You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Volatility 75 Trading Strategy PDFDocument4 pagesVolatility 75 Trading Strategy PDFThabani Albert Sifuya88% (17)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- PhD Personal Statement on 19th Century Literature and FolkloreDocument1 pagePhD Personal Statement on 19th Century Literature and FolkloreMuhammad Akbar Walenna67% (3)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Botulinum Toxin Injection GuidDocument207 pagesBotulinum Toxin Injection Guidtextremist90% (10)
- The Ship/Shore Safety Check-List: Al Shaheen TerminalDocument6 pagesThe Ship/Shore Safety Check-List: Al Shaheen TerminalSunil TauroNo ratings yet
- Improve pigment dispersion with SOYA-LECITHIN-CONCENTRATE STADocument1 pageImprove pigment dispersion with SOYA-LECITHIN-CONCENTRATE STAOladimejiNo ratings yet
- Effects of Hard WaterDocument18 pagesEffects of Hard WaterShiladitya RoyNo ratings yet
- Texapon N 70 TDDocument5 pagesTexapon N 70 TDOladimejiNo ratings yet
- Root Cause Analysis Guidelines - ISO 9001 2015Document2 pagesRoot Cause Analysis Guidelines - ISO 9001 2015OladimejiNo ratings yet
- Material Safety Data Sheet (MSDS)Document22 pagesMaterial Safety Data Sheet (MSDS)OladimejiNo ratings yet
- Product Data Sheet Tioxide tr92Document2 pagesProduct Data Sheet Tioxide tr92OladimejiNo ratings yet
- Scale Inhibitor Introduction LetterDocument1 pageScale Inhibitor Introduction LetterOladimejiNo ratings yet
- Scale Inhibitor Introduction LetterDocument1 pageScale Inhibitor Introduction LetterOladimejiNo ratings yet
- ExampleDocument14 pagesExampleKai WikeleyNo ratings yet
- In Situ Water Based Emulsion Copolymerization of Styrene Ethylhexyl Acrylate in Presence of Cloisite 15aDocument6 pagesIn Situ Water Based Emulsion Copolymerization of Styrene Ethylhexyl Acrylate in Presence of Cloisite 15aOladimejiNo ratings yet
- <html> <head> <title>DansGuardian - Access Denied</title> </head> <body bgcolor=#FFFFFF> <center> <table border=0 cellspacing=0 cellpadding=2 height=540 width=700> <tr> <td colspan=2 bgcolor=#FEA700 height=100 align=center> <font face=arial,helvetica size=6> <b>Access has been Denied!</b> </td> </tr> <tr> <td colspan=2 bgcolor=#FFFACD height=30 align=right> <font face=arial,helvetica size=3 color=black> <b>- </b> </td> </tr> <tr> <td align=center valign=bottom width=150 bgcolor=#B0C4DE> <font face=arial,helvetica size=1 color=black> Allahabad University </td> <td width=550 bgcolor=#FFFFFF align=center valign=center> <font face=arial,helvetica color=black> <font size=4> Access to the page: <br><br> <a href="http://www.scribd.com/titlecleaner?title=water+analysis.pdf" target="_blank">http://www.scribd.com/titlecleaner?title=water+analysis.pdf</a> <br><br> <font size=3> ... has been denied for the following reason: <br><br> <foDocument22 pages<html> <head> <title>DansGuardian - Access Denied</title> </head> <body bgcolor=#FFFFFF> <center> <table border=0 cellspacing=0 cellpadding=2 height=540 width=700> <tr> <td colspan=2 bgcolor=#FEA700 height=100 align=center> <font face=arial,helvetica size=6> <b>Access has been Denied!</b> </td> </tr> <tr> <td colspan=2 bgcolor=#FFFACD height=30 align=right> <font face=arial,helvetica size=3 color=black> <b>- </b> </td> </tr> <tr> <td align=center valign=bottom width=150 bgcolor=#B0C4DE> <font face=arial,helvetica size=1 color=black> Allahabad University </td> <td width=550 bgcolor=#FFFFFF align=center valign=center> <font face=arial,helvetica color=black> <font size=4> Access to the page: <br><br> <a href="http://www.scribd.com/titlecleaner?title=water+analysis.pdf" target="_blank">http://www.scribd.com/titlecleaner?title=water+analysis.pdf</a> <br><br> <font size=3> ... has been denied for the following reason: <br><br> <foyounusgulNo ratings yet
- Jensen Proposal WritingDocument55 pagesJensen Proposal WritingBangkit GotamaNo ratings yet
- Safety Data Sheet Sds/Msds Acrylamide For Electrophoresis MSDS CAS: 000079-06-1Document12 pagesSafety Data Sheet Sds/Msds Acrylamide For Electrophoresis MSDS CAS: 000079-06-1OladimejiNo ratings yet
- 131247-Article Text-354297-1-10-20160301Document4 pages131247-Article Text-354297-1-10-20160301OladimejiNo ratings yet
- Langelier Ryznar Hardness English v5Document21 pagesLangelier Ryznar Hardness English v5OladimejiNo ratings yet
- Bubble Viscometers: CertifiedDocument3 pagesBubble Viscometers: CertifiedMiguelAlegriaNo ratings yet
- Chapter One Introduction and Literature Review: Staphylococcus SP and Salmonella SPDocument23 pagesChapter One Introduction and Literature Review: Staphylococcus SP and Salmonella SPOladimejiNo ratings yet
