technical Specs - Rev01Document109 pagesTechnical Specs - Rev01Marcos Verissimo Juca de PaulaNo ratings yet
- SAEJ108 V 001Document8 pagesSAEJ108 V 001Marcos Verissimo Juca de PaulaNo ratings yet
- Astm F 1295 - 01Document4 pagesAstm F 1295 - 01Marcos Verissimo Juca de PaulaNo ratings yet
- D 501 - 03 - Rduwms1sruqDocument35 pagesD 501 - 03 - Rduwms1sruqMarcos Verissimo Juca de PaulaNo ratings yet
- Astm F 136 - 02Document6 pagesAstm F 136 - 02Marcos Verissimo Juca de PaulaNo ratings yet
- Rx-100 Self Parts Vender List-1Document3 pagesRx-100 Self Parts Vender List-1Vinod kumar50% (2)
- Model Fa5 and Fa5T: Parts, Operation and Maintenance ManualDocument80 pagesModel Fa5 and Fa5T: Parts, Operation and Maintenance Manualalfredo_mtz_097100% (3)
- Transmital 601Document44 pagesTransmital 601Rajan MullappillyNo ratings yet
- Yarding and Loading HandbookDocument164 pagesYarding and Loading HandbookSuwardi Cakra NingratNo ratings yet
- AT2011 Nissan To ToyotaDocument138 pagesAT2011 Nissan To ToyotaTransmisiones Guero100% (2)
- Jinpeng EV Catalog 2022Document21 pagesJinpeng EV Catalog 2022PriyankNo ratings yet
- Tractor TransmissionDocument6 pagesTractor TransmissionParminder ParryNo ratings yet
- Industrial Training Report: Department of Mechanical EngineeringDocument32 pagesIndustrial Training Report: Department of Mechanical EngineeringParul Chhabra67% (3)
- Bb5 ManualDocument27 pagesBb5 Manualkaniappan sakthivelNo ratings yet
- Design of Transmission System Question BankDocument18 pagesDesign of Transmission System Question BankAravind50% (2)
- Golf 4 - OsiguračiDocument7 pagesGolf 4 - OsiguračiСтеван КовачNo ratings yet
- Vehicle Maintenance and Reconditioning Lab PDFDocument40 pagesVehicle Maintenance and Reconditioning Lab PDFvaratharaju100% (1)
- ASKO GearlessDocument20 pagesASKO GearlessRaja DuraiNo ratings yet
- Brake System: 1988 Jeep CherokeeDocument22 pagesBrake System: 1988 Jeep CherokeePreet_Raj_2303No ratings yet
- Automotive Repair and MaintenanceDocument19 pagesAutomotive Repair and MaintenanceMarico River Conservation AssociationNo ratings yet
- SKF Wheel Bearing Installation Guide With Free End PlayDocument20 pagesSKF Wheel Bearing Installation Guide With Free End Play2bjornNo ratings yet
- Reassembly: (A) Check Bearing PositionDocument21 pagesReassembly: (A) Check Bearing PositionRonfermNo ratings yet
- M S 1 8 - M S E 1 8: Hydraulic MotorsDocument40 pagesM S 1 8 - M S E 1 8: Hydraulic MotorsMohamed Rashed100% (1)
- Promotional Information CenterDocument244 pagesPromotional Information Centeraleba1975No ratings yet
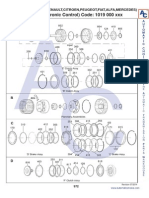
- ZF 4HP20 (LMO) : 4 SPEED FWD (Electronic Control) Code: 1019 000 XXXDocument5 pagesZF 4HP20 (LMO) : 4 SPEED FWD (Electronic Control) Code: 1019 000 XXXa_gz_spNo ratings yet
- FYP Electromagnetic Braking SystemDocument52 pagesFYP Electromagnetic Braking SystemMuhammad Ehsan AliNo ratings yet
- Scheduled Maintenance: Mazda MPV - Maintenance ScheduleDocument5 pagesScheduled Maintenance: Mazda MPV - Maintenance Schedulealejandro gomesNo ratings yet
- Brake Test Proce WinchDocument8 pagesBrake Test Proce WinchBimo Cungkring IINo ratings yet
- Llave Hidraulica RodDocument29 pagesLlave Hidraulica RodCarlos TorradoNo ratings yet
- Mech Disc BrakesDocument19 pagesMech Disc BrakesAKHIL KUSHWAHANo ratings yet
- 2013catalog WEBDocument114 pages2013catalog WEBEver RiveraNo ratings yet
- Mikasa MRH800GSDocument112 pagesMikasa MRH800GSorlandolanchipaNo ratings yet