You might also like
- SPH4U Assignment - The Wave Nature of LightDocument2 pagesSPH4U Assignment - The Wave Nature of LightMatthew GreesonNo ratings yet
- Design Guide For Air Slide Conveyor PDFDocument4 pagesDesign Guide For Air Slide Conveyor PDFHasan Barzegar Avval100% (4)
- 1985 - Kirsch - Characteristics and Applications ofDocument2 pages1985 - Kirsch - Characteristics and Applications ofrezarossNo ratings yet
- Continual Removal of Non-Condensable Gases For Binary Power Plant CondensersDocument5 pagesContinual Removal of Non-Condensable Gases For Binary Power Plant Condensersart9165No ratings yet
- Manual Instruction CPAM-EKA AIR C16 EKA KOOL V2Document8 pagesManual Instruction CPAM-EKA AIR C16 EKA KOOL V2Tam DuongNo ratings yet
- Nuevos Internos en SeparadorDocument5 pagesNuevos Internos en Separadormonjardin68No ratings yet
- WST 2001 0771Document8 pagesWST 2001 0771Nermeen AhmedNo ratings yet
- Rules Thumb: Summary: P Z 90 TorrDocument9 pagesRules Thumb: Summary: P Z 90 TorrNdzalama RekotsoNo ratings yet
- 1997, Wilf, Design Consequences of Recent Improvements in Membrane PerformanceDocument7 pages1997, Wilf, Design Consequences of Recent Improvements in Membrane PerformanceDaniel Alejandro Jara PaineanNo ratings yet
- Liquid-Gas Coalescers:: Demystifying Performance RatingsDocument6 pagesLiquid-Gas Coalescers:: Demystifying Performance RatingsTukang NasgorNo ratings yet
- Laboratory, Pilot and Industrial-Scale Validation of Numerically Optimized Reverse-Flow Gas CyclonesDocument11 pagesLaboratory, Pilot and Industrial-Scale Validation of Numerically Optimized Reverse-Flow Gas CyclonesMário CoutoNo ratings yet
- SPE 56705 Chemical Defoamer Reduction With New Internals in The Mars TLP SeparatorsDocument5 pagesSPE 56705 Chemical Defoamer Reduction With New Internals in The Mars TLP SeparatorsRégis OngolloNo ratings yet
- Selection of Gas CompressorsDocument4 pagesSelection of Gas CompressorsDiegoNo ratings yet
- Cap. 6. Seader Adsorcion y StrippingDocument32 pagesCap. 6. Seader Adsorcion y StrippingJuan PortillaNo ratings yet
- Conclusion: Figure 1 Gas Separation MembraneDocument2 pagesConclusion: Figure 1 Gas Separation MembraneJohny LuisNo ratings yet
- Application of GAS Chromatographic Methods For Air Pollution StudiesDocument12 pagesApplication of GAS Chromatographic Methods For Air Pollution StudiesPunit singhNo ratings yet
- 9588 PDF C22Document29 pages9588 PDF C22Juan Pablo CarmonaNo ratings yet
- CFD Investigation of A Ducting SystemDocument12 pagesCFD Investigation of A Ducting Systemomi flashNo ratings yet
- Reveiw AGADocument3 pagesReveiw AGAAbdelkrim AbdelkrimNo ratings yet
- B.T.Yocum, Offshore Riser Slug Flow Avoidance Mathematical Models For Design and OptimizationDocument16 pagesB.T.Yocum, Offshore Riser Slug Flow Avoidance Mathematical Models For Design and OptimizationTrần Vũ HạNo ratings yet
- Vacuum Systems: Reprinted With Permission From Ryans and Bays (2001)Document3 pagesVacuum Systems: Reprinted With Permission From Ryans and Bays (2001)ethanchiaaNo ratings yet
