You might also like
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (589)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (842)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5806)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1091)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Liebherr Hobbing Machines lc200 500Document8 pagesLiebherr Hobbing Machines lc200 500Jesus D. Gutierrez G.No ratings yet
- A Different Financial EducationDocument110 pagesA Different Financial EducationJesus D. Gutierrez G.No ratings yet
- DNM S SeriesDocument20 pagesDNM S SeriesJesus D. Gutierrez G.No ratings yet
- Company Profile FlyerDocument2 pagesCompany Profile FlyerJesus D. Gutierrez G.No ratings yet
- IndexDocument4 pagesIndexJesus D. Gutierrez G.No ratings yet
- Doosan VMC BVM 5700Document16 pagesDoosan VMC BVM 5700Jesus D. Gutierrez G.No ratings yet
- SandvikDocument1 pageSandvikJesus D. Gutierrez G.No ratings yet
- Foodpro Epdm Materials enDocument8 pagesFoodpro Epdm Materials enJesus D. Gutierrez G.No ratings yet
- Pages From Printout - PDF Gobernador 1,1 Hidromac.Document55 pagesPages From Printout - PDF Gobernador 1,1 Hidromac.Jesus D. Gutierrez G.100% (1)
- Alumec 89 Eng - P - 1910 E7Document12 pagesAlumec 89 Eng - P - 1910 E7Jesus D. Gutierrez G.No ratings yet
- MSDS Alloys Delivered From UDDEHOLM-2Document8 pagesMSDS Alloys Delivered From UDDEHOLM-2Jesus D. Gutierrez G.No ratings yet
- Instruction Sheet Sequence Valves MVP-5, WVP-5, MVPM-5: 1.0 Important Receiving Instructions EIS 57.111-2 Rev. A 10/00Document4 pagesInstruction Sheet Sequence Valves MVP-5, WVP-5, MVPM-5: 1.0 Important Receiving Instructions EIS 57.111-2 Rev. A 10/00Jesus D. Gutierrez G.No ratings yet
- OT SC Mod N/P N/P Troquela DODocument4 pagesOT SC Mod N/P N/P Troquela DOJesus D. Gutierrez G.No ratings yet
- Advanced Composite Solutions enDocument2 pagesAdvanced Composite Solutions enJesus D. Gutierrez G.No ratings yet
- Status Pro 2Document2 pagesStatus Pro 2Jesus D. Gutierrez G.No ratings yet
- Par - 40833 - en - 05 Parametros de Aplicacion HvofDocument22 pagesPar - 40833 - en - 05 Parametros de Aplicacion HvofJesus D. Gutierrez G.No ratings yet
- DIN ISO 513 Comparison Chart Grades For MillingDocument1 pageDIN ISO 513 Comparison Chart Grades For MillingJesus D. Gutierrez G.No ratings yet
- Anti Bond MetcoDocument4 pagesAnti Bond MetcoJesus D. Gutierrez G.No ratings yet
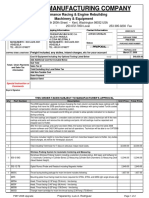
- Rottler Manufacturing Company: Performance Racing & Engine Rebuilding Machinery & EquipmentDocument2 pagesRottler Manufacturing Company: Performance Racing & Engine Rebuilding Machinery & EquipmentJesus D. Gutierrez G.No ratings yet
- 14" Surfacing Cutterhead: Options F90Y ManualDocument3 pages14" Surfacing Cutterhead: Options F90Y ManualJesus D. Gutierrez G.No ratings yet
- Liebherr Hydraulic Cylinders 380 Bar Series Production Range Product Brochure Es WebDocument10 pagesLiebherr Hydraulic Cylinders 380 Bar Series Production Range Product Brochure Es WebJesus D. Gutierrez G.No ratings yet
- C 2109Document2 pagesC 2109Jesus D. Gutierrez G.No ratings yet
- DSMTS-0052.7 NiCr Wires PDFDocument4 pagesDSMTS-0052.7 NiCr Wires PDFJesus D. Gutierrez G.No ratings yet
- 2019 - S80 - Rectificadora de Camaras RottlerDocument5 pages2019 - S80 - Rectificadora de Camaras RottlerJesus D. Gutierrez G.No ratings yet
- Material Product Data Sheet Chromium Carbide - 20 % Nickel Chromium PowdersDocument4 pagesMaterial Product Data Sheet Chromium Carbide - 20 % Nickel Chromium PowdersJesus D. Gutierrez G.No ratings yet
- Centro Mecanizado de 5 Ejes HAAS PDFDocument4 pagesCentro Mecanizado de 5 Ejes HAAS PDFJesus D. Gutierrez G.No ratings yet
- Centro de Torneado HAAS PDFDocument4 pagesCentro de Torneado HAAS PDFJesus D. Gutierrez G.No ratings yet
- DSMTS-0032.5 FeCr StainlessSteel WireDocument4 pagesDSMTS-0032.5 FeCr StainlessSteel WireJesus D. Gutierrez G.No ratings yet
- DSMTS-0063.1 FeMo Wire PDFDocument2 pagesDSMTS-0063.1 FeMo Wire PDFJesus D. Gutierrez G.No ratings yet