- Plants VR Tropical 04 Canna ImperataDocument1 pagePlants VR Tropical 04 Canna ImperataOladimejiNo ratings yet
- Material Safety Data Sheet (MSDS)Document1 pageMaterial Safety Data Sheet (MSDS)OladimejiNo ratings yet
- Methocel E5lv MSDSDocument7 pagesMethocel E5lv MSDSOladimejiNo ratings yet
- Langelier Saturation Index Calculation SheetDocument4 pagesLangelier Saturation Index Calculation SheetOladimejiNo ratings yet
- Polyurethane BayerDocument31 pagesPolyurethane Bayerpravintandel106100% (6)
- Temperature °C PH Calcium Hardness Total Alkalinity TDS: Langelier & Ryznar IndicesDocument1 pageTemperature °C PH Calcium Hardness Total Alkalinity TDS: Langelier & Ryznar IndicesOladimejiNo ratings yet
- 56MALYSIADocument16 pages56MALYSIAOladimejiNo ratings yet
- Proposal For The Supply of LaptopsDocument4 pagesProposal For The Supply of LaptopsSrihari Patel0% (1)
- Effects of Hard WaterDocument18 pagesEffects of Hard WaterShiladitya RoyNo ratings yet
- 7.1 MSDS Complete PDFDocument47 pages7.1 MSDS Complete PDFyemiNo ratings yet
- GRHTJ of Separation Science - 2015 - Wei - Universal Method For The Determination of Nonionic Surfactant Content in TheDocument9 pagesGRHTJ of Separation Science - 2015 - Wei - Universal Method For The Determination of Nonionic Surfactant Content in TheSantoshi AgrawalNo ratings yet
- STULZ Ultrasonic Humidification EC Fan Retrofit Kit BrochureDocument8 pagesSTULZ Ultrasonic Humidification EC Fan Retrofit Kit BrochureUmen AryanNo ratings yet
- Electrostatic CoatingDocument8 pagesElectrostatic CoatingRinox RachidNo ratings yet
- An Evaluation of The Performance of Hot Mix Asphalt Containing Calcium Carbide Residue As A FillerDocument10 pagesAn Evaluation of The Performance of Hot Mix Asphalt Containing Calcium Carbide Residue As A FillerOnggy Aries SekaNo ratings yet
- Sbornik ZeomedcosDocument164 pagesSbornik ZeomedcosflashmonNo ratings yet
- PMMADocument7 pagesPMMAcuongtran_siegenNo ratings yet
- Gas AbsorptionDocument43 pagesGas AbsorptionJoel Ong0% (1)
- Lecture 5 - Rate Law and Stoichiometry-Part 2Document17 pagesLecture 5 - Rate Law and Stoichiometry-Part 2Nizam JumadiNo ratings yet
- Index 2015 Lithium-Process-ChemistryDocument8 pagesIndex 2015 Lithium-Process-ChemistryAlejandra RojasNo ratings yet
- Organic ChemistryDocument41 pagesOrganic ChemistrySunil ChoudharyNo ratings yet
- Draft Water Softening Project Report 10-14-13Document82 pagesDraft Water Softening Project Report 10-14-13aniketNo ratings yet
- Sany Excavators SY135 Tier 3Document9 pagesSany Excavators SY135 Tier 3csbersama100% (2)
- In-Situ Incorporation of Amoxicillin in Pva/Pvac-Co-Pmma Particles During Suspension PolymerizationsDocument7 pagesIn-Situ Incorporation of Amoxicillin in Pva/Pvac-Co-Pmma Particles During Suspension PolymerizationsBakr AldooriNo ratings yet
- The Kinetics of Electrode ProcessesDocument8 pagesThe Kinetics of Electrode ProcessesLmm GPNo ratings yet
- Consequence AnalyserDocument23 pagesConsequence AnalyserGlacier RamkissoonNo ratings yet
- AutoclaveDocument20 pagesAutoclaveNita Agarwal100% (1)
- Flange IntegrityDocument46 pagesFlange IntegrityPaul PhiliphsNo ratings yet
- Agrishield Installation SpecificationDocument10 pagesAgrishield Installation SpecificationchialunNo ratings yet
- PRE 309 Homework 1 Chemical Reaction EngineeringDocument1 pagePRE 309 Homework 1 Chemical Reaction EngineeringrahulsaxenaNo ratings yet
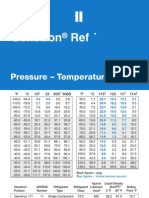
- Honeywell Refrigerants Pressure Pemperature Chart1Document2 pagesHoneywell Refrigerants Pressure Pemperature Chart1Toni TalevskiNo ratings yet
- Claretschool Ofzamboangacity: Teacher'S Learning Plan in Grade 8 ScienceDocument30 pagesClaretschool Ofzamboangacity: Teacher'S Learning Plan in Grade 8 ScienceLeonelyn Hermosa Gasco - CosidoNo ratings yet
- Physicochemical and Biological Parameters of Groundwater of 10 Blocks of Ajmer District, Rajasthan, IndiaDocument13 pagesPhysicochemical and Biological Parameters of Groundwater of 10 Blocks of Ajmer District, Rajasthan, IndiaEditor IJTSRDNo ratings yet
- Felix Termodinamica Quimica ch05Document83 pagesFelix Termodinamica Quimica ch05Amilcar Pereira CardosoNo ratings yet
- Gerador Honda EP4000Document72 pagesGerador Honda EP4000Robertson GamaNo ratings yet
- Can Ambien Cause AmnesiaDocument4 pagesCan Ambien Cause Amnesiaark6of7No ratings yet
- Large Cap Fan Coils PD2010Document6 pagesLarge Cap Fan Coils PD2010Mohd AdieNo ratings yet
- Proposed Coconut Water Based Battery For Emergency LightsDocument24 pagesProposed Coconut Water Based Battery For Emergency LightsJ-vee SasotaNo ratings yet
- Flash CalculationsDocument8 pagesFlash Calculationsweam nourNo ratings yet