- Fall 1998 Outside The Loop Newsletter For Geothermal Heat Pump Designers and InstallersDocument8 pagesFall 1998 Outside The Loop Newsletter For Geothermal Heat Pump Designers and InstallersOutside the Loop Newsletter - GEO-HEAT CENTERNo ratings yet
- Bahadori 2010Document6 pagesBahadori 2010Theo MartinezNo ratings yet
- Waste Water Treatment Waste Water Treatment: AerationDocument100 pagesWaste Water Treatment Waste Water Treatment: AerationAndré OliveiraNo ratings yet
- PVC Duct DesignDocument10 pagesPVC Duct DesigncitramuaraNo ratings yet
- Evolution of The Mechanical Dust Collector 254Document9 pagesEvolution of The Mechanical Dust Collector 254Punto MühendislikNo ratings yet
- Suarez 2005Document7 pagesSuarez 2005Mahfoud AMMOURNo ratings yet
- EjectorsDocument7 pagesEjectorsashirwad shetty50% (2)
- TOWARDS THE OPTIMIZATION OF FLOTATION COLUMNS USING P - 2007 - IFAC ProceedingsDocument6 pagesTOWARDS THE OPTIMIZATION OF FLOTATION COLUMNS USING P - 2007 - IFAC ProceedingssmeykelNo ratings yet
- Apparatus For The Laboratory Study of Gas Absorption in Packed TowersDocument3 pagesApparatus For The Laboratory Study of Gas Absorption in Packed TowersHanaNo ratings yet
- AcumulatorDocument6 pagesAcumulatormaiconNo ratings yet
- CFD Analysis of Ejector in A Combined Ejector Cooling SystemDocument10 pagesCFD Analysis of Ejector in A Combined Ejector Cooling SystemmyskyshepherdNo ratings yet
- Design of Vacuum SystemDocument5 pagesDesign of Vacuum SystemDongwon ShinNo ratings yet
- Lin 2003Document4 pagesLin 2003rospitauli24No ratings yet
- Vortex Behaviour of An Unbaffled Surface Aerator PDFDocument6 pagesVortex Behaviour of An Unbaffled Surface Aerator PDFjbsantoNo ratings yet
- CFD DafDocument10 pagesCFD DafSong Nguyen NguyenNo ratings yet
- Packed Bed Tower ScrubbersDocument8 pagesPacked Bed Tower ScrubbersDota NgNo ratings yet
- Ejectors: Ejectors Have A Wide Range of UsesDocument6 pagesEjectors: Ejectors Have A Wide Range of UsesBaher ElsheikhNo ratings yet
- Numerical Simulation On Pump As Turbine Mesh Reliability and Performance ConcernsDocument6 pagesNumerical Simulation On Pump As Turbine Mesh Reliability and Performance ConcernsDaniel Santacruz LNo ratings yet
- 1 - Fluid Mechanics Takehome Project AssignmentDocument4 pages1 - Fluid Mechanics Takehome Project Assignmentazeem sheikhNo ratings yet
- Development of A Network and Gas Lift Allocation Model For Production Optimization in The Ras Budran FieldDocument14 pagesDevelopment of A Network and Gas Lift Allocation Model For Production Optimization in The Ras Budran FieldTaiwo Adenike BashorunNo ratings yet
- Return Duct System Design Requirements: No. 106/ May 2009Document4 pagesReturn Duct System Design Requirements: No. 106/ May 2009Jeffrey BellecaNo ratings yet
- Membrane Aspen SimulationDocument7 pagesMembrane Aspen Simulationjeffbush23No ratings yet
- IADC/SPE 77204 New Methods For Sand Cleanout in Deviated Wellbores Using Small Diameter Coiled TubingDocument6 pagesIADC/SPE 77204 New Methods For Sand Cleanout in Deviated Wellbores Using Small Diameter Coiled TubingMohamed MamdouhNo ratings yet
- Hydrogen CompressorDocument10 pagesHydrogen CompressorRuchiraNo ratings yet
- Transmission & Distribution of Air: Fan SystemsDocument36 pagesTransmission & Distribution of Air: Fan Systemsvalerio.garibayNo ratings yet
- About: Chromatography For Process ControlDocument2 pagesAbout: Chromatography For Process ControlMira Lucis CaelumNo ratings yet
- Paper021 MixedFeedINletDevices' PDFDocument11 pagesPaper021 MixedFeedINletDevices' PDFVijay KaleNo ratings yet
- Steam Trap Vs Steam SeparatorDocument2 pagesSteam Trap Vs Steam Separatorsaxadi4814No ratings yet
- Pipe Sizing ASHRAEDocument2 pagesPipe Sizing ASHRAEooop33No ratings yet
- Improved Steam Condenser Gas Removal SystemDocument7 pagesImproved Steam Condenser Gas Removal Systemtfernandes.x18No ratings yet
- Cpa10-Eka Air C16 - NewDocument8 pagesCpa10-Eka Air C16 - NewTam DuongNo ratings yet
- Topic 10 Gas-Liquid Systems: Considerations For Chemists & Engineers Working in Process DevelopmentDocument12 pagesTopic 10 Gas-Liquid Systems: Considerations For Chemists & Engineers Working in Process DevelopmentSasitharan MNo ratings yet
- 4 532583864623736914 PDFDocument8 pages4 532583864623736914 PDFMuhammad Riaz Ur RehmanNo ratings yet
- Efficient Opération of N Ha Plant at Reduced RatesDocument16 pagesEfficient Opération of N Ha Plant at Reduced RatesNabiya ZahidNo ratings yet
- Diameter RatioDocument10 pagesDiameter RatioDavid Fransiskus SimarmataNo ratings yet
- Pneumatic and Hydrautic Conveying of Both Fly Ash and Bottom AshFrom EverandPneumatic and Hydrautic Conveying of Both Fly Ash and Bottom AshNo ratings yet
- Components for Pneumatic Control Instruments: The Static and Dynamic Characteristics of Pneumatic Resistances, Capacitances and Transmission LinesFrom EverandComponents for Pneumatic Control Instruments: The Static and Dynamic Characteristics of Pneumatic Resistances, Capacitances and Transmission LinesNo ratings yet
- Sewage Disposal Works: Their Design and ConstructionFrom EverandSewage Disposal Works: Their Design and ConstructionNo ratings yet
- Comparison of The Effectiveness of Various Deaeration TechniquesDocument7 pagesComparison of The Effectiveness of Various Deaeration TechniquesVineeth Chowdary YamaniNo ratings yet
- A Deaerator Model: July 2013Document6 pagesA Deaerator Model: July 2013Vineeth Chowdary YamaniNo ratings yet
- Deaeration: Two Types of Deaeration Systems Are Commonly Used: - Vacuum Deaeration - Gas Strip DeaerationDocument2 pagesDeaeration: Two Types of Deaeration Systems Are Commonly Used: - Vacuum Deaeration - Gas Strip DeaerationVineeth Chowdary YamaniNo ratings yet
- Oxygen Stripping in Deaerator Feed Water: Condensation On Spray DropletsDocument10 pagesOxygen Stripping in Deaerator Feed Water: Condensation On Spray DropletsVineeth Chowdary YamaniNo ratings yet
- Recommended Vapor Pressures For Thiophene, Sulfolane, and Dimethyl SulfoxideDocument12 pagesRecommended Vapor Pressures For Thiophene, Sulfolane, and Dimethyl SulfoxideVineeth Chowdary YamaniNo ratings yet
- IEC Blank ProformaDocument10 pagesIEC Blank ProformaVanshika JainNo ratings yet
- CANELA Learning Activity - NSPE Code of EthicsDocument4 pagesCANELA Learning Activity - NSPE Code of EthicsChristian CanelaNo ratings yet
- Capital Expenditure DecisionDocument10 pagesCapital Expenditure DecisionRakesh GuptaNo ratings yet
- Reverse Engineering in Rapid PrototypeDocument15 pagesReverse Engineering in Rapid PrototypeChaubey Ajay67% (3)
- Transparency Documentation EN 2019Document23 pagesTransparency Documentation EN 2019shani ChahalNo ratings yet
- Unit 2Document97 pagesUnit 2MOHAN RuttalaNo ratings yet
- Linux For Beginners - Shane BlackDocument165 pagesLinux For Beginners - Shane BlackQuod Antichristus100% (1)
- LOG-2-8-FLEETWAREHOUSE-TEMPLATE-Waybill-Delivery Note-IFRCDocument1 pageLOG-2-8-FLEETWAREHOUSE-TEMPLATE-Waybill-Delivery Note-IFRCMNo ratings yet
- Rebar Coupler: Barlock S/CA-Series CouplersDocument1 pageRebar Coupler: Barlock S/CA-Series CouplersHamza AldaeefNo ratings yet
- Unit-5 Shell ProgrammingDocument11 pagesUnit-5 Shell ProgrammingLinda BrownNo ratings yet
- Feasibility Study of Diethyl Sulfate ProductionDocument3 pagesFeasibility Study of Diethyl Sulfate ProductionIntratec SolutionsNo ratings yet
- TLE - IA - Carpentry Grades 7-10 CG 04.06.2014Document14 pagesTLE - IA - Carpentry Grades 7-10 CG 04.06.2014RickyJeciel100% (2)
- Electricity 10thDocument45 pagesElectricity 10thSuryank sharmaNo ratings yet
- TEVTA Fin Pay 1 107Document3 pagesTEVTA Fin Pay 1 107Abdul BasitNo ratings yet
- Working Capital ManagementDocument39 pagesWorking Capital ManagementRebelliousRascalNo ratings yet
- Aircraftdesigngroup PDFDocument1 pageAircraftdesigngroup PDFsugiNo ratings yet
- P 1 0000 06 (2000) - EngDocument34 pagesP 1 0000 06 (2000) - EngTomas CruzNo ratings yet
- Information Security Chapter 1Document44 pagesInformation Security Chapter 1bscitsemvNo ratings yet
- ICSI-Admit-Card (1) - 230531 - 163936Document17 pagesICSI-Admit-Card (1) - 230531 - 163936SanjayNo ratings yet
- Dialog Suntel MergerDocument8 pagesDialog Suntel MergerPrasad DilrukshanaNo ratings yet
- Case Assignment 2Document5 pagesCase Assignment 2Ashish BhanotNo ratings yet
- Hayashi Q Econometica 82Document16 pagesHayashi Q Econometica 82Franco VenesiaNo ratings yet
- Jerome4 Sample Chap08Document58 pagesJerome4 Sample Chap08Basil Babym100% (7)
- ST JohnDocument20 pagesST JohnNa PeaceNo ratings yet
- DesalinationDocument4 pagesDesalinationsivasu1980aNo ratings yet
- HealthInsuranceCertificate-Group CPGDHAB303500662021Document2 pagesHealthInsuranceCertificate-Group CPGDHAB303500662021Ruban JebaduraiNo ratings yet
- Production - The Heart of Organization - TBDDocument14 pagesProduction - The Heart of Organization - TBDSakshi G AwasthiNo ratings yet
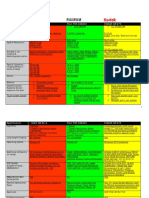
- Agfa CR 85-X: Specification Fuji FCR Xg5000 Kodak CR 975Document3 pagesAgfa CR 85-X: Specification Fuji FCR Xg5000 Kodak CR 975Youness Ben TibariNo ratings yet
- What Caused The Slave Trade Ruth LingardDocument17 pagesWhat Caused The Slave Trade Ruth LingardmahaNo ratings yet